Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
Что такое зенкование? Оно связано со срезанием более значительного слоя материала с целью создания в верхней части отверстия конического или цилиндрического углубления, предназначенного для скрытой установки крепежа. Используется зенкование и для выбора фасок. Специальное приспособление для выполнения этой операции называют зенковка. Различают следующие ее виды:
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Конструктивные особенности
Инструмент цельнометаллическая зенковка на чертеже имеет несколько основных конструктивных частей:
- Рабочий орган. Основная часть элемента, которая, по сути, выполняет операцию зенкования. В ней присутствуют режущие кромки – их может быть различное количество. Также здесь имеется основание – цилиндрическая часть, куда от вершины конуса сходятся резцы.
- Хвостовик – важная часть элемента. С его помощью резец закрепляется в патроне оборудования. Хвостовики тоже бывают разными: у одних тело по форме напоминает цилиндр, у других оно выглядит, как усеченный конус.
- Между хвостовиком и рабочей зоной имеется небольшой перешеек – это тоже элемент зенковки. Перешеек – самая слабая часть инструмента. Он имеет меньший диаметр, нежели хвостовик и рабочая головка. Его предназначение – быть предохранителем на случай заклинивания резца в заготовке, он должен в этом случае просто лопнуть и предотвратить более масштабные разрушения.
Кроме цельнометаллических зенковок, имеются инструменты со вставными лезвиями. В этом случае материал лезвий изготовлен из более прочной марки стали, чем основание элемента. Такая конструкция позволяет иметь высококлассный резец, но в то же время по стоимости он не будет превосходить ходовую продукцию.
Еще одна конструкция резца имеет режущие кромки из высокопрочных напаек. Такими режущими элементами хорошо получается обрабатывать твердые сплавы или чугун.
Виды и применение зенковок
В зависимости от назначения зенковки подразделяются на следующие виды:
- для выполнения конических или цилиндрических выемок внутри отверстий;
- для создания опорных плоскостей рябом с отверстием;
- для выборки фаски;
- для подготовки отверстий к установке крепежа.
По форме рабочей поверхности различают:
- цилиндрические;
- конические;
- торцевые, или прямые.
В зависимости от диаметра зенковки разделяют на:
- обычные (0,5 ÷ 1,5 мм);
- с конусом-ограничителем (0,5 ÷6 мм);
- с конусообразным хвостовиком (8÷12 мм).
Для операции развертывания используется комбинированное приспособление, включающее в себя сверло, развертку, зенкер и зенковку. Они смонтированы на общем хвостовике, а рабочие поверхности разнесены по высоте и вступают в соприкосновение с металлом по очереди, по мере погружения инструмента в материал. Применение такого комбинированного инструмента позволяет сверлить отверстие, делать выборки фасок, повышать качество поверхности за один технологический проход. При этом экономится много времени на смену инструмента, обеспечивается точность соблюдения размеров каждого конструктивного элемента. Такое приспособление стоит дорого и собирается заново для каждого типоразмера отверстия, поэтому применение его экономически оправдано только для серийного производства либо для изделия с большим количеством одинаковых отверстий сложной конфигурации.
Виды зенковок и их назначение
Инструмент зенковка обязательно входит в технологический процесс при изготовлении различных механизмов. Так как сложный механизм может иметь отверстия различного диаметра или могут быть разные требования к обработке: глубина зенкования, чистота получаемой поверхности, угол конуса или цилиндрическое углубление, то и режущие элементы для этих целей бывают разными.
Если брать режущую область инструмента, то можно встретить зенковки с такими формами резцов:
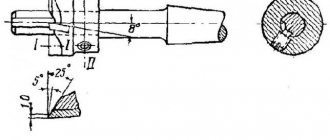
- Конического вида. Ножи такого элемента расходятся из центра торца под углом к телу инструмента. Угол здесь может быть разным: от 30 до 120 градусов с шагом 30 градусов. Также разным может быть и диаметр.
- Элементы с режущими кромками на окружности цилиндра. Эта форма резца позволяет получать ровные цилиндрические углубления.
- Элементы для торцевания.
Существует также классификация резцов-зенковок по величие диаметра, которым можно обработать отверстие:
- Простой инструмент. Диаметр здесь варьируется от 1.5 до 0.5 мм.
- Зенковки, рассчитанные на диаметр реза от 6 до 0.5 мм, у которых имеется конус предохранительного назначения либо он отсутствует.
- Режущие элементы, где конструктивно имеется хвостовик, рассчитанные на диаметр 8–12 миллиметров.
Основным назначением зенковки является возможность проведения над отверстиями следующих операций:
- Обработка отверстия таким образом, что в его начале может образоваться конусное углубление.
- Получение в отверстии углублений, когда нужна плоскость опорного назначения.
- Удаление фаски на торце канала отверстия.
- Создание углубления под потайные шляпки метизов.
Все перечисленные типы зенковок изготавливают из стали инструментального назначения, которые могут быть как легированными, так и углеродистыми.
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
Цилиндрическая зенковка конструктивно напоминает сверло, но имеет большее число режущих кромок. Их длина, в отличие от сверла, ограничена диаметром цилиндра, поскольку зенковка делает лишь небольшие по глубине выемки.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.
Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры. Зенкеры с цилиндрическими и коническими хвостовиками Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
Рис.1 Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=600, у всех типов зенкеров для глухих отверстий φ=900.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Особенности зенкования отверстий
Раззенковка отверстий – высокоточная операция, требующая высококачественного инструмента и исправного сверлильного оборудования. Зенковки должны проходить периодическую проверку на соответствие норме по диаметру и углу конусности. Результаты проверки фиксируются в журнале инструментального участка.
Специалисты по металлообработке сформулировали следующие рекомендации по выполнению операции:
- во время работы с твердыми стальными и ли чугунными сплавами следует использовать для охлаждения материала и инструмента специальные эмульсии, например, жидкость СОЖ;
- при подборе инструмента нужно учитывать материал детали, его прочность и твердость;
- перед началом работы следует проверить надежность и точность фиксации инструмента в патроне, отсутствии особых биений шпинделя;
- чтобы зенковать внутреннюю фаску, следует пользоваться специальной оправкой, центрирующей инструмент;
Раззенкованное отверстие следует проверять на соответствие размерам чертежа только поверенным измерительным инструментом.
Отличия зенковки от цековки
Отличие от цековок зенковок в том, что первые относятся к инструменту зенкеру. Их основное назначение – работа с торцами. То есть цековка может пробурить углубление большего диаметра, чем само отверстие, и заодно выровнять торцовую плоскость в этом углублении, сделать так, чтобы оно было перпендикулярным оси канала.
Цековка тоже относится к элементам, где присутствует много лезвий. Кроме лезвий, цековка обязательно имеет направляющий элемент, который носит название цапфа. Цековка похожа на зенковку тем, что может выполнять практически такие же операции: создание потая под крепеж, снятие фаски, удаление заусенцев после сверления.
Цековку тоже можно применять только на специальном оборудовании, которым является сверлильный или токарный станок.
Уважаемые гости сайта, поддержите в комментариях эту тему! Когда возникает конструктивное общение, это всегда идет на пользу делу!
Действующий ГОСТ
В настоящее время продолжает действовать государственный стандарт 14953-80. Он регламентирует техусловия для зенковки, типовые размеры инструмента, материал для его изготовления. Описываются в стандарте и режимы работы оборудования в зависимости от механических характеристик обрабатываемого материала.
Скачать ГОСТ 14953-80
Таблицы для подбора типовых зенковок служат подспорьем для конструкторов и технологов при определении параметров конструкции и разработке техпроцессов.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.