Металлургия производит огромное количество марок стали. Для выполнения разных задач часто требуются специфические характеристики металла, которые обеспечить заводы не в состоянии. Тогда на обрабатывающих предприятиях производится доработка сырья до нужной кондиции. Отжиг стали — одна из наиболее частых операций по приданию нужных качеств.
История и технология отжига стали
Отжиг стали предполагает применение переменных температур: нагревание до высоких значений без потери формы и охлаждение в заданном температурном режиме приводит к структурным изменениям кристаллической решетки, сплав получает новые качества, нужные для решения конкретных задач.
Отжиг стали улучшает технологические характеристики металлов. Принято различать 2 разновидности отжига — 1 и 2-го рода.
При первом воздействие выполняется наклепом, который понижает внутренние напряжения рекристаллизацией. Этим устраняются последствия обработки давлением, снижение прочностных характеристик и увеличение пластичности. Изделия приобретают повышенную надежность и долговечность.
Второй род воздействия включает прогревание проката до уровня, превышающего критические точки, в особых режимах охлаждения по сроку и температуре. Итогом становится качественное изменение структурных решеток и получение заданных характеристик материала. Проведение отжига сопряжено с риском пережога. Возникновение необратимых негативных изменений структуры приводит к переплавке проката и изделий.
Точки Чернова
Расчет температурных режимов выполняют, используя открытые в 1868 г. русским ученым Д.К. Черновым критические точки, зависящие от значения температур и %-ого содержание углерода, в которых изменяются фазовые состояния и структурное строение металлов. Открытие Чернова — фундамент создания науки о металлах: впервые установлена связь между режимом обработки, структурным видом и характеристиками сплавов. Применение критических точек дает возможность построения различных режимов термообработки металла. Точки Чернова обозначают литерой А с добавлением индекса, указывающего соответствие точки воздействию:
- «c» — нагреву, от французского chauffage – нагревание;
- «r» — охлаждению, refroidissement – на французском языке.
Диаграмма, построенная на точках Чернова:
Сечение «I» на диаграмме соответствует доэвтектоидной стали. Пересечение линии диаграммы, по горизонтали температуры и вертикали, соответствующей %-му содержанию углерода в сплаве, определяет искомые критические значения.
В процессе нагревания сечение «I»проходит следующие критические точки:
- При температуре 210°С пересекает пунктир, проходящий по линии QP — точка Ас 0, которая отмечает потерю цементитом магнитных свойств.
- t=727°С на линии PG находится точка Ас 1 превращения перлита в аустенит.
- t=768°С на линию PG приходится точка Ас 2 потери магнитных свойств — магнитного железо переходит в немагнитное.
- Последующее повышение t° до пересечения с линией GS показывает переход стального сплава в однофазное аустенитное состояние (перекристаллизация заканчивается. Температура этой точки зависит от состава конкретного металла.
Охлаждение не меняет номеров точек, не вызывает обратной перестройки материала.
Линия «II» выстроена для эвтектоидных сталей.
В промышленности для термообработки проката и изделий используют в печи конструкций:
- камерные — для заготовок небольшого объема;
- шахтные — работают на газе и электроэнергии, выполняют различные технологические задания;
- печи с выдвигающимся полом — обработка крупногабаритного проката и узлов;
- вакуумные — для быстротекущих сплавов, тугоплавкого металла, титана, меди.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Режимы
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
- Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Сварка автомобиля своими руками — нелегкая задача, но выполнимая. Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Что даёт отжиг металлов
Отжиг выполняется для придания стали нужных качеств:
- снятия внутренних напряжений, полученных первичной обработкой металла — проявляется структурный дисбаланс, который можно снять определенным способом термообработки, получив необходимые характеристики сплава для решения конкретных задач;
- увеличения прочностных и механических характеристик — изделия после отжига долговечнее и прочнее;
- изменения внутренней структуры — под действием высокой температуры изменяется молекулярная структура металла, становится однородной (гомогенной), что упрощает проведение последующих обработок;
- улучшения пластичности, уровня сопротивления, вязкости при ударах — улучшение качественных характеристик после отжига снижает затраты на конечную доводку металлоизделий до требуемых параметров.
Способ и режим термообработки назначается по составу сплава.
Виды отжига
Рассмотрим, что означает термин «отжиг металлов». Термическая обработка металла, состоящая из нагрева выше температуры критических точек Чернова и охлаждение на профессиональном языке называется отжигом. Процедура применяется к различным металлам и их сплавам.
На промпредприятиях применяют режимы термообработки:
- полный, неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероизодизационный;
- нормализационный.
Полный отжиг стали
Полный обжиг проводится на изделиях из доэвтектоидных сплавов или сталей, содержащих карбон в количестве ≤ 0,8%. Цель проведения операции — измельчение зерна и улучшение качества обработки с применением режущего инструмента, снятие внутренних напряжений материала. Нагрев происходит на 30..50°С выше точки Ас3, затем деталь постепенно остужают, не вынимая из печи. Охлаждаясь, аустенит выделяет мелкозернистые, гомогенные (однородной структуры) ферриты и перлиты (франц. — жемчуг). Температура нагревания выбирается по типу стали и диаграмме состояний, данные зафиксированы в справочных материалах. Продолжительность охлаждения назначают по составу и структуре металла:
- углеродистые сплавы — 180…200°С/час;
- низколегированные — 90°С/час;
- высоко легированные — 50°С/час.
Применение стали У10
Сплавы У10 и У10А используются для изготовления инструментов и приспособлений, которые испытывают нагрузки без перегрева острия. К таким инструментам относятся метчики для нарезки внутренней резьбы, пильное полотно по дереву, рашпили, топоры, матричные штампователи холодного действия.
Стальная лента холодного проката применяется для изготовления различных пружин, щупов, клапанов, раздваивающихся лезвий, ламельных контактов, детали для часовой промышленности. Толщина ленты, колеблется от 20 мкм до 2,5 мм, разница довольно ощутима.
Из стали У10 изготавливают пильные диски для привода, сердечников, поперечных ножовок, игольной проволоки, обычных сверлящих резаков и холодноштамповочных матриц. Также производят из сплава упрощённые калибры, шаберы, накатывающие ролики и напильники.
Сплав У10А применяется для изготовления ножей общехозяйственного и особого назначения. Их применяют в домашнем быту и заведениях общепита. Штамповка стали У10 должна быть не шире 3 см, тогда изделие получится достойного качества.
Примеры ножей из стали У10 и У10А.
Особенности отжига различных сплавов
При назначении способа и режима термообработки важен процент содержания в нем углерода и других примесей. Для точности соблюдения режима рекомендуют использовать две печи: в 1-ой изделие проходит нагрев при t=max , во 2-ой — проходит выдержку, обеспечивающую завершение структурных преобразований металла. Обработка нержавеющей стали в первой печи происходит с t=1000°С, затем выдержка несколько часов во 2-ой при t=900, завершает охлаждение до t=300° на скорости 50…100 град/ час, окончательное охлаждение производят на открытом пространстве.
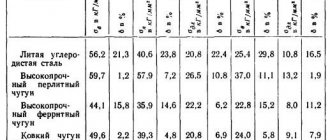
Аналоги
Заменителями сплава можно назвать российские марки стали У11 и У12. В соответствии с маркировкой, становится понятно, что сплавы содержат чуть больше углерода. Как не странно, но аналогов у стали У10А достаточно много. Рассмотрим их подробнее:
- венгерский: S-101/102;
- итальянский: ABN / C-100-KN;
- испанский: C-102;
- французский: C-105-E2U;
- британский сплав: 1645;
- румынский: OSC-10;
- шведский: 1880;
- чехословацкий: 19191;
- общеевропейский: AFNOR-NF;
- японский: SK-3;
- американский: T-72301;
- испанский: F. 515;
- польский: N-10 (E);
- китайский: T10 (A).
Отжиг в домашних условиях
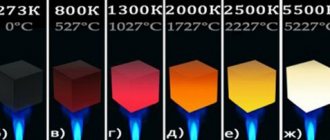
В быту для снижения прочности и упрощения последующей обработки металла возможно выполнить процедуру отжига упрощенным сспособом неполного отжига. Использование газовой горелки для нагревания не дает возможности проконтролировать температурный режим, поэтому температуру определяют «на глазок», в затененном месте. Изделие последовательно приобретает цвет разжаривания в зависимости от температуры (в градусах):
- темно-коричневый — t=530…580;
- коричнево-красный — t=580…650;
- темно-красный — t=650…730;
- темно-вишневый -t= 730…770;
- вишнево-красный — t=770…800;
- светло-вишневый — t=800…830;
- светло-красный — t=830…900;
- оранжевый — t=900…1050;
- темно-желтый -t= 1050…1150;
- светло-желтый — t=1150…1250;
- светло-белый — t=1250…1350.