07.05.2021 Автор: VT-METALL

Вопросы, рассмотренные в материале:
- Плюсы и минусы газовой и электрической сварки
- Технология газовой сварки
- 3 метода электрической сварки
Какая сварка лучше – газовая или электрическая, знает каждый профессиональный сварщик. Этот вопрос часто задают новички, только постигающие азы сварного дела. Однако однозначного ответа на этот вопрос нет. Каждый тип сварки предназначен для выполнения определенных видов работ и подходит для обработки тех или иных металлических заготовок.
Если говорить о том, какая сварка лучше в освоении для начинающих, то, однозначно, – электросварка. Она не требует такой высокой квалификации, как газовая, да и само оборудование и компоненты проще и дешевле. Из нашего материала вы узнаете о преимуществах и недостатках газовой и электросварки.
Какую сварку лучше использовать?
От какой сварки будет меньше дыма?
Какую сварку лучше использовать в квартире при замене стального стояка холодной воды на сталь. Труба подтекает,
Сам работаю в ЖЭКе,при сварке никто ещё от дыма не страдал,по поводу материаллов везде есть плюсы и минусы.
недавно столкнулся в одной компании часто делающей работы для состоятельных частников с тем что приоритетным (радиаторы отопления – шов на виду) считается сварка ацетиленом. Ацетиленом, мол, если сварил, то в любом случае шов на вид безупречный, а электродуговой – может оно будет красиво а может и нет. Стандарт то того что такое «красиво» у каждого свой. Ну, хотят газосваркой – то дело хозяйское, запрета на использование газосварки в данном случае нет.
в таком случае лучше газосварка
Считается, что газосварка более эффективна, чем электросварка при сварке толщин от 0,2 до 5 мм. В остальных случаях электросварка более экономична.
Cварщик Джо , считается что по качеству и производительности это самый негодный тип сварки, и был исключён как предмет изучения для профтех училищ, и техникумов в 1988 году.
Я поступил на обучение по специальности электросварщик широкого профиля в 1989 году в городе Кишинёве, и мне было до лампочки есть там газосварка или нет, ибо я мальчик городской, и мне была уготована дорога на завод. А вот ребятам приехавшим учиться с села такой расклад нифига не понравился, и им устроили это дело в виде факультатива.
Cварщик Джо ,для неответственных констркций еще подайдет,газосварка сильно перегревает металл,сей час ей запрещено выполнять большенство металлоконстркций
Сообщение отредактировал ЛехаКолыма: 03 Апрель 2022 19:46
для неответственных констркций еще подайдет,газосварка сильно перегревает металл,сей час ей запрещено выполнять большенство металлоконстркций
считается что по качеству и производительности это самый негодный тип сварки
Всё это верно, но попробуйте любым другим видом сварки приварить к старой ржавой трубе где нибудь, куда ни руки ни глаза толком не лезут. Например, в перекрытии, под полом у соседа, который, зараза, к себе не пускает. На монтаже самотёчного отопления любым другим видам фору даст. Но, на этом пожалуй всё. Автожестянщики уже про неё забыли, а раньше чем машины варили? Газосваркой. И ведь ездили и не разваливались.
Но,в общем, конечно, этот вид сварки уходит в прошлое. Поскольку исчезают те виды работ, где она не заменима.
Сообщение отредактировал SergDemin: 03 Апрель 2022 20:16
Источник
В чем отличие газовой сварки от электросварки?

Электросварка во многом отличается от газовой. Сфера применения, методы, характеристика процесса, экономическая целесообразность, оборудование, инструменты, эффективность, свариваемый материал и т.д.
Электродуговая сварка представляет собой процесс, при котором соединяемые участки металла расплавляются, после чего скрепляются вместе под действием электрической дуги. Сварка выполняется при помощи электрода, который расплавляется либо нагревает поверхность.
Оборудование
Для электросварки необходимо следующее оборудование:
Для газовой сварки требуется наличие такого оборудования:
Отличия в составляющих для сварки возможно не столь существенны, но когда речь идёт о выполнении работ в местах, удалённых от источников электрической энергии, то применяется чаще всего газовая сварка. Помимо этого, газом часто сваривают, когда речь идёт о коммунальных ремонтах (жилые, нежилые помещения, тепломагистрали и т.д.) То есть газ удобнее в полевых условиях. Кислородные и ацетиленовые баллоны гораздо дешевле дизель-генератора.
Характеристики процесса газовой и электрической сварки
Газовая сварка отличается следующими основными свойствами:
Электрическая сварка имеет следующие особенности:
Экономическая эффективность сваривания
Этот показатель сильно зависит от толщины свариваемых металлов — газовая сварка будет эффективна и экономически оправдана до толщины металла в 6 мм. На более толстые пластины уйдёт неоправданно много газа. С другой стороны, для сваривания небольших, тонких металлических поверхностей, применение дорогих инструментов и недешёвой электроэнергии также экономически нецелесообразно.
Свариваемые материалы
Такие металлы как медь, латунь, свинец, чугун и т.п., легче поддаются газовой сварке, чем электродуговой. Помимо того, их быстрый нагрев может привести к изменению прочности.
Вывод
Исходя из вышеизложенного, для выбора способа сварки необходимо учесть многие факторы, чтобы получить максимальный технолочический и экономический эффект.
Источник
В этой статье:
Термическая сварка применяется для соединения:
- рельс;
- труб;
- контуров заземления;
- наплавки металлов;
- заполнения трещин.
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой «ССР» — «стыковое соединение рельсов».
Чем отличается аргоновая сварка от обычной

Вопросы, рассмотренные в материале:
Чем отличается аргоновая сварка от обычной, знает далеко не каждый начинающий сварщик. Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Помимо рабочих материалов, оба вида сварки кардинально отличаются и технологическими процессами. Из нашего материала вы узнаете о слабых и сильных сторонах технологий, их главных отличиях, особенностях работы.
Виды аргоновой сварки
Сегодня для соединения заготовок в защитной среде аргона используют ручную, механизированную, автоматическую и роботизированную технологии.

Отличается ли ручная аргоновая сварка от обычной? Кроме той разницы, о которой говорилось выше, нет. И в том, и в другом случае процесс соединения заготовок (перемещение горелки и подача присадочной проволоки) выполняется вручную. Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
Иначе эта технология называется полуавтоматической, или сваркой полуавтоматом. Сварщик управляет горелкой вручную, а присадочная проволока подается автоматически. Производительность этой технологии в три раза выше, чем у ручной, к тому же специалисту достаточно невысокой квалификации, чтобы справиться с работой. Этот вид соединения заготовок широко используется в судостроении.
Автоматическая аргоновая сварка схожа с обычной тем, что в обоих случаях детали соединяются без участия сварщика. Для сваривания заготовок используется специальное оборудование. Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Несмотря на то, что непосредственно в процессе соединения деталей сварщики не участвуют, однако настраивают оборудование, готовят его к работе, обслуживают и ремонтируют высококвалифицированные специалисты.
Некоторое время назад появилась еще одна технология аргоновой сварки – роботизированная, при которой соединение заготовок на конвейерах выполняется роботами. К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
Недостатки технологии заключаются в высокой стоимости оборудования, необходимости найма высококвалифицированных специалистов для настройки и обслуживания роботов. Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Наш топ лучших сварочных аппаратов для новичков
Мы можем рекомендовать несколько аппаратов, которые подойдут начинающим. Характеристики и функционал моделей позволяют выбрать их для дома, дачи и гаража.
Лучшие инверторные сварочные аппараты для новичка
Сварог REAL ARC 200 BLACK со сварочным током 200 А для ММА — хороший выбор для новичков, подбирающих инвертор для дачных задач. Аппарат хорош для хозяйства и позволяет работать электродами толщиной до 4 мм. Этого достаточно для сварки заборов, калиток, ворот и навесов, в том числе из толстостенных труб из разных видов стали. Аппарат стабильно варит при просадках до 160 В и оснащен функцией антизалипания.
Немного дороже Сварог REALSMART ARC 200 — инвертор с синергетическим управлением и удобной цифровой панель. Он предлагает функции антистика, горячего старта для легкого зажигания и форсирования дуги, улучшающего показатели сварки. При выборе диаметра электрода сварочный ток и функции форсажа и горячего старта подстраиваются автоматически. Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.
Лучшие полуавтоматы для начинающих
Компактный полуавтомат Aurora POLO 160 — практичное решение для начинающих, планирующих заниматься MIG сваркой и работать с проволокой до 0,8 мм. Аналоговая панель управления позволяет оператору легко устанавливать толщину свариваемого материала, после чего аппарат автоматически устанавливает оптимальные значения тока и напряжения. Модель легкая и весит всего 8,6 кг, оснащена функцией дожигания и регулировки индуктивности.
Полярность легко меняется, что дает возможность использовать самозащитную проволоку и исключить необходимость переносить баллон с газом, поэтому аппарат по настоящему портативен.
Для тех, кто хочет приобрести аппарат с расширенными возможности для гаражной, дачной мастерской и подработки советуем AuroraPRO SPEEDWAY 180 SYNERGIC. Это универсальный полупрофессиональный полуавтомат, с помощью которого можно работать сплошной и порошковой проволокой до 1 мм, а также штучными электродами толщиной до 3 мм в режиме ММА.
Для MIG сварки доступны настройка индуктивности для регулировки характеристик дуги и постоянный отжиг проволоки. Для ММА полный комплект полезных функций — антизалипание, форсаж дуги и горячий старт. Управление синергетическое — это упрощает настройку.
Два способа аргоновой сварки
Чем отличается аргоновая сварка с плавящимся электродом от обычной? В этом случае сварщик, помимо силы тока и электрода, выбирает скорость подачи присадки и вид инертного газа. Использование защитных газов, подаваемых в рабочую зону из баллонов высокого давления, повышает стоимость работ. Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Несмотря на сложности, которые заключаются в необходимости одновременного управления подачей проволоки, газа, силой тока, получаемые в этом случае сварные швы характеризуются высоким качеством. Кроме того, скорость работы выше, чем при использовании ММА.
Начинающим сварщикам легко работать с полуавтоматическими инверторами MIG, поскольку в процессе сварки практически полностью отсутствуют брызги расплавленного металла, в сварном шве не образуются шлаки, вырабатывается небольшое количество дыма. Технология MIG проще ММА, если сравнивать трудозатраты и качество получаемых сварных швов.
Благодаря конструкции пистолета для подачи присадки работа выполняется быстрее. MIG оптимально подходит для сварки тонколистовых металлов. Следует иметь в виду, что поверхность заготовок должна быть тщательно очищена, этим аргоновая сварка отличается от обычной и ММА.
Аргоновая сварка отличается от обычной тем, что ее сложно использовать в условиях открытых площадок. Это связано с риском выдувания ветром из рабочей зоны защитного газа, что отрицательно скажется на качестве шва. Справиться с этим недостатком позволяет специальная сварочная проволока с сердечником из флюса. Ее свойства аналогичны плавящемуся электроду в обмазке. Такую проволоку можно использовать вместо сжиженного газа.
Аргоновая сварка TIG отличается от обычной, ММА и MIG большим числом условий и используемых элементов. Это универсальная технология, позволяющая работать практически с любыми металлами, включая алюминий. Однако она требует от сварщика более высокой квалификации. Кроме того, стоимость работ также выше, чем при других видах. Аргоновая сварка TIG оптимальна для кузовных работ, также с ее помощью соединяют элементы художественной ковки, используют там, где после окончания сварных работ швы не должны быть видны. Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Аргоновую сварку с неплавящимся электродом выполняют как на переменном, так и на постоянном токе, сам электрод при этом не сгорает. Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Эта технология позволяет работать с низкими значениями силы тока, что гарантирует сохранность даже очень тонких заготовок. При выборе низких параметров силы тока необходимо тщательно очистить поверхности свариваемых деталей, а также быть готовым к тому, что сама работа займет больше времени. Аргоновая сварка TIG подходит для соединения изделий из алюминия, который не поддается свариванию с помощью других технологий.
Нюансы работы с аргоновой сваркой
Аргоновая сварка схожа с обычной в том, что для обеих технологий, помимо теоретических знаний, нужны практические навыки. И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.

В первую очередь необходимо тщательно очистить и обезжирить края соединяемых заготовок. В этом аргоновая сварка также не отличается от обычной. Очистка нужна даже в том случае, когда визуально поверхность металла не содержит следов загрязнений и коррозии. Саму сварку лучше выполнять на короткой дуге, поскольку при длинной сварной шов будет широким и неглубоким и, как следствие, низкокачественным.
Дуга при использовании аргоновой сварки должна быть короткой, стержень электрода максимально возможно приближен к поверхности металла. Для получения узкого глубокого шва электрод следует перемещать продольно без отклонений в стороны и без поперечных движений. В противном случае качество шва будет хуже.
И присадочная проволока, и электрод должны размещаться исключительно в рабочей зоне, иначе защитные свойства аргона будут нарушены, вследствие чего в сварочную ванну попадет кислород. Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Полуавтомат или инвертор: что лучше для новичка
Одни аппараты подходят для работы только с тонким металлом, другие — и с толстым. У одних высокая производительность наплавки, у других сравнительно низкая. Есть оборудование, которое удобно использовать вне помещений и в труднодоступных местах, и модели, непредназначенные для «полей». Поэтому при выборе сварочного аппарата для новичка важно отталкиваться не от суммы, которую он готов потратить, а от целей покупки и условий эксплуатации.
Инверторы ручной дуговой сварки
Ручная или ММА сварка штучным покрытым электродом наиболее распространена. Метод прост — сердечник электрода плавится и переносится в сварочную ванну. Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота.
Штучные электроды нужно часто заменять из-за небольшой длины. Производительность сварки достаточна для бытовых задач и подработки. Носить с собой баллон с защитным газом не нужно. Благодаря этому инверторы удобны, когда нужно загрузить аппарат в багажник и отправиться из гаража на дачу, а также выполнять сварку на улице или в ограниченном пространстве.
Существуют десятки типов электродов. Это позволяет работать с разными сплавами и расширяет возможности. Но нужно помнить, что электроды сгорают не целиком — огарки выбрасывают, поэтому коэффициент использования их не более 70% с 1 кг.
Полуавтоматы для сварки в защитных газах
Для полуавтоматической или MIG сварки нужны катушка с проволокой, газовый баллон и горелка. Дугу и сварочную ванну защищает газ, в котором вы работаете.
Сварка полуавтоматом быстрее и производительнее, чем ММА. Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.
Коэффициент использования сварочной проволоки до 90%. Её не нужно часто менять и постоянно выбрасывать остатки.
Сравнивать инверторы для ММА и полуавтоматы для MIG с точки зрения, каким сварочным аппаратом легче варить новичку, не стоит. Чтобы наработать любые навыки нужна практика.
Для дома, дачи и мелких ремонтных работ можно рекомендовать инвертор по причине его практичности: мобильности, компактности и универсальности. Если в планах гаражный ремонт и заработок — лучше выбрать полуавтомат.
Суть электродуговой (обычной) сварки
Чтобы научиться правильно выполнять аргоновую сварку, потребуется время. Сварщику придется не только изучить суть сварочного процесса, но и ознакомиться с его особенностями и, разумеется, наработать практические навыки. Важно понимать разницу в свойствах различных металлов, разбираться в сварочных аппаратах, выбирая тот, который наилучшим образом удовлетворит потребности специалиста, соответствующим образом оборудовать мастерскую для производства работ, установить и обосновать их стоимость. Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.

Остановимся подробнее на нюансах технологий TIG, MIG и STICK – зная особенности, достоинства и недостатки каждой из них, проще выбрать наиболее подходящий вариант.
Аргоновая сварка отличается от обычной тем, что в ней в любом случае используют электрод, присадочную проволоку и инертный газ, выполняющий защитную функцию и повышающий качество сварного шва. Но эти элементы будут различаться в зависимости от применяемой технологии. Так, в разных вариантах аргоновой сварки используют плавящиеся и неплавящиеся электроды, присадочная проволока изготавливается из различных материалов, кроме того, различаются и используемые инертные газы.
Содержание
- Полуавтомат или инвертор: что лучше для новичка
- Как выбрать сварочный аппарат новичку: на что обращать внимание
- Наш топ лучших сварочных аппаратов для новичков
Сварить каркас для навеса, теплицы или ворот, поставить на окна дачного дома решетки, выполнять мелкий ремонт в гараже можно и самостоятельно. Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.
В продаже есть модели для бытовых, полупрофессиональных и профессиональных целей с разными характеристиками, функционалом, возможностями и ценой. Делимся советами, какой сварочный аппарат выбрать и купить новичку для дачи и дома, исходя из предстоящих задач.

Виды и нюансы электродуговой сварки
Наиболее несложной разновидностью является сварка с применением плавящегося электрода. Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Несложность процесса заключается в том, что он требует от сварщика только выбора подходящего электрода и нужной силы тока. Электрическая дуга расплавляет металл электрода, а защитная газовая среда предохраняет сварную ванну от проникновения кислорода, образующегося при сгорании флюса, который покрывает электрод. Защита необходима, так как кислород, вступая в реакцию с металлом заготовки, вызывает его окисление, что негативно отражается на качестве шва.
При наработке определенных навыков сварщик может выполнять различные виды сварочных работ с помощью плавящегося электрода в обмазке. Он подходит даже для неочищенных поверхностей или металлов с признаками окисления. Главное, что должен сделать специалист, – правильно подобрать электрод. В процессе сварки может использоваться как переменный, так и постоянный ток.
Аргоновая сварка отличается от обычной тем, что управлять процессом в данном случае сложнее. При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник
Чем отличается газовая сварка от электросварки
Газовая сварка требует наличия такого оборудования:
— специальная газовая горелка;- коммуникационные гибкие трубки;- специальная присадочная проволока (иногда обходятся без неё).
Электрическая сварка требует следующих составляющих:
— источник электрического питания;
Отличия в составляющих для сварки возможно не столь существенны, но когда речь идёт о выполнении работ в степи, лесу, местах, удалённых от источников электрической энергии, то применяется чаще всего газовая сварка. Помимо этого, газом часто сваривают, когда речь идёт о коммунальных ремонтах (жилые, нежилые помещения, тепломагистрали и т.д.) То есть газ удобнее в полевых условиях. Кислородные и ацетиленовые баллоны гораздо дешевле дизель-генератора.
Характеристики процесса газовой и электрической сварки
Газовая сварка отличается следующими основными свойствами:
— нагревается большой участок;
— автоматизация газовой сварки затруднена;- постепенный нагрев металла;- при увеличении толщины металла производительность газовой сварки падает.
Электрическая сварка имеет следующие особенности:
— нагревается небольшой участок;
— возможна полная автоматизация процесса электрической сварки;- свариваемый металл нагревается практически мгновенно;- производительность при электрической сварке практически не зависит от толщины металла.
Экономическая эффективность сваривания
Свинец, медь, чугун, латунь и т.п. металлы поддаются газовой сварке легче, чем электродуговой. Кроме того, быстрый их нагрев может привести у ухудшениям свойств, например, к изменению прочности.
Таким образом, выбор способа сварки зависит от многих факторов, которые нужно учесть, чтобы получить максимальный экономический и технологический эффект.
Газовая или электрическая сварка?
Сегодня мы хотим разобраться, в чем особенности каждого метода. И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
Электрическая
Ее также называют электродуговой. Она соединяет металлы путем расплавления и скрепления частей под влиянием электрической дуги. Помогает в этом специальный электрод, который, расплавляясь, выполняет функцию клея.
При работе с популярным аргоном используется вольфрамовый электрод. Аргон вытесняет кислород из рабочей ванны, то есть защищает место сварки от нежелательных примесей и газов. Кислород плохо воздействует на качество шва. Поэтому используется аргонодуговая сварка, так как этот газ тяжелее воздуха на 38%.
Электросварка может происходить под воздействием переменного или постоянного токов. Чтобы работать с переменным током, нужен сварочный трансформатор. Он выдает мощный электрический ток для стабилизации дуги.
Газовая
В отличие от электрической, газовая сварка происходит благодаря струе сгорающего газа из специальной горелки или резака. Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Плюсы и минусы сварочных методов
Оба варианта обладают своими достоинствами и недостатками. К особенностям электросварки можно отнести следующие моменты:
Подводя итог, мы можем сказать, что однозначно определить, какая сварка лучше — газовая или электрическая — объективно просто невозможно. Они обе небезопасны и требуют высококвалифицированного исполнителя. В зависимости от ситуации и состава соединяемого материала лучше оказывается тот или иной способ.
Как выбрать сварочный аппарат новичку: на что обращать внимание
Алгоритм выбора прост — сначала определяетесь с основными техническими параметрами, затем с дополнительными функциями. Выбирать начинающему, какой купить сварочный аппарат, нужно именно в такой последовательности. На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
Главные параметры
Основные характеристики — максимальный сварочный ток и диаметр электродов, потребляемая мощность, сетевое напряжение, продолжительность работы.
Максимальный сварочный ток
От него зависит, металл какой толщины вы сможете сваривать и электроды какого диаметра будете использовать. Например, если планируются работы с трубами или профилем толщиной до 5 мм, то достаточно будет инвертора с максимальный выходным током на 160 А. Покупать аппарат с более высокими показателями нет смысла, если сваривать заготовки толще вы не будете.
При выборе можно ориентироваться на нашу таблицу:
| Металл | Диаметр электрода, мм | Толщина заготовки, мм | Максимальный ток, А |
| Углеродистая/нержавеющая сталь | 1,6-2,5 | до 4 | 145 |
| 1,6-3,2 | до 5 | 160 | |
| 1,6-4 | до 10 | 200 | |
| 1,6-5 | до 15 | 250 | |
| 1,6-6 | до 24 | 300 |
Потребляемая мощность
При оценке потребляемой мощности нужно учитывать возможности сети на вашей даче или в гараже. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Покупая аппарат, лучше отдать предпочтение модели с запасом по току и мощности около 20-30%. Это даст вам немного больше возможностей и позволит решить нестандарные задачи, если возникнет необходимость.
Напряжение в сети
По техническим условиям на электрификацию участка или гаража могут выделить одну или три фазы. В зависимости от модели, сварочные аппараты могут работать от однофазной или трехфазной сети. Существуют инверторы и со встроенным автоматическим трансформатором, работающие при любом напряжении. Но их цена выше, и нужны они для профессионального использования и выездов.
Как правило, сварочники для бытовых и полупрофессиональных нужд с рабочим током до 250 А подключают к сетям на 220 В. Если ваша сеть предлагает 380 В, то можно выбрать аппарат и с более высоким сварочным током.
Для однофазных сетей на дачах и в гаражах характерны просадки напряжения. Чтобы вы могли работать в таких условиях, лучше купить инвертор, в характеристиках которого указана возможность сварки при 130-160 В. В противном случае понадобиться стабилизатор. Как и для полуавтоматов, которые не любят провалов напряжения.
Продолжительность непрерывной работы
Показатель ПВ или ПН показывает, сколько времени аппарат будет работать и отдыхать. Например, при заданном промежутке времени в 10 минут модель с ПВ 60% в режиме максимального сварочного тока работает 6 минут, а отдыхает 4 минуты. На малых токах выполнять сварку можно столько времени, сколько нужно — ПВ 100%.
Дополнительные функции
Чтобы аппараты было проще и удобнее использовать, их оснащают дополнительными функциями. На практике могут понадобиться не все. Новичку в ММА могут быть полезны:
- Горячий старт. Помогает зажечь дугу в начале сварки, особенно полезен при работе с ржавым металлом, сырыми электродами и электродами с основным покрытием, и позволяет не стучать долго кончиком для поджига.
- Антистик. Сбрасывает ток до минимальных значений при залипании электрода и избежать его перегрева, облегчит сварку тонкостенного металла и работу в целом — электроды периодически залипают даже у опытных сварщиков, а отрывать их долго и сложно.
- Регулируемый форсаж дуги. Поддерживает стабильное горение, нужен при отсутствии навыка держать дугу и при сварке на малых токах — когда дуга начинает затухать, рабочий ток нарастает автоматически.
К дополнительному полезному функционалу полуавтоматов можно отнести регулировку индуктивности. Она позволяет изменять характеристики дуги — делать её более жесткой для позиционной сварки и глубокого проплавления и более мягкой с меньшим разбрызгиванием для лицевых швов. Пригодится и функция отжига проволоки, обеспечивающая её постоянный вылет после каждого цикла — это удобно для следующего старта.
В современных аппаратах может присутствовать синергетическое управление для интеллектуальной сварки. Вам нужно только выставить диаметр электрода или толщину металла и аппарат сам оптимизирует параметры и функции.
Газовая и электрическая сварка
Большинство соединений металлических элементов и деталей осуществляется сваркой. Наиболее распространены два ее вида – газовая и электрическая. В любом случае сварка представляет собой процесс формирования прочного соединения между металлическими поверхностями в результате нагревания их кромок до высокой температуры и образования межатомных связей по линии стыка.
Для того чтобы разобраться, что представляет собой газовая и электрическая сварка, рассмотрим основные особенности и принцип их работы.
Принцип работы электросварки
Если сварка металлов осуществляется посредством электрической дуги, то она классифицируется как электрическая дуговая. Металлические части соединяются посредством электрода, который может либо плавиться, формируя связующий шов, либо применяться исключительно для нагревания поверхности контакта, оставаясь при этом инертным.
Электродуговая сварка на переменном токе требует наличия сварочного трансформатора, обеспечивающего получение высоких токов по 200-500 ампер на вторичной обмотке, что необходимо для стабилизации дугового разряда. При сварке на постоянном токе понадобится блок выпрямителей, обеспечивающий равномерную нагрузку на электрическую сеть.
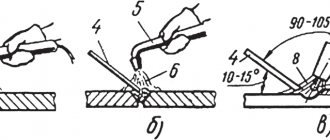
Принцип действия газовой сварки
При газовой сварке металла его поверхность нагревается раскаленной струей горящего газа, истекающего из сопла горелки. Как правило, требуется совместное сгорание двух разных газов – исходного горючего (пропана, метана или бутана), смешиваемого с окислителем, в качестве которого наиболее часто применяется кислород. Однако при использовании ацетилена достаточное количество окислителя уже содержится в окружающем воздухе.

Электродуговая сварка применяется в местах с надежным электроснабжением, где сеть способна выдержать ее пусковые и рабочие токи. Она легче и компактнее газовых аналогов. Газовая сварка предпочтительнее в полевых условиях, вдали от электрических сетей.
Источник
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому — катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы — электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.

Структура дуговой сварки
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия — параметры дуги данного типа не регулируются, они неизменны).