| Документы для зачисления | Заявление, фото 3х4 | ||
| Документ по окончанию курса | Свидетельство Квалификационное удостоверение «сварщика — аргонщика» | ||
| Программа дополнительного профессионального образования повышения квалификации | 162 | 8000 |
8 (499) 178-80-11

Учебный приглашает всех желающих пройти курсы по обучению сварщиков-аргонщиков. Программа включает в себя теоретическую и практическую чась, по итогам проводится аттестационный экзамен и слушателям присваивается соответствующий разряд и выдается удостоверение установленного образца.
Аргонная сварка
Сварка аргоном позволяет соединять детали различного размера. При других видах сварочного процесса при взаимодействии с воздухом происходит окисление, значительно снижающее качество соединения. Отличие аргонной сварки состоит в том, что инертный газ создает оболочку, играющую роль защиты от кислорода. К инертным газам кроме аргона относятся и другие, но его преимуществом является более дешевая стоимость. Аргон может использоваться для сварки всевозможных металлов.
Поскольку его удельный вес превышает аналогичный показатель воздуха, аргон вытесняет его из сварочной ванны, препятствуя возникновению реакции и образованию окислов — предвестников появлению ржавчины. При этом инертный газ аргон в связь с металлическими изделиями не вступает.

Аргонная сварка включает в себя различные виды:
- Ручная. Применяются исключительно вольфрамовые электроды. Процесс выполняется сварщиком.
- Полуавтоматическая. При механизированном способе проволока подается аппаратом.
- Автоматическая. Процесс управляется оператором дистанционно.
Имеется специальное оборудование, при использовании которого становится возможной аргонно-дуговая сварка, обучение которой расширяет возможности и повышает статус сварщика.
К преимуществам аргонного способа сварки относятся:
- осуществление нагрева, имеющего невысокую температуру;
- обеспечение защиты зоны сваривания;
- быстрота проведения процесса;
- простая технология;
- возможность соединения разных по своим свойствам металлов.
Чтобы аргон в процессе сварки не улетучивался, следует позаботиться об отсутствии сквозняков.
Особенности профессии сварщик — аргонщик
Технология аргонной сварки позволяет соединять элементы из разных металлов. В ходе работ не образуются искры и формируется незаметный сварной шов. В связи с этим популярность аргонной сварки постоянно растет. Квалифицированные специалисты, работающие с этой технологией, всегда смогут найти вакансии с достойной заработной платой.
В профессии аргонщика выделяют 5 разрядов. Изначально специалисту присваивается 2 разряд, который затем можно раз в год повышать вплоть до достижения 6. Уровень специалиста определяет список доступных ему работ.
- 2 разряд – чтение простых чертежей, подготовка изделий к сварке, защита обратной стороны сварного шва, сварка и наплавление простых деталей (нижний, вертикальный шов);
- 3 разряд – работа с элементами из конструкционных сталей, сплавов, цветных металлов (простые детали), из углеродистой стали – средние по сложности элементы (например, каркасы, кронштейны, элементы изоляции водотрубных котлов, металлическая мебель и т.п.);
- 4 разряд – сварка в любых положениях шва сложных элементов из углеродистых сталей, деталей средней сложности из чугуна, конструкционной стали (газовыхлопы, глушители, мачты и другие конструкции из алюминия и его сплавов и т.п.);
- 5 разряд – работа с элементами любой сложности с любым положением шва; сварка конструкций, находящихся в сложных условиях (теплообменные аппараты с давлением менее 4 МПа, гребные винты, различные виды трубопроводов и т.п.);
- 6 разряд – все вышеперечисленные виды работ, а также сварка экспериментальных конструкций (трубопроводы, теплообменные аппараты, водоопреснительные установки и другое оборудование, работающее под давлением).
ВАЖНО! Сварка аргонного типа пользуется большим спросом при работе с уникальными и сложными в обработке металлами и сплавами, например, титаном.
Востребованность рассматриваемой профессии повышает уверенность в себе и собственную самооценку. Вы перестанете сомневаться в собственном будущем, так как в сварщиках наше государство будет нуждаться не один десяток лет – пока их не заменят роботизированные сварочные комплексы и иные технологии. До той поры Вы всегда без особых проблем найдете себе рабочее.
Нюансы обучения
На курсах по аргонной сварке обучение включает в себя теоретические и практические занятия. На уроках по теории даются основные сведения о сварке и указываются нормативные материалы, их регламентирующие, правила обозначения на чертежах. В обязательном порядке проводится занятие по обеспечению безопасности.
Практические занятия под присмотром обучающего позволяют понять, насколько усвоен материал. На них осваивается розжиг дуги и сваривание различными способами, в том числе с применением специального оборудования. После окончания курсов и успешной сдачи экзамена учащиеся получают на руки свидетельство установленного образца.
Что даст вам обучение сварке аргоном?
Вы получаете возможность:
- изучить физические и химические свойства металлов, основные термины и понятия;
- узнать, как правильно выбрать источник питания дуги и сварочные материалы, чтобы получались качественные сварные швы;
- понять нюансы сварочных работ с разными видами металлов – чугуном, сталью, алюминием.
- изучить технику безопасности;
- получить на практических занятиях навыки работы с оборудованием для ручной аргонодуговой сварки.
После завершения практической части обучения (а на практику в рамках курса сварщиков-аргонщиков отводится почти половина времени) вы сможете:
- Уверенно обращаться с аппаратом для сварки аргоном, делать с его помощью качественные сварные соединения.
- Начать работать по специальности «Сварщик-аргонщик». У нас вы можете дополнительно оформить: Аттестационное удостоверение сварщика и талон по технике пожарной безопасности (выдаются дополнительно по окончанию обучения сварочному делу) и помощь учебного в вашем трудоустройстве.
Аргонщик – профессия высокого уровня квалификации
Если кто-то еще не знает, то для того, чтобы стать сварщиком-аргонщиком, необходимо понять и изучить несколько технологических направлений в данной отрасли, например, такие как металловедение и электротехника. Курсы сварки аргоном в Москве, построены таким образом, чтобы обучающийся смог на высоком квалификационном уровне освоить данные дисциплины и на практике применять знания для получения качественного результата, а для сварщика-аргонщика — это получение качественных и красивых швов сварных конструкций. Курсы аргонодуговой сварки в Москве надо рассматривать как состоящую из двух этапов – теории и тщательной практики. При этом, количество часов практического освоения навыка аргонно-дуговой сварки достаточное, чтобы стать квалифицированным специалистом, чей уровень будет подтвержден аттестационным удостоверением сварщика и талоном по технике безопасности, что обеспечит вам привлекательные условия при трудоустройстве.
Перспективы профессии сварщика-аргонщика
Особенностью данной специальности в нашей стране является то, что необходимость квалифицированных кадров превышает фактическое число опытных специалистов. Поэтому, если вы решили пройти обучение аргонодуговой сварке, то в своей трудовой занятости в будущем вы можете быть совершенно уверены. Да, работа эта требует определенных усилий и, по-настоящему, мужского характера, поэтому сварка аргоном обучение — это выбор именно мужчин, которые готовы к настоящей, увлекательной и полезной работе. А работать приходится с металлом, с различными марками и видами, и здесь открывается возможность творческого подхода к своей будущей профессии. В зависимости от места вашей будущей работы, вам придется сваривать не только элементы промышленных объектов, но и различные инсталляции и металлические скульптуры, которые выполнены с использованием различных металлов.
Особенности учебного процесса на сварщика
Как правило, сложностей во время обучения не происходит. Сварка аргоном нержавейки обучение – это понятный, логически завершенный и очень практический курс. Это, конечно-же, время, проведенное в аудитории для уяснения теоретической части, но, когда вы оказываетесь в учебных мастерских, на практике, вы преображаетесь. Вы становитесь ,по-настоящему, сварщиком-аргонщиком, где под наставничеством опытного преподавателя постигаете азы мастерства и навык опытного специалиста отрасли. Многие слушатели влюбляются в эту профессию уже на этапе обучения, и поверьте, есть во что!
Аргонодуговая сварка
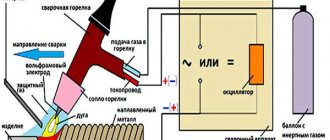
Во время аргонодуговой сварки постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод перегревается, что приводит к необходимости значительно уменьшить сварочный ток. Вследствие этого производительность процесса снижается.
Во время автоматической и полуавтоматической сварок плавящимся электродом применяется постоянный ток обратной полярности, при котором обеспечивается высокая производительность процесса. Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов.
При сварке переменным током неплавящимся электродом необходимо, чтобы источник тока имел более высокое напряжение холостого хода, что обеспечивает устойчивое горение дуги и стабилизирует процесс сварки. Однако в связи с ограничением напряжения по условиям безопасности применяют ток допускаемого напряжения, на который накладывается ток высокой частоты, включая в сварочную цепь осциллятор.
При сварке переменным током происходит частичное выпрямление тока вследствие различной электронной эмиссии вольфрамового электрода и свариваемого изделия.
В периоды, когда вольфрамовый электрод является катодом, электронная эмиссия имеет большую интенсивность, проводимость дугового промежутка повышается, а напряжение на дуге понижается. Вследствие этого сварочный ток увеличивается.
В периоды, когда катодом является изделие, электронная эмиссия менее интенсивна, в результате чего сварочный ток уменьшается. Ввиду этого появляется некоторая составляющая постоянного тока, что приводит к уменьшению тепловой мощности дуги и значительно затрудняет разрушение оксидной пленки при сварке алюминиевых и магниевых сплавов и тем самым способствует образованию поверхностных и внутренних дефектов. Поэтому при сварке переменным током принимают меры по устранению или снижению составляющей постоянного тока.
Для этой цели в сварочную цепь включают последовательно конденсаторную батарею 100 мкФ на 1 А сварочного тока или аккумуляторную батарею (положительный полюс батареи присоединяют к электроду). Применяется также последовательное включение в сварочную цепь активного сопротивления, но эта мера снижает устойчивость горения дуги, и поэтому при такой схеме сварочной цепи приходится использовать источники питания дуги с повышенным напряжением холостого хода до 120 В.
При ручной сварке неплавящимся электродом возбуждение дуги производят на угольной или графитовой пластинке и некоторое время разогревают электрод, а затем быстро переносят дугу в начало разделки кромок. При сварке переменным током возбуждение дуги осуществляют с помощью осциллятора без короткого замыкания электрода на изделие. При полуавтоматической и автоматической сварке возбуждение дуги производят путем касания электродной проволокой вводной планки, которую устанавливают для предупреждения дефекта в начале свариваемого шва.
Аргонодуговой сваркой можно выполнять швы стыковых, тавровых и угловых соединений.
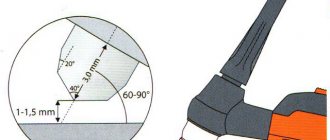
При толщине листов до 2,5 мм сварку рекомендуется производить с отбортовкой кромок.
При малом зазоре порядка 0,1–0,5 мм можно сваривать тонколистовой материал толщиной 0,4–4 мм без отбортовки и разделки кромок. Чем меньше толщина свариваемых встык листов, тем меньше допустимый зазор. Листы толщиной 4–12 мм сваривают с V-образной разделкой кромок при угле разделки 50–70°. Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва.
Рекомендуются следующие соотношения:
Перед началом сварки следует продуть шланг и горелку небольшой порцией аргона. Возбуждение дуги следует производить спустя 3–4 с после подачи аргона в горелку. Струя аргона должна защищать не только сварочную ванну, но и обратную сторону шва. Если доступ к обратной стороне шва затруднен, то применяют подкладки или флюсовую подушку.
Ручную сварку листов малой толщины производят левым способом, при котором горелка перемещается по шву справа налево. Листы большой толщины (более 12 мм) сваривают правым способом, т. е. горелку ведут слева направо. Ось мундштука горелки при сварке тонких листов (толщиной до 4 мм) должна составлять с поверхностью свариваемых листов 75–80°. Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.
Длина дуги при аргонодуговой сварке небольшая и составляет 1,5–2,5 мм при длине выступающего вольфрамового электрода в пределах 6–12 мм. Дугу следует гасить постепенно, увеличивая дуговой промежуток. Подачу аргона в зону дуги следует прекратить лишь спустя 10–15 с после гашения дуги, чтобы защитить металл шва от воздействия воздуха до его затвердевания.
Автоматическая и полуавтоматическая сварка плавящимся электродом производится при постоянной скорости подачи электродной проволоки независимо от напряжения дуги. Постоянство длины дуги поддерживается автоматическим саморегулированием. Применяется электродная проволока диаметром 0,5–2,0 мм. Листы толщиной до 5 мм соединяют стыковой сваркой без разделки кромок, а при толщине листов более 5 мм производят V-образную разделку шва с углом разделки 30–50°.
Читать также: Как настроить пламя резака
Сварочный ток влияет на характер переноса металла в шов. С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическим называют значение тока, при котором металл электрода начинает стекать в сварочную ванну в виде тонкой струи. Практика показала, что при сварке алюминиевых сплавов критический ток составляет 70 А на 1 мм 2 сечения электродной проволоки, при сварке сталей – 60–120 А на 1 мм 2 сечения проволоки.
Подготовка поверхностей под сварку включает обезжиривание растворителями, бензином авиационным или ацетоном техническим, а затем удаление оксидной пленки механической зачисткой или химическим способом. Обработку рекомендуется выполнять не более чем за 2–4 ч до сварки. Механическую зачистку производят металлическими щетками из проволок диаметром до 5 мм.
Химический способ включает травление в течение 0,5–1,0 мин раствором, состоящим из 45–55 г едкого натра технического и 40–50 г фтористого натрия технического на 1 л воды, промывку проточной водой, нейтрализацию в 25–30 %-м водном растворе азотной кислоты в течение 1–2 мин, промывку в проточной воде, затем в горячей воде, сушку до полного испарения влаги.
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.

К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Практический курс TIG
Сварщик работает в основном в организациях, занимающихся, производством металлических изделий и конструкций, а также на строительных, монтажных, ремонтных работах и работах по обслуживанию. Сварщик соединяет (сваривает) элементы металлоконструкций, трубопроводы, детали машин и механизмов. Собирает заготовки (узлы) конструкций, налаживает сварочное оборудование, устанавливает требуемый режим сварки, осуществляет визуальный контроль сварных швов.
Личные качества, необходимые для работы
Работа сварщика требует повышенного чувства ответственности, внимательности и точности, так как обрабатываются ценные материалы. Необходимо пространственное воображение, хорошая координация и точность движений, нормальная физическая форма и зрение, умение концентрироваться и стабильность.
Профессия противопоказана людям, страдающим заболеваниями:
- дыхательных органов; опорно-двигательного аппарата (радикулит, остеохондроз и др.);
- сердечнососудистой и нервной систем;
- расстройствами психики, а так же зрения и слуха.
Описание учебной среды:
Классы и помещения, необходимые для учебной работы позволяют пройти учебную программу на предусмотренном данной программой уровне. Теоретическая часть проводится в учебных классах, оборудованных техникой для презентации, учащиеся обеспечиваются письменными принадлежностями. Практическое обучение проводится в мастерских, оснащённых сварочным оборудованием, инструментом и принадлежностями для обработки металла. Помещения оборудованы системами освещения, вентиляции и пожаротушения в соответствии с требованиями охраны труда и техники безопасности. Каждый участник курса обеспечивается рабочей одеждой и средствами индивидуальной защиты для сварочных работ, в начале учебного процесса учащиеся получают необходимые материалы.
Целевая группа:
Курс предназначен для лиц, имеющих опыт TIG сварки, которым необходимо получить международный сертификат сварщика. Этот курс требует от студентов наличие базовых знаний и навыков сварки. На обучение принимаются все желающие, соответствующие требованиям для начала учебы и прошедшие собеседование.
Требования к кандидату:
- возраст не менее 18 лет;
- базовые знания сварки TIG
- и/или опыт работы сварщиком
Результаты обучения:
- Подбирает необходимое оборудование, материалы (узлы, детали, элементы и др.), инструменты и расходники исходя из характера работы и условий производства.
- Перед началом работы организовывает соответствующее рабочее место в пределах своего рабочего участка, соблюдая требования пожарной безопасности.
- Подготавливает детали к сварке — очищает и, при необходимости, снимает фаски на свариваемых кромках, используя подходящие методы (например, вручную, механически, термически).
- Сваривает угловые швы стальных листов в PA, PB, PC, PF и стыковые швы в PA, PC и PF и трубные швы в положении PA (вращающаяся труба). Делает это на основе рабочего чертежа и / или WPS и на уровне В. При необходимости очищает края наплавочного шва вручную или механически.
- Завершает сборку, удаляя с поверхностей брызги, шлак и т. д. Зачищает сварные швы.
- Пользуясь методом визуального контроля, проверяет визуально выполненные им сварные швы, а также убеждается в том, что они соответствуют требованиям рабочего чертежа.
- Устраняет дефекты сварки и отклонения от размеров узла, выявленных в ходе контроля.
- Проверяет температуру между проходами во время работы. Путём проведения визуального контроля и используя измерительные приборы убеждается в том, что швы прочные (нет пор, трещин и т. д.). В случае появления ошибок исправляет их.
Цель обучения:
Цель обучения состоит в том, чтобы учащийся приобрел необходимые теоретические знания и практические навыки в области TIG (подготавливает, производит сварку и проверяет результат визуальным контролем и при помощи измерительных приборов). Учащийся успешно сдавший внутренний экзамен готов к сдаче экзамена на получение международного сертификата в соответствии со стандартом EVS EN ISO 9606-1.
Итоговое оценивание:
| Теоретический тест: | Тест считается пройденным, если ученик правильно ответит не менее чем на 80% вопросов в тесте. |
| Практическая работа: сварка контрольного образца | результат работы оценивается как выполненный или не выполненный согласно стандарту EVS-EN-ISO 5817 уровень приёмки B. |
Условия окончания курса: Учеба считается завершенной, если студент усвоил результаты обучения по программе обучения, принял участие в не менее 80% учебной работы и сдал теоретический тест и практическую работу.
Документ, выдающийся по окончании курса Свидетельство: свидетельство, выдается при соблюдении требований к окончанию курса. Справка, если не достигнуты результаты обучения, но учащийся принимал участие в обучении. Справка выдается в соответствии с количеством контактных часов обучения, но не выдается в том случае, если учащийся участвовал менее, чем в 50% занятий.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.