В зоне сварки всегда присутствует высокая температура, которая способствует увеличению скорости окислительных реакций с образованием большого количества оксидов. Оксиды ухудшают качественные показатели шва настолько, что делают процесс сварки невозможным. Для недопущения попадания кислорода в сварочную ванну применяют несколько методов, одним из которых является сварка под слоем флюса.
1 / 1
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
- иметь температуру плавления ниже, чем у свариваемых металлов;
- хорошо растекаться и не выделять ядовитых веществ;
- образовывать легкоотделимые шлаки;
- быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.
Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
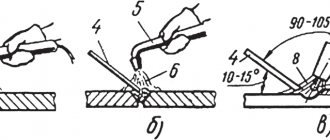
Техника применения флюса
После розжига дуги оператор должен ее поддерживать между окончанием электрода и заготовкой именно под слоем флюса. Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.
Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Классификация
Флюсы – большая группа многофункциональных смесей. Они отличаются по ряду признаков, которые положены в основу классификации. Классы носят условный характер.
По методу получения композиции подразделяют на смеси, полученные сплавлением, механическим перемешиванием и склеиванием. Последние составы называют керамическими.
Сварочные флюсы бывают прозрачными, похожими на стекло, и пористыми непрозрачными, похожими не пемзу. По вполне понятным причинам плотность пористого состава меньше, чем стекловидного. Плавление проводят в печах при температуре, достигающей 1500 °C.
Сплавлению подвергают неорганические вещества и их смеси. Чаще других используют:
- оксиды кремния (кремнеземы);
- образцы марганцевых руд;
- флюорита (плавикового шпата);
- карбоната магния (каустического магнезита).
Расплавы выливают в раствор. После застывания такой сварочный флюс образует гранулы. Гидрофильные вещества, склонные поглощать воду, гранулируют по отдельной технологической схеме сухими.
Склеенные сварочные флюсы, подобные керамике, используются широко, гораздо чаще, чем механические порошки. Керамика не реагирует на остатки ржавчины, окалины в рабочей зоне, присутствие там следов воды. Если керамическую смесь добавить к стекловидной, можно получить идеальный шов даже на неочищенном металле.
Флюсы имеют различную химическую природу. Они состоят из оксидов, солей, смеси оксидов с солями.
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Технология производства флюсов
По технологии все гранулированные сварочные смеси подразделяются на два больших класса: плавленые и неплавленые. Обусловлено это деление составом химических элементов этих смесей.
Неплавленые флюсы
Базовым веществом неплавленых флюсов является керамическая основа, которую получают с помощью механического измельчения на специальных шаровых мельницах. Эти смеси бывают мелкозернистыми, если размер отдельного зерна меньше 1-го мм; нормальными, если зерно помещается в размеры от 3-х до 4-х мм.
Мелкозернистые флюсы используются в сварке с помощью проволоки с небольшим диаметром, не более 1,5 мм. В маркировках таких смесей присутствует буква М. Если сварочный флюс многокомпонентный, то есть в смеси присутствует большое количество разных компонентов помимо керамики, то сначала эти элементы склеивают друг с другом, и лишь потом отправляют на перемол необходимого размера на мельницу.
Марки флюсов.
Помимо традиционных компонентов типа кремнезема и марганца в состав неплавленых флюсов могут входить оксиды, металлические порошки или ферросплавы. Главный критерий целесообразности компонентов смесей – их способность улучшать металлургические процессы, происходящие в рабочей зоне.
Это поверхностное легирование, раскисление металлов, мелкозернистая структура шва, снижение доли вредных примесей в шве. И вдобавок ко всем этим бенефитам в сварке с неплавлеными флюсами можно использовать проволоку подешевле.
Недостатки, конечно, тоже имеются. Такие смеси плохо переносят влажность в любом концентрации, они очень гигроскопичные и, впитав влагу, они значительно ухудшают качество материала. Все это можно решить грамотной упаковкой и, конечно же, соблюдением правильных условий хранений. Кроме того, необходимо строго контролировать весь процесс сварки, чтобы не упустить изменения условий легирования.
Магнитные флюсовые смеси также относятся к неплавленым. Они очень похожи по своему составу на керамические варианты, но содержат металлический порошок для повышения эффективности сварочного процесса.
Плавленые флюсы
Технология производства плавленых флюсов сложнее, чем неплавленых. Они имеют светло-желтую окраску или совсем прозрачные. Плотность весьма умеренная.
Марки флюса и стали.
Производство гранулированных смесей плавленого типа включает в себя четко разделённые по времени этапы:
- размельчение до необходимых размеров всех элементов смеси;
- перемешивание элементов смеси в специализированной мельнице;
- плавка в печке;
- преобразование частиц в гранулы точных необходимых размеров с помощью воды, в которой расплав флюсовой смеси охлаждается и затвердевает в виде шариков.
- сушка в барабанах;
- финишное просеивание для отсева нестандартных гранул, упаковка с соблюдением изоляции от влажности.
Состав плавленых флюсов не отличается оригинальностью: в основе те же кремний и марганец. Кремний обладает отличными раскисляющими свойствами, которые работают на однородность расплавленного металла во время процесса, снижая долю окиси углерода.
Марганец нужен прежде всего для восстановления железных оксидов. Дополнительно марганец способствует образованию легко удаляемой корки, связывая в сульфиды серу из шлаков.
https://www.youtube.com/watch?v=elCSbt438e0
Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. | АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для сварки средне- и высоколегированных сталей
При сварке средне- и высоколегированных сталей обычно используются малоактивные флюсы (Аф от 0,1 до 0,3). В них содержится еще меньшее количество SiO2, практически отсутствует MnO, содержание CaO – до 20%, CaF2 – от 10–20 до 60% (для более легированных сталей содержание CaF2 во флюсе повышается).
Известные отечественные флюсы для сварки средне- и высоколегированных сталей:
- малоактивные – АН-15, АН-17, АН-18, АН-20, АН-45, АВ-5, ФЦ-17, ФЦ-19, НФ-18, ОФ-6;
- активный сварочный флюс АН-26 (Аф составляет около 0,5).
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
- чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
При ковке
Самый древний вид сварки – это ковка. Называть этот процесс сваркой можно с натяжкой. Тем не менее, термин «кузнечная сварка» подразумевает именно соединение двух металлов ковкой. Выполняют ее вручную или с помощью оборудования. Ковке обычно подвергают виды стальных сплавов с низким содержанием углерода.
Флюс для кузнечной сварки практически всегда в качестве основы содержит железосинеродистый калий. Массовая доля его различна, варьируется от 1 весовой части до 27 весовых частей.
Остальными компонентами могут быть бура, борная кислота, хлорид натрия. Смесь перед ковкой насыпают на металлическую заготовку, доведенную до температуры 1000 °C.
Флюс вместе с окалиной превращается в жидкую массу шлака, обволакивает рабочую зону, предохраняет ее от дальнейшего окисления.
Грамотный выбор флюса, режима проведения сварки гарантирует образование качественного сварочного шва.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в .
Товары этой категории
Флюс керамический UF-03 мешки ТУ 5929-053-00186654-2013 Флюс керамический UF-N мешки ТУ 5929-052-00186654-2013 Флюс керамический UF-K мешки ТУ 5929-052-00186654-2013 Флюс АН 348 А мешки ГОСТ 9087-81 Флюс АН 47 мешки ГОСТ 9087-81 Флюс керамический UF-01 мешки ТУ 5929-051-00186654-2013 Флюс керамический UF-02 мешки ТУ 5929-052-00186654-2013 Флюс керамический UF-03 мешки ТУ 5929-053-00186654-2013 Флюс керамический UF-N мешки ТУ 5929-052-00186654-2013 Флюс керамический UF-K мешки ТУ 5929-052-00186654-2013 Флюс АН 348 А мешки ГОСТ 9087-81 Флюс АН 47 мешки ГОСТ 9087-81 Флюс керамический UF-01 мешки ТУ 5929-051-00186654-2013
Виды сварки под слоем флюса
С применением флюса может выполняться как ручная, так и автоматическая сварка – принципиальная разница будет зависеть от выбранного оборудования. Электродуговая сварка выполняется в режиме саморегуляции или при поддержке автоматического контроля напряжения. Оптимально использовать инверторные установки, дополненные барабанами для подачи проволоки. Также распространена сварка с флюсом без газа, который по умолчанию выступает в качестве защитной среды от кислорода и азота. Чем же хороша техника, исключающая этот барьер перед негативными факторами воздействия? Во-первых, при условии выбора подходящего флюса он сможет выполнить весь перечень защитных и вспомогательных задач применительно к формируемому шву. Во-вторых, отсутствие газовой среды облегчает саму организацию процесса. Не нужно подготавливать баллон с аргонно-углекислотная смесью, а также защищать зону сварки от избыточного термического воздействия при использовании горелки.