Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.
Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Гибка (вальцовка) уголка
Именно благодаря взаимодействию с вальцами радиусную гибку уголка также называют вальцовкой. Несмотря на кажущуюся простоту работы оборудования это очень сложная операция. При деформировании любого твердого материала, в том числе и металла, его внутренний слой испытывает сильное сжатие, а внешний — не менее “экстремальное” растяжение. И если для такого изделия, как металлический круг, эти процессы проходят более-менее равномерно, в уголке как в профильной заготовке может наблюдаться продольное смещение одного из слоев.
Риск искажения деталей особенно возрастает при использовании ручных профилегибов. Поэтому специалисты рекомендуют проводить гибку уголка по радиусу только на автоматизированном оборудовании, и лучше оснащенном чпу.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:
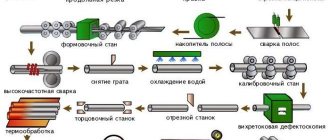
- формирование из узкой металлической полосы трубного изделия круглого, квадратного или прямоугольного профиля (при помощи данного метода производят трубопрокат сварного типа; по похожей технологии выполняется вальцовка металлического уголка);
- изменение формы поперечного сечения, наружного диаметра и толщины стенок готового трубного изделия – вальцовка труб (по такой технологии обработке могут подвергаться как бесшовные, так и сварные трубные изделия);
- формирование на отдельных участках трубного изделия изгибов с требуемыми параметрами – гибка труб;
- изготовление из листового металла изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы;
- увеличение диаметра (расширение) обрезанного конца металлической трубы – развальцовка (при помощи данной технологии выполняется подготовка металлических изделий к их соединению между собой; в частности, именно таким образом подготавливают к монтажу трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца трубного изделия – завальцовка труб.
Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.
Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.
Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Преимущества гибки уголков
Несмотря на существующие риски, к гибке металлических уголков обращаются чаще, чем к другим способам изменения формы заготовки. И тому есть несколько причин:
1. Этот метод наиболее экономичен. В нем задействован только профилегиб. Другие возможные работы — резка, сварочные операции и пр. — в данном случае не нужны; 2. Технология сохраняет целостность металла, а значит, он остается неуязвимым и его механическая прочность не снижается; 3. Именно поэтому использование гнутых конструкций в отличие от сварных и собранных при помощи крепежа намного увеличивает срок службы изделия; 4. В отличие от сварки, после которой металл в очагах воздействия подвержен коррозии, с конструкциями после радиусной гибки уголка такого не происходит.
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.
В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.
Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Способы сгибания уголка по радиусу
В зависимости от величины заготовки и толщины металла гибку можно провести холодным или горячим способом. Холодный предпочтительнее, так как любой нагрев — это воздействие на уровне кристаллической решетки металла.
Холодная гибка может производиться не только на вальцовочном станке: для несложных заготовок не менее востребован метод свободной гибки уголка по радиусу — деформация уголка “на весу”, без применения специального оборудования. Однако в этой технологии возможны погрешности, и лучше использовать ее для работ, не требующих высокой точности.
По направлению, в котором сгибается заготовка, различают гибку уголка полками наружу или внутрь.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
ПОСМОТРЕТЬ Гибочные станки на AliExpress →
Гибка уголка из разных материалов
Современное оборудование для гибки металлических уголков — станки, оснащенные чпу, — могут обрабатывать изделия из любых материалов. В первую очередь это черная и нержавеющая сталь. Операция проводится настолько аккуратно, что через валки может быть пропущен даже прокат с нанесенной оцинковкой или полимерным защитным слоем.
Реже, но тоже пользуется спросом гибка сплавов алюминия. Очень редко, но всё же выполняются такие работы для изделий из меди, бронзы и латуни. Эти работы почти всегда носят декоративный характер.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.
Стоимость гибки уголка из металла
Расценки на гибку уголка по радиусу считаются одними из самых демократичных. На них влияют:
- особенности металла, из которых выпущены заготовки;
- количество заготовок;
- размер уголка;
- толщина полок;
- радиус изгиба;
- срочность работы.
Где заказать гибку алюминиевого уголка?
На нашем сайте вы можете заказать профессиональную, недорогую и очень оперативную гибку металлических уголков и другого сортового проката. Мы работаем с заготовками любых диапазонов и изготовленными из любого сырья — от стали до меди. Оборудование с чпу, которым оснащен наш цех, поможет преобразить даже нестандартные детали для того, чтобы выполнить ваш индивидуальный заказ.
Оставьте нам заявку онлайн или наберите номер контактного телефона — и вы убедитесь, насколько качественной и быстрой может быть металлообработка.
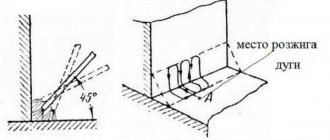
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Особенности изгиба швеллера
Чтобы гибка швеллера по радиусу прошла легко для исполнителя и безвредно для профиля, к процессу нельзя подходить “с налету, с повороту”. Подготовка важна не менее, чем само техническое воплощение. Чтобы избежать проблем, необходимо:
- детально изучить свойства заготовки;
- определить усилие, которое понадобится для ее сгибания;
- рассчитать величины деформации;
- настроить оборудование.
И, как мы уже упоминали, “потренироваться” на сигнальном образце, учесть негативный опыт, если таковой имеется, и только затем переходить к серийному выпуску.
Гибка стального швеллера
Технология и качество гибки стального швеллера во многом зависят от разновидности материала. Более простые по составу углеродистые стали лучше подвергаются деформации. Эффективность той же операции над легированными зависит от включений других элементов: некоторые из них снижают пластичность материала и могут негативно влиять на процесс.
Свою лепту вносит и способ изготовления швеллера: известно, что профиль, произведенный холодным способом, лучше переносит деформацию, чем термически обработанный — горячекатаный. Некоторые разновидности стали (например, особо прочную — конструкционную) можно согнуть только после предварительного нагрева.