Вопрос:
Ответ:
Все зависит от того, что вы подразумеваете под словами «проверить сварочный трансформатор». Если вас интересует, как проверить работоспособность аппарата при покупке, то тут можно сказать, что манипуляций по проверке может быть не слишком много. Для начала включите аппарат и послушайте звук его работы. Сварочный трансформатор не должен слишком сильно гудеть. О том, что должны включаться все индикаторы (если они есть) и другие «признаки жизни» аппарата, мы и не говорим, это и так понятно по умолчанию.
Если есть возможность, то неплохо было бы проверить, не пробивает ли первичная обмотка на корпус и другие важные части сварочного аппарата. Впрочем, такие вещи могут случиться только в том случае, если вы приобретаете оборудование от неизвестных производителей, не заработавших репутации на рынке. Как бы там ни было, обязательно покупайте только те аппараты, на которые предоставляется гарантия. Кстати, в нашем магазине гарантийным талоном сопровождается абсолютно всё сварочное оборудование.
Если же у вас возникла какая-то неисправность, то в данной ситуации стоит учитывать следующее: сварочный трансформатор – это крайне простое оборудование и причины неисправности часто можно обнаружить и без специализированного тестирования. Например, ощутимый нагрев аппарата свидетельствует либо о замыкании в первичной обмотке, либо о плохом контакте соединений.
Если ваш трансформатор выдает сварочный ток, показатель которого слишком велик и не совпадает с выставленным по шкале значением, то такая проблема свидетельствует о наличии замыкания либо в обмотке регулятора тока, либо во вторичной обмотке трансформатора. Также бывают ситуации, когда сварочный ток не поддается регулировке путем прокручивания регуляторной ручки. Это свидетельствует о возникновении замыкания или неполадки в зажимах регулятора. Ну а дальше вам придется взять в руки тестер, мерить сопротивление и другие показатели и устранять возникшие проблемы.
Мы крайне не рекомендуем устранять поломки самостоятельно. Это может привести к ещё большим поломкам и проблемам. В некоторых случаях «самолечение» приводит к тому, что сварочный трансформатор приходится выбрасывать и покупать новый. Если у вас закончился гарантийный срок, то лучше обратиться к квалифицированным специалистам, которые починят аппарат быстро, качественно и недорого. Стоимость починки таких инструментов, как сварочные трансформаторы, редко бывает высокой, так как схема этого оборудования удивительно проста и легко поддается починке. Ну а если гарантия ещё действительна, то в аппарат тем более лучше не заглядывать самостоятельно, чтобы не потерять право на бесплатное гарантийное обслуживание.
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.
Блок-схема сварочного аппарата инверторного типа
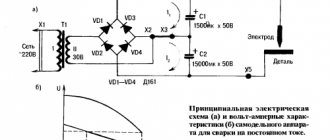
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей. В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
- Инверторного преобразователя. Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора. Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода. Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу. Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры. Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора. Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе. Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени. Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания. Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Все своими руками
Здравствуйте друзья. Пару дней назад отдали мне блок управления от механизма протяжки полуавтомата. Он собственно пошел на запчасти для другого аппарата, а вот корпус с измерительными приборами отлично подошел для нагрузочного резистора для проверки сварочных аппаратов постоянного тока, пока только постоянного.
Достаточно полезный прибор для определения реальных характеристик сварочных инверторов Давно мечтал узнать какой ток у моего сварочного Procraft AWH-285, не вериться что там 285А
Вот так выглядит этот блок управления. Управлял блоком подачи проволоки Гранит ЗУЗ. Один рабочий, второй ушел на запчасти
А вот так он выглядит внутри, тот что мне достался на запчасти
Вот такой солидный шунт на 500А Две измерительные головки Амперметр 500А и Вольтметр 75В
Изготовил три пружины из вязальной проволоки диаметром 1,5мм на оправке 35мм по 27 витков. Это примерно 3м проволоки. Все соединил на шпильке М8.
Оправка труба с прорезью вдоль. Край проволоки фиксируется в этой прорези и кручу трубу, придерживая проволоку, так что бы она ложилась плотней виток к витку. Потом при установке пружина сама растянулась на сколько надо.
Соединил минус медной шиной, а плюс гибким соединением из сварочного кабеля 50мм кв.
Решил проверить сварочником и сварочник заодно и картинка такая, напряжение 8В, ток 80А
Как то маловато видимо сопротивления, всего 0,07Ом, поэтому последовательно соединил еще 3 таких же пружин.
А соединил блоки алюминиевой шиной очень большого сечения, это расплюснутая труба.
Но как оказалось мой аппарат всего 80А может отдать, а на индикаторе 295А. Купил его год назад за 4500 рублей на местном рынке. Рассчитывал на 160 хотя бы. То то я думал он не варит толком, а вот в чем дело то 80А всего
В итоге немного побаловавшись настроил аппарат свой на 120А, так же настроил индикатор. Хороший пример применения нагрузки. Веря индикаторам и зная закон Ома, сопротивление резистора 0,19Ом. А это от того, что нагрелась проволока и повысилось сопротивление.
О настройке моей Китайской сварки расскажу в статье Настройка и честные характеристики ProCraft AWH-285, а вот нагрузкой очень доволен. Пружины хоть и греются, но не разу не покраснели за 3 минуты нагрузки. Думаю до 200А можно нагружать.
На счет крышки пока думаю, так же как и о кабеле соединения со сваркой. А если нравятся мои идеи, подпишитесь на обновления в группах Вконтакте или Одноклассниках и всегда будьте в курсе последних обновлений.
Удачи всем с ремонтами. С ув. Эдуард
Уважаемые читатели. Дело в том, что сборка моих проектов занимает очень много времени, не простительно много удерживаю средств из семейного бюджета и больше этого делать не буду. Если вам нравиться то, чем я тут занимаюсь и хотите продолжения, то прошу поддержки с вашей стороны. Будет поддержка, будет много нового(чертежи и схемы уже лежат).Поддержать можно тут
Рекомендации по самостоятельному ремонту
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Особенности ремонта инверторных сварочных аппаратов
В последние годы завоевали популярность инверторные сварочные аппараты. Эта техника относительно недорогая, удобная в работе, позволяющая выполнять большинство работ. По крайней мере, в быту, домашнем строительстве, в гараже.
Все инверторные сварочные аппараты построены, несмотря на обилие марок, по одному и тому же принципу. Выходной ток сварочного инвертора достигает 140 А и более при напряжении дуги примерно 25 В. Параметры схемы подобраны так, чтобы от однофазной сети потреблялась мощность порядка 4-5 кВт. Производитель, как правило, — Китай. У одних пользователей аппараты служат годами, у других — несколько дней или недель. В большинстве случаев вышедший из строя аппарат можно отремонтировать.
Причин, по которым выходит из строя эта техника несколько:
- попадание внутрь влаги (хотя во многих изделиях платы покрывают лаком) и пыли, особенно металлической. Опытные сварщики рекомендуют пользоваться «болгаркой» в удалении от сварочного аппарата, поскольку его вентилятор охлаждения затянет проводящую пыль внутрь корпуса;
- некачественные контакты в проводах подключения напряжения сети, слишком длинные провода;
- отказы вентиляторов охлаждения с последующим их заклиниванием.
Для эффективного ремонта этих изделий необходим осциллограф, который следует запитать (от сети 230 В / 50 Гц) через разделительный трансформатор. Для этого можно использовать силовой трансформатор от старого цветного телевизора. Включение через трансформатор исключит возможное поражение ремонтника током, поскольку вся силовая цепь сварочного инвертора гальванически связана с сетью 230 В / 50 Гц.
Опыт ремонта таких аппаратов показывает, что большинство неисправностей связано с отказами реле плавного пуска и вторичного источника питания (ВИП). При отказе ВИП аппарат не включается. ВИП обычно вырабатывают напряжение 12, 15 или 24 В. Мощность его ограничена, почти всегда он работает в тяжелом режиме и при скачках сетевого напряжения, заклинивании питающихся от него вентиляторов обдува, сразу выходит из строя. При этом нередко разрушаются обмотки его трансформатора. Трансформатор легко разбирается после 5 минут кипячения в воде и перематывается. В качестве межобмоточной изоляции удобно при менять высокотемпературный скотч, а при его отсутствии — ленты, нарезанные из кухонного рукава для запекания.
Наиболее тяжелые случаи — это когда произошел отказ силовых IGBT или FET транзисторов. Просто менять их бессмысленно — «сгорят» снова. Как правило, «сгорание» сопровождается коротким замыканием по цепи сетевого питания. «Прозвонка» мультиметром показывает, что закорочены плюс и минус сглаживающих конденсаторов выпрямителя сети 300 В.
В этом случае сразу выпаиваем все силовые транзисторы, все диоды их обвязки и проверяем. Проверяем выпрямительные диоды сетевого напряжения. Иногда половина силовых транзисторов остается цела (первые включения можно будет сделать на них).
Можно попробовать включить инвертор без силовых транзисторов. Если ВИП цел, схема включится, щелкнет реле плавного пуска, но будет светиться индикатор аварии (напряжения на выходе инвертора нет). Если от внешнего источника питания подать на выходные зажимы 25-30 В, индикатор аварии должен погаснуть. На выходе платы управления при этом наблюдаются импульсы управления разных частот: с аварией 10-20кГц, без аварии — 45-50 кГц. Частоту проверять обязательно!
Многие IGBT при частоте импульсов на их затворах 70- 80 кГц выходят из строя. А качество керамических конденсаторов платы управления «сделано в Китае», от которых эта частота зависит, сами знаете какое. Это, кстати, одна из причин «беспричинного» выхода из строя силовых транзисторов, просто при включении аппарата.
Нужно проверить наличие и форму импульсов управления непосредственно на контактах входов IGBT, припаяв конденсатор номиналом 1500-2000пФ и параллельно резистор 200 Ом вместо затворов. Импульсы должны быть одинаковые, амплитудой не менее 12 В с некоторым заходом в отрицательную область напряжений. При малейших отличиях — проверять элементы драйвера.
Во избежание тяжелых повреждений и прогаров в платах первое включение после ремонта лучше делать через последовательно включенную в сеть лампу накаливания 230 В 100 Вт.
Только получив одинаковые импульсы управления, можно впаять пару транзисторов, даже без радиаторов и попробовать включить сварочный инвертор в сеть.
Включили, запустилось. Авария не горит. На выходе инвертора 66-80 Вольт. Не спешите варить! Проверьте работу обратной связи по току. При отсутствии балласта, подойдет резистор 2-3 Ом, составленный из нескольких параллельно. Можно поместить его в воду. Ручку регулятора ставим на минимум сварочного тока. Наблюдая осциллографом импульсы на затворах выходных транзисторов, кратковременно подключаем к выходу сварочного инвертора данную импровизированную нагрузку и видим срабатывание петли регулирования по изменению ширины управляющих импульсов под нагрузкой.
Только теперь можно окончательно собрать силовую часть и пробовать варить.
Нередко в петле регулирования, после повреждения сварочного инвертора, остаются неисправности, и при попытке варить развивается ничем не ограниченный ток — происходит «бах» с кучей вышедших из строя элементов…
Главное в ремонте — не спешить, двигаясь по порядку, устанавливая силовые транзисторы в последнюю очередь, когда все проверено и просмотрено.
Гамма IGBT транзисторов очень широка по номенклатуре и ценам. Выбирайте любые, какие вам доступны. Желательно по образцовому фото от проверенного производителя выбирать приборы с лазерной гравировкой названия. В некоторых приборах нет встроенных демпферных диодов — такие приборы дешевле, но надежно работать не будут. Поэтому проверяйте наличие демпферов заранее по даташиту.
Автор: Аркадий Солуня, г. Щучинск, Казахстан Источник: Электрик №1-2/2018