О чем статья:
Выбираем защитный газ для сварки: гелий, аргон, углекислота
Кислород отрицательным образом влияет на сварочную ванну, что может снизить стойкость шва к коррозийным процессам. Кроме этого, в результате уменьшатся его прочностные качества.
Как следствие на шве могут появиться поры. Благодаря потоку газа сварочная ванна имеет защитную оболочку, которая защищает ее от опасного влияния окружающей среды. Более того, защитный газ обеспечивает сварному шву защиту от влаги и окисления.
Качество сварного шва во многом зависит от защитного газа. В особенности это касается таких видов сварки, как MAG — Metal Active Gas, MIG — Metal Inert Gas и TIG — Tungsten Inert Gas.
Какой газ нужен для сварки полуавтоматом
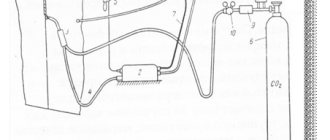
Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье — Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Аргон
Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется — маг. Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 — 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий
Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2
Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.
Азот
Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород
Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт — 99,4% — 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Полезная статья — А вы знаете сколько весит кислородный баллон и какой его объем.
Сварочная смесь для полуавтомата
Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Полезная статья — Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
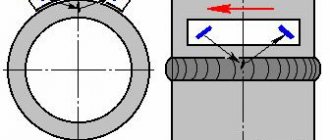
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.
Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
- наличие сквозняка;
- свойств газа;
- свойств свариваемого металл;
- тип соединения;
- толщины свариваемых деталей.
Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла — для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.
От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Коксовый газ
Коксовый газ — бесцветный горючий газ с запахом сероводорода. Коксовый газ получают при выработке кокса из каменного угля, состоит он из смеси газообразных горючих продуктов водорода, метана и других непредельных углеводородов. Применяют в основном для резки сталей, сварки и пайки легкоплавких цветных металлов. Для сварки и резки применяют коксовый газ, очищенный от сернистых соединений и смолистых веществ. Для полного сгорания 1 м3 необходимо 0,9 м3 кислорода. К месту сварки и резки коксовый газ подают по трубопроводам под давлением 1,3-1,5 кПа.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом — критерии выбора
Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Характеристики газов, используемых как компоненты сварочных смесей
Смеси готовят исходя из свойств обрабатываемых материалов и технологического процесса. В их состав кроме основных компонентов входят кислород (О2), водород (Н2), и реже азот.
Активный кислород добавляют в смесь при MIG MAG сварке аппаратами Hamer. Концентрация ниже 10%. Профиль шва в этом случае очень широкий, а проплавление неглубокое. При этом металл получает высокое тепловложение. Составы кислорода с аргоном, О2 +Ar + СО2 образуют своеобразную форму и характерные свойства шва. В последнем случае (О2,Ar, СО2)в процессе участвует струйный перенос, и появляется возможность использовать его преимущества.
Водород – также активный компонент, его концентрация не превышает 10%. Его добавляют при сварке аустенитных нержавеющих сталей. Н2 повышает тепловложение, вступает в реакцию с оксидами, удаляя их. Шов широкий с увеличенным проплавлением. Наличие водорода в защитной среде приводит к образованию трещин в ферритных и мартенситных сталях.
Реже других компонентов для защиты ванны в работе сварочным полуавтоматом используется азот
. Его функция – повышение коррозионной устойчивости дуплексной стали.
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Полезная статья — 9 основных видов сварочных аппаратов применяемых повсеместно
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Ацетилен
Чистый ацетилен (С2Н2) — бесцветный, с резким запахом чеснока, оставляющий сладковатый привкус во рту при вдыхании. Он легкий (легче воздуха) и достаточно вредный для человека. Ацетилен можно получать либо на месте (соединять карбид кальция с водой), либо везти его готовый в газовых баллонах. Карбид кальция — это твердое кристаллическое вещество, образуется путем плавления извести и кокса при температуре 19002300С. При больших объемах работ выгодно, когда используются ацетиленовые генераторы, в остальных же случаях удобно забирать ацетилен из баллонов. К преимуществам этого газа можно отнести высокую температуру горения, простоту получения, удобство регулирования. К недостаткам относят его взрывоопасность и немалую стоимость.
Заменители ацетилена
К газам-заменителям С2Н2 относятся пропан и пропан-бутановая смесь, водород, коксовый газ, бензин, керосин. Они обладают достаточно высокими теплотворными способностями. Однако для качественной работы требуется больше кислорода, а t пламени при этом все равно ниже, чем у ацетилена. Поэтому пропан, бутан и другие варианты используются чаще при изготовлении металлоконструкций из цветных, легкоплавких металлов. Сталь соединить ими трудно.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Полезная статья — Все что нужно знать про клей поксипол, чтобы обойтись без сварки.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Общие правила безопасности
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Рекомендуем к прочтению Как самому варить автогеном
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.