Пресс-ножницы для металла — универсальное оборудование для работ по металлу любой сложности. Могут быть комбинированными — такие изделия имеют дыропробивной пресс для создания отверстий в алюминии, стали и титане.
Современные устройства ускоряют проведение работ, снижая потери металла. Используются в прессовых цехах, на строительных металлобазах, на предприятиях, обрабатывающих вторчермет. Применяются для вырубки пазов, обработки материала, резки металлических листов, создания отверстий в изделиях из металла.
Ножницы для лома
Пресс-ножницы для лома
Этот вид промышленного оборудования используется на металлобазах, металлургических заводах, погрузочных терминалах. Пресс ножницы для металлолома — самый мощный вид металлорежущих станков. Усилие на лезвиях может достигать 3 000 тонн. Они предназначены для измельчения всех видов металлических отходов, включая арматуру, рельсы, швеллер, двутавру.
Кроме, собственно, лезвий, установка оборудуется бункером, где нарезанный металл прессуется под значительным усилием в компактные брикеты. Металл, готовящийся к переработке, засыпается в контейнеры и подается в рабочую зону автоматически. Емкость контейнеров может достигать десятков и сотен тонн.
Пресс ножницы для лома производятся двух видов — горизонтальные и вертикальные. Горизонтальные меньше по размеру и предназначены для площадок средней производительности, вертикальные — для больших заводов и складов.
Часто можно встретить гидравлические пресс ножницы контейнерного типа. Они предназначены для переработки всех видов лома, включая автомобильные кузова, непосредственно на приемных площадках. На выходе — измельченный лом по категории 3А или 12А. Ножницы монтируются в контейнере стандартного размера, который может перевозиться на грузовике, оборудованном мультилифтом, и устанавливаться на любой площадке, где есть твердый грунт, асфальтное или бетонное покрытие. Специального фундамента не требуется.
Оборудуются контейнерные ножницы электрическим или дизельным приводом. Второй вариант очень удобен на временных приемных площадках и при демонтаже зданий жилого и промышленного назначения. Примером такой установки могут служить ножницы CNS 400. Размеры загрузочной камеры составляют 1,6х2,25х2.48 м. На режущем ноже развивается усилие более 400 тонн, а усилие на прижимном устройстве — 1,2 МН.
Ножницы способны разрезать круглый металл диаметром 110 мм, профильную трубу прямоугольного сечения — до 9х9 см, лист толщиной 40 мм со стороной в 1500 мм. Нож совершает 2-3 реза в минуту, при этом производительность пресса составляет до 9 тонн в час. Это средний по мощности контейнерный пресс, более мощные могут перерабатывать 12-15 тонн лома.
Маркировка
Для обозначения модели пресс-ножниц по металлу применяется специальная маркировка:
- Н — пресс-ножницы;
- Буква или буквенное сочетание после основной «Н» указывает на модификации базовой модели.
- За буквами следуют цифры: первая указывает тип привода ножниц, вторая — на технические особенности оборудования. Две последних цифры соответствуют номинальному усилию в тс.
Базовая линейка инструмента основана на предпочтительном ряде чисел. Технические характеристики определяются с помощью таблицы.
| Последние две цифры в названии модели ножниц | Номинальное усилие,тс |
| 22 | 25 |
| 24 | 31,5 |
| 26 | 40 |
| 27 | 50 |
| 28 | 63 |
| 29 | 80 |
| 30 | 100 |
| 31 | 125 |
| 32 | 160 |
| 34 | 250 |
| 36 | 400 |
| 38 | 630 |
| 40 | 1000 |
| 46 | 4000 |
Пресс-ножницы, используемые в ломопереработке
Разновидности гильотинных ножниц
Существенным ограничением функциональности аллигаторных ножниц считается наличие бокового сдвигающего усилия во время резки, вследствие чего ухудшается качество реза, и повышаются требования по безопасности обслуживающего персонала. Этот недостаток устраняется применением комбинированных пресс-ножниц.
Пресс-ножницы с гидравлическим приводом для металлолома
Принцип действия таких ножниц заключается в следующем. Движение от электродвигателя через маховик и зубчатую передачу передаётся главному исполнительному механизму кривошипно-клинового типа. При этом в ползуне ножниц располагается комплект подвижных ножей, которые включает в себя инструмент для резки сортового и профильного проката, а также широкополосного лома. Неподвижные ножи закрепляются на станине и/или столе. В результате реализуется возвратно-поступательное перемещение ползуна в регулируемых направляющих, при котором сдвигающие усилия практически отсутствуют. Отдельным приводом производится пробивка отверстий в ломе, которые могут использоваться в качестве транспортных.
Недостатком комбинированных пресс-ножниц является необходимость замены комплекта ножей, при изменении габаритных размеров разрезаемого лома.
Скрапное разделительное оборудование, действующее от электропривода – стационарное, и может функционировать лишь непосредственно на базах приемах металлолома. Но часто возникает необходимость в оперативной разделке крупных стальных фрагментов металлолома непосредственно на месте его нахождения. В таких ситуациях не обойтись без гидравлических ножниц, для привода которых может быть использовано любое гидрооборудование.
Инструкция по эксплуатации
Перед началом использования изделия необходимо выполнить ряд следующих рекомендаций.
- Каждый инструмент поставляется в комплекте с сопроводительной документацией, которую необходимо предварительно изучить.
- Новые модели обычно имеют защитную смазку, которую нужно удалить с поверхности лезвий.
- Цилиндр нужно проверить на уровень масла, а всю пневмоконструкцию необходимо правильно объединить в единую систему. Если масла в помпе нет, его следует долить, применяя только подходящие технические сорта. Рекомендации по выбору смазочного материала содержатся в технической документации производителя.
При эксплуатации изделия необходимо придерживаться следующих правил:
- нормативные характеристики инструмента должны соответствовать толщине обрабатываемого материала или быть больше;
- замена смазочных материалов в помпе должна производиться не реже одного раза в год;
- при возникновении аварийных ситуаций, резка должна быть немедленно прекращена;
- большая часть орудий труда гидравлического типа подлежит ремонту, после которого допускается их повторное использование.
Еще важно знать общие правила техники безопасности. При эксплуатации инструмента важно учесть:
- правильное положение инструмента, особенно его рабочей части;
- особенности обработки антикоррозийными составами во время долгого хранения;
- обязательную очистку подвижных частей перед началом работ.
Обзор модели гидралических ножниц по металлу смотрите далее.
Принципы выбора
Виды газовой резки металла
При выборе комбинированных пресс ножниц нужно обращать внимание на ряд параметров:
- мощность привода;
- усилие пресса;
- требуемую силу тока, возможность подключения к сети;
- размеры режущих частей;
- габариты станка;
- наличие дополнительных функций;
- возможность изменения положения лезвий для резки под разными углами.
Для серийного производства желательно выбирать модели с ЧПУ. Для домашней мастерской используют ручные установки.
Преимущества и недостатки
Пресс ножницы для металла имеют ряд сильных и слабых сторон, с которыми нужно ознакомиться до покупки. Преимущества:
- Высокая мощность.
- Возможность проведения разных технологических операций благодаря замене оснастки.
- Модели с ЧПУ не требуют усилия со стороны оператора при работе.
- Высокая точность резов.
- Максимальная толщина разрезаемых листов.
- Гидравлические модели позволяют работать с деталями большой толщины.
Недостаток устройств в том, что нужно менять оснастку при обработке деталей разной толщины, формы. Модели с большой мощностью занимают много места в помещении. Еще один недостаток — невозможно делать криволинейные резы.
Производители и стоимость
Существуют разные виды узкопрофильных и комбинированных пресс ножниц. Производители:
- Stalex;
- Metalmaster;
- Proma;
- JET;
- Rems;
- Kingsland.
Стоимость зависит от мощности оборудования, габаритов, дополнительных функций, выполняемых технологических операций. Средняя цена на ручные модели — 30 000 рублей, на промышленное оборудование — 400 000 рублей.
Правила эксплуатации
Для продления срока службы инструмента важно соблюдать основные правила эксплуатации:
- инструмент, режущую часть нужно содержать в чистоте;
- замена масла проводится не реже, чем раза за полгода;
- перед хранением ножницы следует очистить, а также смазать антикоррозионным составом;
- при работе толщина разрезаемого металла не должна превышать норм, заявленных производителем.
Возможные неисправности
Основными неисправностями гидравлических инструментов по металлу являются:
- шток не возвращается в нейтральное положение — необходимо заменить возвратную пружину;
- отсутствует или недостаточное давление масла — требуется замена масла, закрытие рычага для сброса избыточного давления или очистка гидравлического привода;
- снаружи появились масляные подтёки — нужна замена уплотнительных сальников.
Чтобы избежать различных поломок нужно соблюдать правила эксплуатации инструмента, описанные в техническом паспорте. Перед использованием инструмент нужно проверить на отсутствие дефектов.
Ножницы гидравлические серии НГ, НГР, НГО
Оборудование с ручным приводом
Основные виды резки металла
Пресс-ножницы ручные адаптированы под преимущественное использование в мелком и частном бизнесе, связанным с получением штучных деталей небольшого диаметра или поперечного сечения. Они оснащаются многофункциональной рабочей зоной (например, ножницы модели Н9818 имеют четыре рабочих позиции), не требующей подналадки в процессе работы. Усилие передаётся от пары рукояток. Возможна резка полосы, сортового профиля, а также пробивка отверстий и вырубка узких пазов. Такие комбинированные пресс-ножницы отличаются компактностью своих габаритов, не требует заливки фундамента, и легко переустанавливается на новое место своего применения. Привод ручных ножниц – рычажного типа, с эксцентриковым зажимом разрезаемого металла.
Комбинированные гидравлические пресс-ножницы Geka HYDRACROP 110/180
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Ручные ножницы для металла
Конструкция ручных пресс-ножниц
Ручные пресс-ножницы
Рабочей частью станка являются два лезвия (ножа) длиной около 10 см. один из них неподвижно прикреплен к станине, второй может двигаться в вертикальной плоскости под действием рычажного механизма. Рычаг приводится в движение мускульной силой оператора и посредством системы механических передач, воздействует на нож.
Резать с помощью ручных рычажных станков можно листовой металл (сталь) толщиной до 8 мм и цветные сплавы до 10 мм, арматуру и пруток диаметром до 1,8 см. Изготовляются ручные ножницы рычажного типа из инструментальной стали и сплавов марок Р18, У8, У9 или их аналогов.
Область применения ножниц
Без раскроя металла сегодня не обходится практически ни один ремонт квартир, частных домов, зданий производственного назначения. Процесс отделки металлосайдингом, вообще, не представляется возможным без резки металла, без нее не обходится закрепление металлического каркаса под отделку гипсокартоном. Ручные ножницы для резки металла используют для раскроя жестяных фигур, для обработки кровельных материалов, таких как металлочерепица, гофрированный профнастил.
Любые металлические листы, толщиной до 2,5 мм можно обрабатывать с помощью ножниц.
Их преимущественные характеристики:
Ножницы для резки по металлу
- маневренность – с помощью болгарки, лобзика или пилы можно производить только горизонтальную резку;
- удобство – ножницы легкие, умещаются в руке, при работе не соскальзывают с листа, как это возможно при использовании болгарки или пилы;
- экономность – не требуется электричества и дополнительных насадок, в отличие от болгарки;
- безопасность – болгаркой, которая работает на большой скорости высока вероятность получить травму, особенно при недостатке опыта работы, что практически исключено в использовании ножниц.
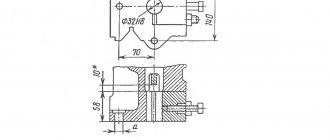
Устройство ножниц для резки металла простое – две рукояти и два режущих элемента, соединенные между собой. Даже самые примитивные модели имеют необходимые характеристики. Для обеспечения минимизации усилий используют определенный угол заточки – 70 – 80о, а по отношению друг к другу лезвия крепятся под углом 12о. Для облегчения работы левшей, могут быть с правосторонним и левосторонним расположением среза.
Почему выгодно приобрести у нас ?
Обратившись к нам — Вы уже экономите. Да-да, именно Вы!!!. Экономите время и силы затрачиваемые на поиск нужного Вам оборудования. У нас вы найдете большой ассортимент оборудование по самой выгодной стоимости для Вас. Наша фирма поможет Вам приобрести гидравлические пресс-ножницы надежного качества, большой производительности с минимальными затратами времени на поиски и логистику. Это обусловлено не только широким ассортиментом поставляемого оборудования как нового так и б/у , но и безупречным качеством работы наших сотрудников с индивидуальным подходом к каждому клиенту, что гарантирует максимальное удовлетворение всех Ваших запросов. В настоящее время мировой рынок предлагает большой выбор гидравлических пресс-ножниц, разных стран производителей, таких как Китай, Германия, Испания. Но » Не все то золото, что блестит «.
Итак, что нужно учитывать при выборе гидравлических пресс-ножниц для металлолома?
Прочность и надежность конструкции .
Позволяет увеличивает долгосрочность работы оборудование, тем самым уменьшает
количество ремонтов и простоев оборудования в рабочее время.
Следует учитывать размеры загрузочной камеры.
В зависимости от размера камеры увеличивается или уменьшается производительность оборудования.
Загрузочная камера пресс-ножниц :
— Длина камеры от 3000 до 9000 мм
— Ширина от 2000 до 4000 мм.
Технологически развитую электронную и гидравлическую систему Позволяет увеличить скорость операций и уменьшить динамические удары в гидравлической системе
Усилие реза для необходимой производительности . Помогаем подобрать пресс-ножницы оптимальной производительности. Преимущества нашего оборудования
Поставляемое Нами гидравлические пресс-ножницы для металлолома имеют сертификат качества международного образца ЕС . Исключительное качество, надежность, точность и долговечность – именно эти качества позволяют с уверенностью утверждать, что предлагаемое оборудование — лучший выбор! В наличии пресс-ножницы усилием реза 400, 450, 500, 600, 800, 1000 тонн. Гидравлические пресс-ножницы для резки лома предлагаемые на нашем сайте являются современным топ оборудованием позволяющее организовать эффективный процесс металла переработки. Пресс-ножницы для металлолома могут выполнять не только функцию резки, но и прессования лома в пакеты и также их утилизации. Исполняются в мобильном и стационарном варианте. Итальянские пресс-ножницы – это выдающаяся производительность,автоматизация всего технологического процесса, высокая надежность и низкие расходы на техническое обслуживание. Пресс-ножницы для переработки малых и средних объемов металла, произведенные на основе практического опыта лидеров Италии.
Преимущества пресс-ножниц серии WSD
Пакетировочные пресс-ножницы применяются: — для холодного прессования и разрезания металлолома толщиной до 3 мм. — разрезания прямоугольных пакетов требуемой длины (включая стальной профиль длиной до 5 метров) — для производства пакетов для шихты на металлоплавильных заводах.
Пользователь имеет возможность выбрать ножницы в зависимости от производственных требований по таким параметрам как размер камеры прессования, пакета и режим прессования.
Данное оборудование комплектуется электрическим или дизельным двигателем, учитывая необходимую мощность или особенности дальнейшей эксплуатации.
Для переработки металлолома пресс-ножницы оснащают системой гидропривода, возможна работа в ручном или автоматическом режиме с ЧПУ.
Использование нашего оборудования при переработке металлического лома снижает площадь хранения металлолома, уменьшает затраты на его перевозку, следовательно — увеличивает доходность предприятия.
Увеличивается рентабельность Вашего предприятия, так как стоимость резаного металлолома дороже прессованного и на выходе Вы получаете «вид 9».
Из основных преимуществ для предприятий так же можно выделить: широкий спектр применения (различные сферы металлургической промышленности), потребление сравнительно не большого количества энергии, легкость в установке, надежность, защита от перегрузок, высокий уровень безопасности и низкий уровнем шума.
Одной из дополнительных опций является помощь в установке, отладка оборудования и обучение персонала.
Устройство и принцип работы
Принцип работы пресс ножниц для обработки металлических заготовок зависит от конструкции оборудования. Устройство станка:
- станина для удержания других деталей, отвечающая за устойчивость агрегата;
- зубчатая передача;
- привод — гидравлический или электрический;
- эксцентриковый вал;
- механизмы для зажима заготовок;
- система подачи деталей;
- задний упор;
- ползун с шатуном;
- подпорки для нарезания арматуры, металлических прутьев;
- панель управления.
Модели с ЧПУ дополняются датчиками перемещения рабочих частей, дисплеем, системой контроля разрезания. Ножницы комбинированные содержат несколько режущих частей.
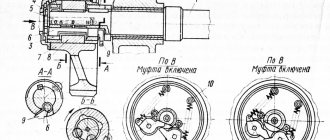
Работа пресса НВ5222
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
Основное техническое назначение и эксплуатационные параметры
В паспорте на станок отмечается, что подобная техника позволяет выполнять универсальные разделительные операции пластического деформирования с заготовками различного сортамента – полосы, профильного металлопроката (уголок, как равнобокий, так и неравнобокий, круг, квадрат). Возможна пробивка отверстий и выполнение фасонных пазов в листовом и фасонном прокате. При установке дополнительных приспособлений и штампового инструмента (спецификация и номенклатура которого приводятся в паспорте) на рассматриваемых комбинированных ножницах возможно выполнять также секционную штамповку контуров поэлементно, контурную резку и вырубку полосы, и даже правку. Паспорт станка включает в себя перечень быстросменных деталей и инструмента, используя который, можно легко переналаживать агрегат для работы с различными исходными изделиями.
Такое разнообразие выполняемых переходов холодной штамповки допускает эффективное применение комбинированных пресс-ножниц в условиях мелкосерийного и единичного производства продукции из различных профилей стального проката.
Ножницы модели НВ 5222 легко встраиваются в специализированные поточные линии по выполнению раскройно-заготовительных переходов холодной штамповки проката.
Комбинированные пресс-ножницы НВ5222 после капитального ремонта
Основными техническими характеристиками ножниц, которые соответствуют нормативам ТУ 2-041-284-83, являются:
- Максимальная толщина материала, подлежащего разделению, мм – 16 (из расчёта, что прочность металла или сплава составляет 450 МПа; при иных значениях механических показателей предельная величина данного параметра устанавливается экспериментальным путём).
- Максимальные размеры полосы, которая подлежит разрезке (ширина×толщина), мм — 190×18.
- Наибольший диаметр круглого металлопроката, мм (при тех же условиях, что и п.1) – 50.
- Размеры равнобокого уголка, полки которого расположены перпендикулярно друг другу, мм — 125×125×14.
- Для узла дыропробивного пресса – наибольший диаметр пробиваемого отверстия, мм – 32.
- Число ходов ползуна главного привода (регулируемое), мин -1 – 17…53.
- Мощность электродвигателя,. кВт – 4,8.
- Габаритные размеры оборудования (длина×ширина×высота), мм — 1780×1030×1865.
- Масса оборудования, кг – не более 2500.
Технические характеристики НВ5222
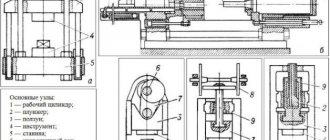
Состав узлов и принцип их действия
Ножницы модели НГ5222 включают в себя:
- приводной электродвигатель переменного тока;
- клиноременную передачу;
- приёмный вал;
- маховик;
- эксцентриковый вал;
- шатун привода основного ползуна;
- балансир секции сортовой резки проката;
- балансир дыропробивного пресса;
- задний упор;
- станину.
Управление агрегатом производится при помощи системы рычагов, которые кинематически связаны с двумя управляющими электромагнитами. При переключении тяг привода в соответствующие пазы производится либо ход пуансона дыропробивного пресса, либо качание балансира секции резки проката. Работа ножниц возможна в режиме одиночных и непрерывных ходов. Следует учесть, что, из-за отсутствия муфты включения, остановка ползуна происходит в течение определённого времени.
Крепление инструмента для резки производится в специальных пазах ползуна. Установка дыропробивного пуансона выполняется в пуансонодержатель, в то время как матрица устанавливается на стол дыропробивного приспособления.
Электросхема
Паспорт на ножницы включает в себя также перечень необходимого инструмента и приспособлений, в числе которых рукоятки для фиксации стола и центрирующего устройства, комплекты пуансонов и ножей, приёмный лоток и ряд других. Опционно поставляется также инструмент для резки специальных прокатных профилей.
Ножницы работают так. Крутящий момент от включённого электродвигателя передаётся клиноременной передачей на маховик, который компенсирует возможные колебания в частоте оборотов вала из-за перегрузки ножниц по усилию. Далее при помощи прямозубой зубчатой передачи движение сообщается эксцентриковому валу, на который насажены шатун для привода ползуна механизма резки сортового проката и тяга качающегося балансира, который управляет ходом дыропробивного пресса. При необходимости пробивки отверстия включают соответствующий управляющий электромагнит, который поворачивает многозвенный рычаг, и производит поступательное перемещение пуансона вниз, в то время как непрерывно качающийся балансир отвечает за возврат пуансона в своё крайнее верхнее положение. Для резки сортового или круглого металлопроката включают второй электромагнит. Он поворачивает двуплечий рычаг, который, в свою очередь, толкает шатун вниз. Тот сообщает качательное движение ползуну, и одновременно фиксирует в определённом положении задний упор, отвечающий за точность отрезки. Включение/выключение ножниц производится педалью: после окончания технологической операции оператор отпускает педаль, и привод останавливается в требуемом положении. После этого возможна установка в рабочую зону ножниц очередной обрабатываемой заготовки. Имеется также кнопочная станция для управления ножницами при выполнении ими операции пробивки отверстия.
Рабочие зоны оборудования
Виды и характеристики разделительного ломоперерабатывающего оборудования
Пресс-ножницы для металлолома относятся к одной из следующих групп:
Арматурные ножницы, предназначенные для резки длинных прутков арматурного проката, остающихся после разрушения отслуживших свой срок железобетонных конструкций;
Аллигаторные ножницы, используемые при разрезке негабаритного скрапа, преимущественно в идее прутков, швеллеров и толстых полос;
Комбинированные пресс-ножницы, являющиеся наиболее универсальным видом рассматриваемого оборудования, т.к. дополнительно к вышеперечисленным функциям аллигаторных ножниц могут выполнять ещё и операции пробивки отверстий в металлоломе.
Технические параметры и прочие требования к ножницам для резки металлолома регламентируются действующим ГОСТом 15032.
Разделительное оборудование, пригодное для предварительной переработки металлолома, должно отвечать ряду специфических требований:
Допускать удобную ориентацию и фиксирование лома в рабочем пространстве ножниц;
Отличаться широким диапазоном допускаемой толщины лома;
Иметь возможность автономного подключения к энергокоммуникациям ломоперерабатывающих предприятий;
Отличаться простотой и надёжностью кинематической схемы.
В основном, привод пресс-ножниц для металлолома – механический, хотя известны и типоразмеры с гидроприводом (они чаще применяются для разрезки особо крупногабаритного лома). Например, навесные гидроножницы применяются для резки жд вагонов.
Особенности конструкции
Станки данной категории отличаются исключительной прочностью и высокими технологичными характеристиками. Каждая функциональная часть механизма запускается в действие ручкой. В зависимости от разновидности модели в станину пресс-ножниц могут монтироваться разные механизмы:
- ножницы по металлу — предназначены для резки профилей;
- дыропробивной агрегат – позволяет делать отверстия в металлозаготовках;
- ножницы для обработки профилей, листового металла;
- зарубочный агрегат – применяется для выполнения зарубок любых размеров.
Запуск в действие рабочих механизмов осуществляется путем нажатия на кнопку, предусмотрено также педальное управление. Благодаря инновационной смазочной системе уменьшается износ рабочих элементов и обеспечивается бесперебойная эксплуатация устройства в течение всего срока его службы.
Характеристики пакетировочных прессов
Среди характеристик, которые являются стандартными для всего модельного ряда «Балта Пресс», выделим:Выбирать пресс для заготовки лома нужно исходя из планируемых объемов «жестянки», плотности получаемого сырья и продуктивности, достаточной для организации полноценного процесса производства.Особняком в выборе пресса стоит его цена. Техника, срок службы которой предполагает годы, а порой и десятилетия, не может стоить дешево. Сэкономленные на этапе покупки деньги неизбежно приведут к серьезным тратам уже через пару лет – оборудование выйдет из строя, не успев себя окупить.
- использование брони Hardox или ее аналогов;
- сборку по немецким технологиям;
- усиленные ребра жесткости (до 30-60 мм), гарантирующие сохранение формы каркаса в процессе эксплуатации;
- гидроцилиндры собственного производства с немецкими уплотнителями и итальянскими гильзами и штоками;
- выбор надстроек (гидравлический пресс может быть дополнительно оснащен автоматикой с радиопультом, манипулятором и т. д.);
- возможность легкой замены деталей.
Ножи к ножницам для резки сортового проката. Технические требования
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих);
- Поверхности, образующие режущую кромку не должны иметь задиров, прижогов;
- Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин;
- Ножи должны изготавливаться из стали марок: Х12Ф1, ХБФ по ГОСТ 5990-73 для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности — 1,25 мкм
Особенности работы сортовой секции НВ5222
Перед работой на сортовой секции НВ5222 проверьте крепление ножей к ножевым плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сортовой секции устанавливается в зависимости от толщины разрезаемого материала инее должен превышать 0,2…0,5мм. При замене ножевых плит снимите Г-образные прижимы инструмента и выньте ножевые плиты
Внимание! Пресс-ножницы НВ5222 рассчитаны на обработку материалов с временным сопротивлением δ ≤ 500 Мпа (50 кгс/мм2). Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (900 и 450) по делениям направляющей и закрепите ее
Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке. Рукояткой фиксатора автоприжима сортовой секции освободите прижимной кулак и поверните его до соприкосновения системы рычаг-прижим с обрабатываемым материалом. При ближайшем совпадении отверстия на кулачке с осью фиксатора зафиксируйте их. После этого начинайте рез. Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допускается резка материала вершинами ножей. Регулируйте зазор между ножами прокладками под опорные поверхности. Для исключения поломки ножи должны перекрывать друг друга на 3…5мм. Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала
Разновидности
Существует несколько факторов по которым классифицируются пресс ножницы:
- Вид энергоносителя. Могут быть гидравлическими, механическими.
- Функции. Выделяются установки узконаправленного профиля, с помощью которых можно разрезать только прутки, арматуру, профиля, уголки. Также существуют универсальные пресс ножницы, с помощью которых можно обрабатывать разные металлические детали.
- Тип энергоносителя. На производстве используются машины, которые подключаются к сети, в домашних условиях актуальны ручные модели.
- Вид установки. Продаются как крупногабаритные модели, используемые для серийного производства, так и портативные установки, которые можно переносить с места на место. Второй вариант не подходит для разрубания заготовок большой толщины из-за недостатка мощности.
- Тип автоматизации. Управление может быть ручным, автоматизированным. Дорогие модели комплектуются ЧПУ, которое позволяет проводить технологические процессы быстрее, уменьшить усилие со стороны оператора.
Пресс ножницы изготавливаются согласно определенным стандартам. Это ГОСТ 15032, ГОСТ 7355, ГОСТ 8248.
Среди общего многообразия выделяют три большие группы пресс ножниц:
- Ручные модели. Конструкция имеет два ножа, один из которых неподвижный, второй подвижный. Приводятся в действие усилием со стороны человека.
- Дисковые. Принцип действия заключается в том, что во время рабочего процесса заготовки разделяются двумя дисками, которые вращаются в противоположную друг от друга сторону.
- Оборудование для лома. Мощные аппараты, которые устанавливаются на крупных металлургических заводах. Усилие реза доходит до 3000 тонн.
Отдельная группа — контейнерные модели. Устанавливаются на автотранспорте.
Как сделать заказ?
Выбирая сотрудничество с нашим заводом, вы можете быть полностью уверены в качестве такого предложения, а также в том, что вы получаете оригинальное оборудование напрямую от производителя.
Все позиции из каталога в данный момент доступны на складе и могут быть отправлены в любой момент по указанному адресу на территории нашего государства или стран СНГ. Оформить заказ вы можете, воспользовавшись удобным и понятным каталогом, а также связавшись с нашими специалистами по контактным номерам телефонов. Мы расскажем больше о каждом таком предложении, поможем сориентироваться во всем ассортименте и приобрести оптимально подходящий для вас вариант.
Для уточнения цены или заказа механических пресс-ножниц НГ свяжитесь с нами по телефонам, указанным вверху страницы.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.
СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).
НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Сфера использования
КПН востребованы многими сферами промышленности. Они широко используются как небольшими металлоперерабатывающими компаниями, так и крупными заводами-изготовителями. А некоторые из моделей можно увидеть даже в обычных гаражных мастерских. Оборудование довольно востребовано в машиностроительной отрасли, на металлообрабатывающих базах, штамповочных линиях, в заготовительных цехах. Такое распространение данные механизмы получили благодаря:
- надежности конструкции;
- способности настройки под выполнение разноплановых задач;
- компактным размерам и сравнительно небольшому весу;
- многофункциональности, благодаря которой возможна настройка оборудование под определенные требования;
- отсутствию сильной вибрации и шума во время функционирования;
- возможности установки и встраивания оборудования в автоматизированную производственную линию;
- высокому качеству готовых изделий.
Большинство установок легко встраиваются в автоматизированную производственную линию. Не составляют сложностей в управлении, имеют доступную стоимость, отличаются продолжительным сроком службы, с высокой точностью режут металл, а также выполняют множество иных не менее важных функций.
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
Ползун сортолистовой секции, ползун для пробивки отверстий пресс-ножниц НВ5221
Ползун сортолистовой секции и ползун для пробивки отверстий нв5221
Ползун сортолистовой (рис. 4). Ползун 1, связанный через западающий шатун 2 с эксцентриковым валом 4, качается на оси 6 между направляющими вкладышами, регулируемыми болтами. В исходное положение ползун возвращается и удерживается пружиной 5 с тягой 3. В средней части ползуна имеется вырез, в которой крепится подвижная ножевая плита, справа в нижней части — гнезда для крепления ножей листовых ножниц и инструмента для пробивки пазов.
Ползун пресса для пробивки отверстий (рис. 5)
Ползун пресса для пробивки отверстий (рис. 5). Ползун 1 пресса имеет прямоугольную форму и совершает возвратно-поступательное движение. Для получения нормального зазора между направляющими и ползуном используются чугунная планка и прокладка. В нижней части ползуна крепится пуансон 2, на столе пресса — стойка 4, в которую установлена матрица 3. Стол пресса съемный, крепится двумя болтами 5. При перестановке стола в горизонтальное положение можно пробивать отверстия в коробчатых и фасонных деталях.
Механизм центрирования
Механизм центрирования позволяет опускать ползун с пуансоном на намеченное место пробивки отверстия. Управление механизмом включения ползуна осуществляется педалью или кнопкой.
Инструмент реза уголка, круга, квадрата (рис. 6, 7)
Инструмент реза уголка, круга, квадрата (рис. 6, 7) состоит из подвижных и неподвижных 3, 4 ножей-плит. Нож-плита 3 оснащена вставными ножами 1 и 2. Неподвижная нож-плита крепится в гнездо станины, подвижная нож-плита — в гнездо ползуна сортовой секции.
Инструмент реза швеллера и двутавра
Инструмент реза швеллера и двутавра состоит из подвижной и неподвижной плит 4 (рис. 8, 9), оснащенных ножами, которые меняются в зависимости от номера швеллера и двутавра. Неподвижная плита оснащена ножами 1, 2, 3, подвижная — ножами 1, 2, 3, 5.
Преимущества рубки профиля гильотиной
При рубке гильотинными ножницами отмечается минимальная деформация при одновременном качестве и точности реза. После данного процесса нет необходимости в дополнительной механической обработке.
Рубка осуществляется и в продольном, и в поперечном направлении. При этом существует возможность производства профиля, имеющего нестандартные размеры. Можно осуществлять обработку рубкой гнутого профиля из труднообрабатываемых материалов. Это зависит непосредственно от используемого оборудования. Также при гильотинной рубке количество отходов в виде опилок или стружки минимально.
Конечно же, к преимуществам рубки металлического профиля при помощи гильотинных ножниц относится и высокая скорость и производительность процесса.
Автоматические гильотинные ножницы дают возможность использовать установки, которые сохранены в компьютерной памяти, для осуществления сложных работ. Такое оборудование обладает обширным спектром настроек. И в каждом отдельном случае можно подобрать определенные параметры рубки. Кроме того, несомненным достоинством автоматических гильотинных ножниц считается возможность осуществлять пакетную рубку профилированного металла.
Нюансы конструкции станков НГ
Станки НГ нашли широкое применение во всевозможных областях производства. Это обусловлено широкой функциональностью и внушительных техническими характеристиками станков. Потому с их применением и назначением следует познакомиться более детально. Но для этого следует разобраться в элементах конструкции НГ.
Пресс ножницы комбинированные обеспечивают выполнение нескольких различных операций, избегая предварительных изменений настроек устройства. Это возможно благодаря четырем рабочим зонам. Работа может осуществляться в любой последовательности. Менять при этом инструменты не требуется. Именно так достигается быстрая, экономичная и производительная обработка заготовок.
Что вам следует знать про конструкцию этого станка?
- Станина состоит из пары металлических листов — заднего и переднего. Они соединены с основанием методом варки.
- Четыре расточки в станине служат для монтажа приводов секций, приводных валов станках НГ.
- Приводы дыропробивных и сортолистовых секций идут от электромотора через зубчатые и клиноременные передачи на эксцентриковый вал.
- Рычаги зарубочных устройств станков непосредственно связаны с ползунами сортолистовых секций за счет тяги.
- Ползуны дыропробивных секций уравновешены за счет специальных пружинных уравнителей.
- Механизм, предназначенный для резки уголков, квадратов, металлических кругов состоит из 2 плит. Одна подвижная, вторая — неподвижная. Подвижная плита закреплена в гнезде ползуна сортолистовой секции. Неподвижная часть помещена в гнезде станины и зафиксирована с помощью Г-образных пружин.
- Зарубочные и листовые агрегаты включают в конструкцию неподвижные и подвижные ножи — 3 и 2 единиц соответственно.
- Пресс ножницы предусматривают наличие трех рабочих мест, которые могут обслуживаться одним оператором.
- Электрическая схема модернизирована, если сравнить НГ5222 и пресс ножницы комбинированные н5222а. Данная электро схема позволяет пресс ножницам работать на одиночных и непрерывных ходах.
- Управление пресс ножницами является педальным, кнопочным.
Комбинированная схема станка обеспечивает его многозадачность при максимальной эффективности и экономичности. НГ5222 занял свою нишу на рынке пресс ножниц и уверенно сохраняет лидирующие позиции.
Отменные технические характеристики, привлекательная стоимость и высокие показатели производительности делают станок НГ5222 один из наиболее предпочтительных устройств. Цена пресс ножниц составляет от 1000 долларов. Достаточно приемлемая стоимость при таких параметрах станка.
Получить консультацию
Пресс-ножницы комбинированные НГ5222 номинального усилия 40тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате. Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.
Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5222 нашего производства поставлены в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.