Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
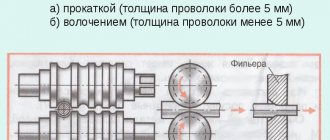
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат — стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния «красной мягкости», а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм. — и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку — но он менее надежен и выдает шероховатую поверхность.
Что потребуется для реализации?
Основные задачи, которые необходимо решить перед запуском предприятия – это поиск и аренда помещения, закупка оборудования, сырья, подбор квалифицированного персонала.
В производстве оцинкованной проволоки задействовано мощное оборудование, включающее 4 основных узла:
- машины для предварительной обработки лома или другого сырья, содержащего металл, плавильные печи, сушилки, то есть все то, что нужно для подготовки исходного сырья к процессу изготовления;
- волочильный стан, наматыватель;
- устройство для оцинкования изделий. Сюда входят разматыватель, машина для сушки, приборы для контрольно-вычислительных измерений;
- основной наматыватель с бобинами требуемых размеров, предназначенных для подготовки проволоки к реализации.
Китайская линия будет стоить дешевле, чем аналоги из России и Украины. На цену оборудования повлияют его мощность и производительность. Производственная линия, предназначенная для выпуска нескольких видов проволоки в больших объемах, обойдется по цене не менее 20 000 000 рублей. Можно приобрести поддержанный вариант. Его цена будет почти в половину меньше.
Также необходимо закупить оргтехнику, мебель в помещения административного персонала. Обязательно перед открытием предприятия потребуется пройти регистрацию в налоговых органах, получить статус субъекта предпринимательской деятельности. Можно оформить ИП, выбрав код из классификатора 25.93 «Производство изделий из проволоки, цепей и пружин».
Но, если вы планируете реализовать продукцию среди юридических лиц, тогда нужно оформлять ООО.
Также необходимо получить разрешения в Пожнадзоре, Роспотребнадзоре.
Чтобы открыть небольшой цех, можно поискать и арендовать заброшенный завод, или производственную площадь в промышленной зоне на выезде из города. На размер арендной платы будет влиять состояние помещения, наличие или отсутствие необходимости проведения ремонта, транспортной развязки и другие факторы.
Под цех необходимо арендовать минимум 300 м², а арендованную площадь разделить на отдельные зоны: цеха, склады материалов, готовых изделий, помещения для административного персонала.
Общая стоимость сырья и оборудования для запуска предприятия составит около 15 800 000 рублей. Из них:
- производственная линия – 15 000 000 руб.;
- мебель, техника для администрации – 300 000 руб.;
- сырье – 500 000 руб.
От количества видов выпускаемых изделий зависит число персонала, который потребуется нанять для работы. Прежде всего, запустить производство не получится без профессионального технолога. Чтобы обеспечить стабильную и своевременную реализацию готовой продукции, нужно сформировать штат опытных маркетологов. Также цех не сможет работать без управляющего, бригадира, подсобных рабочих, операторов производственных линий, кладовщика, грузчиков. Обязательно предприятию нужен бухгалтер.
Реализацию продукции вы можете осуществлять оптовыми поставками или в розницу. Качественный источник информации и дополнительной прибыли – собственный сайт.
Можно распространить визитки по строительным магазинам. Другая печатная информация (листовки, буклеты), объявления в средствах массовой информации будет неактуальной. Самое главное – наработать постоянных клиентов, наладить стабильные каналы сбыта изделий. Для этого нужно позаботиться о продвижении предприятия силами сотрудников. Отделу маркетинга придется постараться, чтобы привлечь покупателей (проводить презентационные демонстрации продукции, разработать систему скидок лояльным, постоянным клиентам и др.).
Расходы на рекламу составят не менее 50 000 рублей.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты — заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта — закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины — и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
—в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры — их легко запомнить, не надо заглядывать в специальные таблицы.
Концепция бизнеса
Проволока – это металлическая нить или шнур. Обычно изделия имеют круглое сечение, но в продаже можно встретить разные варианты – квадратное, прямоугольное или др. Основными материалами, используемыми при изготовлении проволоки, выступают медь, сталь, алюминий, цинк, сплавы титана.
Сфера применения проволоки очень разнообразна. Она используется для изготовления электропроводов, пружин, сверл, разных приборов в электронике.
Идея бизнеса связана с открытием предприятия по производству оцинкованной проволоки. Основными покупателями готовой продукции станут физические лица, сельскохозяйственные, промышленные предприятия, фирмы, занимающиеся изготовлением электронного оборудования и др.
Производственный процесс по изготовлению проволоки может включать ряд повторяющихся последовательных операций. На количество повторений влияет диаметр готового изделия.
На первой стадии производства осуществляют термическую обработку металла, после чего поверхность материала подготавливают к волочению. Далее происходит волочение проволоки до заданных размеров.
Сам процесс довольно сложный, требует наличия большого количества разного оборудования, главным элементом среди которого выступают печи с малоокислительным нагревом. Окалину снимают, выдерживая материал в кислотно-щелочных растворах.
Еще один вид оборудования – холодильные машины, быстро охлаждающие барабаны и волок. Как раз они и используются для волочения проволоки.
Благодаря применению в производственном процессе современных смазочных материалов, конечные изделия устойчивы к коррозии и окислению.
Нужную толщину получают в процессе нанесения цинкового покрытия на поверхность металла. Для этого проволоку выдерживают в специальных растворах.
Современное оборудование позволяет обойти классическую технологию химического травления, удаляя окалину с помощью механического воздействия, тем самым делая все этапы работ безопасными для жизни и здоровья человека, окружающей среды.
Поставка и маркировка
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК — катанка канатная высококачественная;
класс ВД — катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД — катанка конструкционная.
Финансовые расчеты
Стартовый капитал
| Вид расходов | Сумма, рублей |
| Оформление документов | 5 000 |
| Аренда помещения | 100 000 |
| Производственная линия | 15 000 000 |
| Сырье | 500 000 |
| Мебель, оргтехника | 300 000 |
| 50 000 | |
| Итого | 15 955 000 |
Ежемесячные расходы
| Вид расходов | Сумма, рублей |
| Аренда | 100 000 |
| Налоги | 30 000 |
| Коммунальные платежи | 50 000 |
| Заработная плата персонала | 500 000 |
| Сырье для производства | 200 000 |
| Транспортные расходы | 20 000 |
| Итого | 900 000 |
Сколько можно заработать?
Цена проволоки варьируется в зависимости от толщины изделия и его формы. Например, проволока диаметром 0,8 мм в катушке 110 м покупателю обойдется примерно в 250 рублей. На оборудовании предприятие может выпускать до 8 тонн продукции каждый месяц.
Что касается конкретной суммы чистой прибыли, то в первые несколько месяцев она едва будет покрывать текущие расходы. Однако спустя полгода начальные вложения постепенно начнут окупаться, а чистая прибыль за вычетом ежемесячных затрат, составит от 450 000 – 500 000 рублей. Самое главное – найти постоянных клиентов и исключить нахождение готовой продукции в течение длительного времени на складах производственного цеха, обеспечив максимально быстрый сбыт изделий.
Сроки окупаемости
Срок окупаемости инвестиций составит примерно 24-36 месяцев.
Катанка в деле и производстве
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин — и, разумеется, производстве проволоки.
Виды и марки проволоки из алюминия
Производство длинномерных алюминиевых изделий регламентируется стандартами ГОСТ. Длинномерный профиль из алюминия имеет разную классификацию, основанную на эксплуатационных характеристиках.
По химическому составу стали:
- низкоуглеродистая — с массой углерода до или выше 0,25%;
- легированная;
- высоколегированная;
- на основе особых сплавов.
По форме сечения:
- круглая, овальная;
- квадратная, прямоугольная;
- трапециевидная;
- многогранная;
- сегментная;
- клиновидная;
- зето- и иксообразная;
- периодического, специального, фасонного профиля.
По виду поверхности:
- полированная;
- шлифованная;
- травленная;
- с металлическим или неметаллическим покрытием;
- светлая;
- черная.
Каждому специалисту известно понятие «марка металла». Расшифровка символов дает сведения о химическом составе и физических свойствах материала. Сплавы маркируют буквами и цифрами, по которым определяют состав химических элементов и их количество. В соответствии с ГОСТ круглую проволоку обозначают таким образом:
- Твердая – АТ.
- Полутвердая – АПТ.
- Мягкая – АМ.
- Повышенной прочности – АТп.
По ГОСТ 14838-78 производят изделия для холодной высадки на основе технического алюминия или его сплавов. ГОСТ 7871-75 позволяет изготавливать проволоку для сварки. ГОСТ 4784-97 регулирует химический состав продукции. Согласно ГОСТ 24231-80, проводят пробы с целью определить содержание компонентов металла.
Основные свойства медной проволоки
Для создания проволоки обычно используются чистые марки меди — M3, M2, M1, M0 и выше (то есть такие марки, у которых содержание меди составляет более 99%).
Производство осуществляется фабричным способом, а в качестве исходного сырья используют различные руды или вторсырье. По структуре различают два основных типа проволоки — мягкая и твердая. Мягкая подходит для инженерно-прикладных нужд, а твердая часто используется для декоративных целей.
Свойства
- Низкая удельное сопротивление материала (показатель P составляет 0,0175). Благодаря этому электрический ток легко проходит через металл, а проводник не нагревается.
- Достаточно высокая плотность медной проволоки (около 9 г на 1 кубический сантиметр). Из-за этого материал обладает небольшим весом и плотной структурой.
- Устойчивость к коррозии. Благодаря этому материал не ржавеет и не портится во время хранения.
Где взять медную проволоку в домашних условиях? Проволока входит в состав электродвигателей и трансформаторов электроэнергии. Поэтому ее можно найти в любых электроприборах — телевизоры, фены, утюги, пылесосы и так далее.
Также медная проволока очень часто используется в качестве проводника электрического тока, поэтому ее можно найти в проводах и кабелях. Обратите внимание, что кабельная медь обычно покрывается специальной защитной оболочкой, снять которую вручную сложно. Тогда как на трансформаторах и электродвигателях обмотка находится в чистом виде (изоляция в данном случае не требуется по техническим соображениям).
Коротко о продукции и представителях рынка
Проволока — это расходный сварочный материал, который применяется в высокотехнологичной полуавтоматической дуговой сварке в среде защитных газов MIG/MAG. Используется для сварки черных и низколегированных сталей. В России получили распространение следующие модификации: СВ08Г2С, СВ08ГС, СВ08А, ЕR70S-6.
С момента изобретения сварки прошло более века. За это время были существенно модернизированы оборудование и сварочный материал. Проволока выпускается в катушках. Номенклатурный ряд включает несколько разновидностей: сплошная, активированная, порошковая, спецназначения. Выбор обусловлен репутацией производителя. Этот критерий не изменился даже спустя десятки лет.
В этот обзор вошли наиболее перспективные и успешные компании по выпуску качественного сварочного материала.
Транспортировка и хранение
Правила хранения медного проволоки регулируются нормами ГОСТ. Основные правила:
- Оптимальный способ хранения и транспортировки — это применение каркасных бухт. Для транспортировки бухты необходимо упаковать в специальную пленку. Она будет защищать материал от неблагоприятных условий окружающей среды. На складке бухты в большинстве случаев можно хранить без упаковки.
- Хранение проволочки должно осуществляться на специальных складах. Основные требования относительно хранения — низкая влажность, наличие сухой вентиляции, минимальный риск длительного намокания материала (краткосрочное намокание по неосторожности допускается) и так далее.
- Различные марки меди должны храниться на складе отдельно. Если во время транспортировки проволока запуталась, необходимо выполнить распутывание. Во время распутывания ни в коем случае нельзя допускать перекручивание материала «восьмеркой».
Переплавка
Отработанную или деформированную медную проволоку можно переплавить в специальных промышленных печах. После переплавки медь также должна пройти несколько этапов очистки, чтобы избавить материал от различных примесей. На заводах это происходит следующим образом:
- Медный металлолом очищают от обмотки и помещают в специальные чаны, где происходит нагрев материала.
- Чтобы повысить температуру производится впрыскивание кислорода.
- В результате этой операции температура резко повышается, что приводит к полному расплавлению меди и выгоранию всех основных примесей.
- После этого включаются специальные вытяжки, что приводит к вращению чана с металлом — благодаря этому происходит отделение меди от тугоплавкого мусора.
- Теперь медь разливается в формы, а после небольшого остывания помещается в водяные ванны — в результате образуются твердые слитки.
- После этого медь помещается в специальные электролизные ванны — это позволяет избавиться от различных металлических примесей (золото, серебро, алюминий, теллур и другие элементы).
- Потом формируются небольшие пластины, которые потом отправляются на переплавку — в конце из расплавленной меди методом литья формируется толстая проволока (после остывания с помощью волочения можно уменьшить ее диаметр стандартным образом).
Обратите внимание, что на фабриках медь проходит через несколько стадий очистки — именно поэтому переплавка меди в домашних условиях практически не имеет смысла. Да, теоретически Вы можете и дома нагреть медь до нужных температур с последующим расплавлением металла. Однако в домашних условиях практически очень сложно произвести очистку без специального оборудования.