БОЛТЫ С ШЕСТИГРАННОМ ГОЛОВКОЙ И ШЕСТИГРАННЫЕ ГАЙКИ ДИАМЕТРОМ ДО 48 мм
Конструкция и размеры
Издание официальное
Москва
Стандартинформ
2010
ВНИМАНИЮ ЧИТАТЕЛЕЙ!
Федеральное государственное унитарное предприятие «Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия» подготовил к изданию в 2010 году сборники национальных стандартов, скомплектованные по отраслевому (тематическому) принципу.
В сборники включаются официальные публикации стандартов со всеми изменениями и поправками, утвержденными (принятыми) на дату издания сборника.
В 2010 году выйдут в свет сборники стандартов по следующей тематике:
Зернобобовые культуры. Технические условия Зерновые культуры. Технические условия Изделия кондитерские. Методы анализа
Картофель, овощи, бахчевые культуры. Технические условия Крупяные продукты. Технические условия. Методы анализа
Маргарины, жиры для кулинарии, кондитерской и хлебопекарной промышленности Плоды косточковые. Технические условия Продукты мясные. Методы анализа
Продукты переработки плодов и овощей. Методы анализа
Продукты переработки пшеницы. Макаронные изделия. Технические условия. Методы анализа
Продукты пищевые, консервы. Методы микробиологического анализа
Рыба живая, охлажденная и мороженая. Технические условия
Рыба и рыбные продукты. Методы анализа. Маркировка. Упаковка
Семена масличных культур
Соки. Технические условия. Методы анализа
Сырье и продукты пищевые. Методы определения токсичных элементов Единая система конструкторской документации (ЕСКД)
Единая система программной документации (ЕСПД)
Единая система технологической документации (ЕСТД)
Система разработки и постановки продукции на производство
Болты с шестигранной головкой и шестигранные гайки диаметром до 48 мм. Конструкция и размеры
Нефть и нефтепродукты. Общие правила и нормы
Трубы металлические и соединительные части к ним. Часть 2. Трубы нарезные. Трубы металлические и соединительные части к ним. Часть 4. Трубы из черных металлов и сплавов литые и соединительные части к ним. Основные размеры. Методы технологических испытаний труб
© СТАНДАРТИНФОРМ, 2010
ГОСТ 7798-70
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ с шестигранной головкой
Преимущества болтов прочности класса 10.9
Основным преимуществом данной продукции является возможность оптимизации металлоемкости конечной конструкции и ее массы при одновременном увеличении показателей стойкости, а также прочности соединений резьбового типа. Иными словами, здесь допускается использование высокопрочных болтов, имеющих меньший диаметр и, соответственно, вес по сравнению с крепежом такого же типа, но меньшей прочности, при прочих равных условиях. Приведем для наглядности конкретный пример для болта с резьбой М20. Предельная разрушающая нагрузка для:
- класса 5.8 составляет 13 т или 126 кН;
- класса 10.9 равна 26 т или 254 кН.
Разница очевидна.
К другим плюсам применения высокопрочных крепежных элементов можно отнести:
- у разработчиков появляются дополнительные варианты проектирования металлоконструкций за счет уменьшения размерных характеристик сопрягаемых компонентов (например, тех же фланцев);
- возможность: — использования подвергнутых предварительному напряжению пространственных металлоконструкций; — закладывать на проектируемое сопряжение повышенные нагрузки. То есть эффективные решения доступны при менее материало- и финансово-затратных методах;
- использование высокопрочных крепежных изделий – отличная возможность повышения ресурса производственного оборудования. Речь идет о плановых ревизиях, восстановительных и ремонтных работах. Такой крепеж допускается многократно повторно применять в обновленных соединениях.

КЛАССА ТОЧНОСТИ В
КОНСТРУКЦИЯ И РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2010
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ КЛАССА ТОЧНОСТИ В
Конструкция и размеры
Hexagon bolts, product grade В. Construction and dimensions
ГОСТ
7798-70
МКС 21.060.10 ОКП 12 8200
Дата введения 01.01.72
1. Настоящий стандарт распространяется на болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм.
(Измененная редакция, Изм. № 4).
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл. 1,2.
(Измененная редакция, Изм. № 2—6).
3. Резьба — по ГОСТ 24705. Сбег и недорез резьбы — по ГОСТ 27148. Концы болтов — по ГОСТ 12414.
(Измененная редакция, Изм. № 5).
За. Радиус под головкой — по ГОСТ 24670.
36. Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля — по ГОСТ 1759.1.
Зв. Допустимые дефекты поверхности болтов и методы контроля — по ГОСТ 1759.2.
За—Зв. (Введены дополнительно, Изм. № 4).
(Исключен, Изм. № 4).
5. Варианты исполнения головки устанавливает изготовитель.
5а. Допускается изготавливать болты с диаметром гладкой части стержня dv приблизительно равным среднему диаметру резьбы.
(Введен дополнительно, Изм. № 3).
56. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 к.
(Введен дополнительно, Изм. № 5).
6. Технические требования — по ГОСТ 1759.0* *.
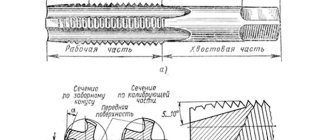
Конструкция и технология изготовления
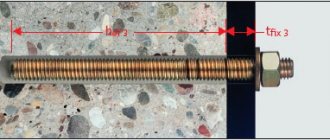
Болт – это металлический стержень, на который нанесена резьба. На одном из его концов находится головка, чаще всего шестигранной конфигурации с размерами под определенный гаечный ключ. Соединение деталей осуществляется путем навинчивания гайки до упора. Равномерное распределение нагрузки обеспечивается применением шайб.

Болты с классом прочности от 8.8 и выше считаются высокопрочными. Для их изготовления используются легированные стали, либо стали углеродистые с содержанием углерода не превышающим 0,5%. Производство заготовок осуществляется на высококачественном оборудовании методом штамповки – горячей, а также холодной. На видеоролике представлен первый вариант данной технологии. На одном из этапов для предотвращения восприимчивости метиза к воздействию коррозии и уменьшению прочности, его подвергают термической обработке. Резьба наносится на специальных автоматических станках.
Материалы для болтов
| Вид Изделия | Класс прочности | Возможные марки стали |
| Болт | 3,6 | СтЗкп, СтЗсп, Ст5кп, Ст5сп, |
| 4,6 | Ст5кп, 10,09Г2,09Г2С и 09Г2СД | |
| 4,8 | 10, 10кп | |
| 5,6 | 30,35 | |
| 5,8 | 10, 10кп, 20, 20кп | |
| 6,6 | 35,45 | |
| 6,8 | 20,20кп,45, 40Х | |
| 8,8 | 35,45,35Х,38ХА,45Г,40Х | |
| 10,9 | 40Хселект, 30ХЗМФ, 30Х2НМФА | |
| 12,9 | 20Х2НМТРБ |
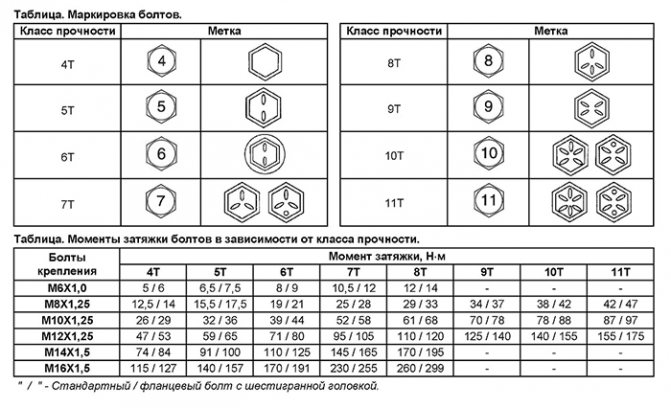
Маркировка болтов
Порядок обозначения продукции определен международной организацией по стандартизации – ISO. Все документы (ГОСТ, ТУ), разработанные в СССР и РФ, выполнены с учетом этой системы и полностью отвечают ее требованиям.
Обязательной маркировке подлежат все болты и винты с диаметром стержня выше 6 мм. Исключения составляют детали с некоторыми формами шлицов или головок. Ее наносят на головку продукции. Она может располагаться на торце или сбоку головки. Место расположение клейма и его содержание определено в ГОСТ Р 52644-2006. Оно должно нести в себе следующую информацию:
- Штамп завода производителя.
- Класс прочности данного изделия.
- Климатическое исполнение болта, оно наносится только на изделия, работающие в условиях ХЛ.
- Номер плавки стали, использованной для производства этого изделия.
- S – индекс обозначает, что размер головки увеличен.
На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ.
Типы болтов
Болты без предварительного натяжения или обычные метизы различают трех классов точности:
- Повышенной
- Нормальной
- грубой А, В и С.
Болты класса точности А
Болты класса точности А имеют только минусовый допуск на диаметр стержня. Диаметры отверстий равны номинальному диаметру стержня плюс допуск 0.15 мм.
Болты класса точности А следует применять для соединений, в которых отверстия просверлены на проектный диаметр в собранных элементах, либо по кондукторам в отдельных элементах и деталях, либо просверлены или продавлены на меньший диаметр в отдельных деталях с последующей рассверловкой до проектного диаметра в собранных элементах. Предполагается одновременное включение всех болтов в работу при срезе.
Болты класса (точности В) устанавливаются в отверстия, диаметр которых больше диаметра стержня на 1…1.5 мм. Болты класса точности В следует использовать для соединений, в которых болты работают на растяжение или на срез. До включения всех болтов в работу требуется чтобы прошли деформации, равные черноте в отверстиях.
Болты класса точности С
Болты класса точности С устанавливаются в отверстия, диаметр которых больше диаметра стержня на 2-3 мм. Соединение используется как монтажные и на срез не рассчитывается.
Высокопрочные метизы
Высокопрочные метизы могут быть применены для фрикционных соединений, для срезных и фрикционно-срезных соединений, а также при работе на растяжение. Для соединения основных конструкций мостов используют фрикционные соединения.
Нержавеющие метизы
Нержавеющие метизы используют для элементов мостового полотна, подверженных агрессивному воздействию солевых растворов.
Анкерные болты
Анкерные болты используют для крепления опорных частей к опорам.
Пальцы
Пальцы используют для образования шарниров, работающих как на растяжение, так и на сжатие.
Единица измерения – миллиметры
Для формирования соединения используются гайки, имеющие аналогичные характеристики резьбы и точности – B (отечественный ГОСТ 5915 либо стандарт DIN 934).
В качестве сырья при производстве болтов прочности 10.9 используется:
- конструкционная легированная сталь марок: Ст.35XГCA, Ст.30XГCA, Ст.40XСелект, Ст.40X, Ст.40Г2, Ст.45Г, Ст.38XA, Ст.35X;
- нержавеющая аустенитная сталь A1 и .
Технические характеристики
Производители болтов с прочностью, соответствующей классу 6.8, должны соблюдать размеры, установленные отечественными стандартами. Поскольку ГОСТ 7805 с точки зрения размерных характеристик – расширенный вариант ГОСТа 7798, приведем их значения, прописанные именно в первом из этих нормативных документов.
| Параметр | Шаг резьбы | S | k | e, не меньше | dw | hw | d3 | d4 | L2 | ||
| Мелк. | Крупн. | Не меньше | Не больше | ||||||||
| М48 | 3 | 5 | 75 | 30 | 83,9 | 70,5 | 0,25 | 0,8 | 8 | 5 | 15 |
| М42 | 4,5 | 65 | 26 | 72,6 | 61 | 13 | |||||
| М36 | 4 | 55 | 22,5 | 61,3 | 51,1 | 0,2 | 6,3 | 11 | |||
| М30 | 2 | 3,5 | 46 | 18,7 | 51,3 | 42,7 | 4 | 9,5 | |||
| М27 | 3 | 41 | 17 | 45,6 | 38 | 5 | 8,5 | ||||
| М24 | 36 | 15 | 40 | 33,6 | 8 | ||||||
| М22 | 1,5 | 2,5 | 34 | 14 | 37,7 | 31,7 | 7,5 | ||||
| М20 | 30 | 12,5 | 33,5 | 28,2 | 4 | 7, | |||||
| М18 | 27 | 12 | 30,1 | 25,3 | 6,5 | ||||||
| М16 | 2 | 24 | 10 | 26,8 | 22,5 | 6 | |||||
| М14 | 21 | 8,8 | 23,4 | 19,6 | 0,15 | 0,6 | 3,2 | 3,2 | 4,5 | ||
| М12 | 1,25 | 1,75 | 18 | 7,5 | 20 | 16,6 | 4 | ||||
| М10 | 1,5 | 16 | 6,4 | 17,8 | 14,6 | 2,5 | 2,5 | 3,5 | |||
| М8 | 1 | 1,25 | 13 | 5,3 | 14,4 | 11,6 | 2 | 2,8 | |||
| М6 | 1 | 10 | 4 | 11,1 | 8,9 | 0,5 | 1,6 | 2 | 2 | ||
| М5 | 0,8 | 8 | 3,5 | 8,8 | 6,9 | 1,2 | 1,2 | 1,8 | |||
| М4 | 0,7 | 7 | 2,8 | 7,7 | 5,9 | 0,4 | 1 | 1 | 1,4 | ||
| М3,5 | 0,6 | 6 | 2,4 | 6,6 | 5,1 | — | — | — | |||
| М3 | 0,5 | 5,5 | 2,0 | 6 | 4,6 | ||||||
| М2,5 | 0,45 | 5 | 1,7 | 5,5 | 4,1 | —— | —— | ||||
| М2 | 0,4 | 4 | 1,4 | 4,3 | 3,1 | ||||||
| М1,6 | 0,35 | 3,2 | 1,1 | 3,4 | 2,3 | ||||||
Обозначения взяты из чертежей вариантов исполнения болтов.
Конструктивные требования к болтам
- При сборке соединений отверстия в деталях конструкций должны быть совмещены и детали зафиксированы от смещения сборочными пробками (не менее двух), а пакеты плотно стянуты болтами. В соединения с двумя болтами сборочную пробку устанавливают в одно из них.
- В собранном пакете болты заданного в проекте диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, равным по диаметру отверстия. При этом в соединениях с работой болтов на срез и смятие допускается чернота (несовпадение отверстий в смежных деталях) до 1 мм — в 50% отверстий, до 1.5 мм — в 10% отверстий. В случае несоблюдения этого требования с разрешения разработчика проекта все отверстия должны быть рассверлены на ближайший больший диаметр с установкой болтов соответствующих диаметров. Запрещается применение болтов разных диаметров при работе соединения на срез. В соединениях, работающих на растяжение, а также в соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
- Запрещается применение болтов и гаек, не имеющих клейма завода изготовителя, и маркировки, обозначающей класс прочности.
- Под гайки болтов следует устанавливать не более двух круглых шайб (ГОСТ 11371-78). Допускается установка одной такой шайбы под головку болта. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906-78). Резьба болтов не должна входить в глубь отверстия более чем наполовину толщины крайнего элемента пакета со стороны гайки.
- Решения по предупреждению самоотвинчивания гаек постановка пружинной шайбы (ГОСТ 6402-70) или контргайки — должны быть указаны в рабочих чертежах. Применение пружинных шайб не допускается при овальных отверстиях или при разности диаметров отверстия и болта более 3 мм, а также при совместной установке с круглой шайбой. Запрещается стопорение гаек забивкой резьбы или прихваткой к стержню болта.
- Гайки и контргайки следует закручивать до отказа от середины соединения к краям.
- Головки болтов должны плотно соприкасаться с плоскостями шайб, а стержень болта выходить из гайки не менее чем на 3 мм.
- Плотность стяжки пакета следует контролировать щупом 0.3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм.
- Качество затяжки следует проверять остукиванием молотком с массой 0.4 кг, при этом болты не должны смещаться.
Марки сталей и механические свойства болтов
| Класс проч-ности | Диаметр резьбы, мм | Марки стали болтов по ГОСТ 1050 | Значение сопротивления высокопрочного болта, мПа (кгс/см²) | Твердость по Бринеллю НВ | ||
| мин | макс | мин | макс | |||
| 6,8 | 42 | 40х | 650(6600) | 850(8650) | 181 | 363 |
| 48 | 600(6150) | 800(8150) | ||||
| 8,8 | 36 | 800(8160) | 950(9700) | 242 | ||
| 9,8 | 30 | 900(9180) | 1150(11730) | 285 | ||
| 32 | 30ХЗМФ | 900(9180) | 1200(1240) | 300 | ||
| 48 | 30ХЗМФ | 900(9180) | 1200(1240) | 268 | ||
| 10,9 | 16-27 | 40х | 1078(11000) | 1274(13000) | 331 | 388 |
| 36 | 30ХЗМФ | 1000(10200) | 1200(12200) | 300 | 363 | |
| 36-48 | 30ХЗМФ | 1078(11000) | 1274(13000) | 331 | 388 | |
| 36-48 | 30Х2НМФА | 1078(11000) | 1274(13000) | 331 | 388 | |
| 12,9 | 16-30 | 20Х2НМТРБ | 1274(13000) | 1519(15500) | 360 | 415 |
Разновидности испытаний
С целью подтверждения качества выпускаемой крепежной продукции проводятся определенные испытания. Их методы и способы зафиксированы в ГОСТе Р 52627-2006. Выполняться испытания могут в любой лаборатории, в том числе заводской, которая успешно прошла аттестацию в центре, функционирующем при Росстандарте. Тесты проводятся на:
- твердость. Способность материала изготовления оказывать сопротивление различного рода деформациям;
- кручение. Такие испытания проводятся в соответствии с требованиями международного стандарта ISO 898-7: Устанавливается крутящий момент, при котором болт разрушается;
- растяжение. В результате этих испытаний определяются такие показатели материала, как величина относительного удлинения, предел текучести и временное сопротивление.
Свойства продукции определяются результатами проведенных испытаний.