Металлы, сплавы, специальные лигатуры, шлакообразующие присадки и другие материалы, которые используют для приготовления различных сплавов, в литейном производстве называют шихтовыми материалами или шихтой. В состав шихты входят: свежие материалы (доменные чугуны различных марок, медь, алюминий, цинк, никель и др.), которые поступают в литейные цехи с металлургических заводов; лом черных сплавов и лом цветных сплавов, представляющие собой переработанные промышленные отходы; специальные ферросплавы и лигатуры (промежуточные сплавы более тугоплавких элементов с легкоплавкими), поступающие с металлургических заводов; отходы литейного производства и механических цехов (литники, прибыли, бракованные детали и брикетированная стружка). Количественное соотношение различных материалов в шихте зависит от качества исходных материалов и от требований, которые предъявляют к изготовляемым сплавам.
Основные типы плавильных печей
В литейном производстве используются плавильные печи, работающие на твердом, жидком или газообразном топливе (коксе, нефти, мазуте, газе), и печи электрические. К первому типу печей относят вагранки и тигельные печи, ко второму типу — дуговые электрические печи и электрические индукционные печи. Наибольшее распространение для плавки чугуна получили печи шахтного типа—вагранки. Серый чугун, получаемый в этих печах, используют для отливок различных по сложности деталей. В электрических печах плавится сталь, легированный чугун, а также белый чугун, перерабатываемый затем в ковкий чугун. Схема вагранки приведена на рис. 35. Вагранка представляет собой шахтную печь, основой которой является сварной металлический кожух 1, футерованный изнутри огнеупорным кирпичом 2. Щель между кожухом и футеровкой засыпается сухим кварцевым песком 3. В верхней части вагранки находится загрузочное окно 4. Часть шахты вагранки, расположенная ниже загрузочного окна, футеруется чугунными пустотелыми кирпичами 5, которые предохраняют ее от разрушения при загрузке шихты 7.
Загружают вагранку с помощью скипового подъемника или консольного крана. Верхняя часть вагранки заканчивается искрогасителем 6.
Для поддержания горения в вагранке через специальные отверстия 8, называемые фурмам и, подается воздух (дутье), нагнетаемый вентилятором. Расплавленный чугун по поду 9, расположенному в нижней части шахты, стекает через специальное отверстие и желоб в копильник 10. В начале работы в вагранку загружают слой кокса высотой 500—1500 мм и поджигают его. Этот слой кокса называется холостой колошей. Затем на холостую колошу загружают рабочую коксовую колошу, флюс и первую порцию металлической шихты. После загрузки материалов через фурмы подают воздух, необходимый для горения топлива. В плавильном поясе чугун и шлаки расплавляются и стекают в горн вагранки. Образующиеся газы, поднимаясь вверх, нагревают металлическую шихту и топливо, а затем уходят в трубу.
По мере сгорания кокса и плавления чугуна загружаемая в вагранку шихта опускается вниз, а на ее место загружают новые порции шихтовых материалов. В процессе плавки жидкий чугун скапливается в горне вагранки. Шлак всплывает на поверхность чугуна и периодически выпускается через шлаковую летку. Накопившийся чугун сливается через летку по желобу в специальный копильник, а затем в ковш. Производительность вагранок 0,5—30 т чугуна в час.
В целях пожарной безопасности и предохранения от загрязнения окружающей местности вагранки снабжают искрогасителями, которые одновременно являются и пылеуловителями.
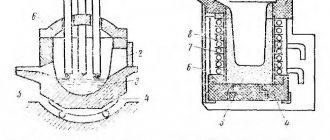
Для плавки стали в литейных цехах используют мартеновские и электродуговые печи с основной и кислой футеровкой, а также индукционные тигельные печи.
На рис. 36 показана схема дуговой электропечи. Источником тепла в этой печи является электрическая дуга, возникающая между расплавом 3, находящимся в ванне печи 4, и тремя графитовыми электродами 1 (проходящими через свод печи 6), по которым подается электрический ток. Вместимость таких печей составляет 1,5—10 т. Длительность плавки 1,5—4 ч. Приготовленный металл выливается при наклоне печи, осуществляемом специальным механизмом, через желоб 5. Загрузка шихты в печь производится через окно 2 или через свод печи, поднимаемый и поворачиваемый специальным механизмом.
Плавка стали в дуговой электрической печи состоит из следующих операций: заправки электропечи, завалки шихты, расплавления шихты и разливки готовой стали.
Индукционная печь (рис. 37) состоит из каркаса 6, сделанного из немагнитного материала, внутри которого находится индуктор (катушка), выполненный из витков 7 медной трубки, по которым протекает охлаждающая вода. Витки отделены друг от друга изоляцией ‘8. Плавильный тигель 5 в этой печи выполнен из набивной футеровки. Верхние части футеровки 1 и 3 и ее нижняя часть 4 делают из фасонных огнеупорных кирпичей, слой 2 выполняется огнеупорной обмазкой. Источником тепла в этих печах является индукционный ток, возбуждаемый в загруженной в тигель шихте при пропускании по индуктору переменного тока повышенной частоты.
Читать также: Регулятор крутящего момента шуруповерта
Рис. 38. Дуговая однофазная электропечь для плавки медных сплавов
Плавка цветных сплавов производится в тигельных печах с мазутным или газовым отоплением, в электрических печах сопротивления, а также в дуговых или индукционных электрических печах.
Медные сплавы плавят в тигельных, пламенных и электрических печах. Наиболее широко применяют дуговые однофазные электрические печи типа ДМК (рис. 38). Печь представляет собой металлический барабан 1, футерованный огнеупорным кирпичом 2. Тепло, необходимое для расплавления меди, создается электрической дугой, возникающей между двумя горизонтально расположенными электродами 3. Установленный на роликах 4 барабан 1 может поворачиваться на определенный угол двигателем и зубчатой передачей.
Шихтовые материалы загружают через рабочее окно, снабженное желобом, по которому выпускают готовый расплав. Для выплавки медных сплавов шихтовыми материалами служат чушки, машинный лом, отходы собственного производства и т. д. В процессе плавки меди, цинка и свинца выделяются вредные газы и пары, поэтому плавильные печи снабжают мощной вытяжной вентиляцией.
Алюминиевые сплавы плавят в тигельных и пламенных печах, электрических печах сопротивления и индукционных печах. На рис. 39 показана тигельная печь с газовым обогревом для плавки алюминиевых сплавов. Печь имеет огнеупорную футеровку 1, внутрь которой вставлен чугунный тигель 2. Газ подводится в горелку 4 и сгорает в пространстве между футеровкой и тиглем. Отверстие 3 предусмотрено для выпуска металла при прогорании тигля. Продукты горения и газы из сплава отводятся вытяжным колпаком 5. Печь подвешена цапфами на боковых опорах и может наклоняться с помощью штурвала и червячной передачи.
В отличие от промышленного оборудования, самодельная печь для плавки металла — компактное приспособление. На таком портативном оборудовании можно вести выплавку, закалку или плавку цветных металлов.
Плавка металла и чугуна
Печь для плавки металла представляет собой корпус, изготовленный из шамотного кирпича. Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.
Печь для переплавки металлов должна иметь тигель. Это может быть эмалированный или чугунный казанок. Месторасположение тигля — рядом с горящим коксом. С целью улучшения поддува рядом устанавливают вентилятор. Оборудование применяется для выплавки стали, но можно использовать как печь для выплавки чугуна.
Преимущества и недостатки
Применение электродуговых печей для выплавки стали широко используется в металлургической промышленности. Основными преимуществами использования такого оборудования является возможность проведения таких операций:
- расплавка шихты независимо от ее состава;
- быстрый нагрев металла в печи;
- регулировка температурного режима;
- раскисление металла и получение в результате материала с низким содержанием примесей.
При переплавке стали в печном агрегате создаются все условия для снижения угара легирующих компонентов. Это обеспечивает снизить потери металлов в результате окисления при высоких температурах.
Электродуговые агрегаты широко используются в промышленных целях для переплавки различных металлов. С их помощью можно получить качественные крепкие стальные сплавы. Эффективность работы дуговой печи во многом зависит от качества теплового прибора. Поэтому приобретать следует надежное оборудование у известных и проверенных производителей.
Электрические печи для плавки металла
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
- Вытачиваются из щеток электрического мотора.
- Сбору сверлятся отверстия 6 мм.
- В них пропускается провод, сечением 5 мм.
- Для закрепления проводки вбивается гвоздь.
- С целью улучшения контакта с графитом, напильником, делаются насечки.
В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.
Устройство
Дуговая печь с подовым электродом или другой конструкции имеют единый принцип устройства таких агрегатов:
- графитированные электроды для электродуговых печей – 3 шт. их устанавливают в специальные держатели, к которым подключены кабели подводящие электроэнергию;
- корпус печи выполняется цилиндрической формы. Нижняя часть выполнена в виде сферы, в нее укладывается шихта. В пространстве между электродами, после подачи нагрузки, возникает дуга, и плавильный материал постепенно расплавляется и доводится до жидкого состояния. Внутренняя часть пода выкладывается из огнеупорного материала, способного выдерживать длительное воздействие высоких температур;
- наружная часть закрывается при помощи стального корпуса, в плоскостях которого закреплена управляющая автоматика с множеством датчиков и термопар. Модели печей могут дополнительно оснащаться системой водяного охлаждения;
- для слива расплава изготовлен специальный желоб;
- на лицевой стороне выполнены несколько полостей с дверками для контроля над ходом плавки, забора проб для химического анализа готовности и качества стали;
- в корпусе делается несколько полостей для удаления шлаков и добавления легирующих добавок и внесения корректировки в состав стали.
Для нормальной работы потребуется оснастить конструкцию высоковольтным понижающим трансформатором, подключенным к линии ЛЭП, ковшами для слива готовой стали и кранами для загрузки шихты и других добавок. Для обеспечения работы агрегатов устанавливается предохранительная арматура и система аварийного отключения питания, а также блок автоматического управления работой печи.
Такое общее устройство имеет дуговая плавильная печь. Но конструкция может изменяться при разных вариантах печей.
На рисунке указана общая схема электродуговой печи.
Размер электродуговой печи может повлиять на выбор мощности трансформатора, габариты электродов и толщину стен, но общий принцип конструкции остается неизменным.
Размеры электродов подбираются согласно данным установочных документов.
Какие стали можно получить в дуговых печах?
На вопрос, какие стали можно получить в дуговых печах, опытный металлург, не задумываясь, ответит – всевозможные и даже чугун. Даже в сетевых играх «space engineers» и «immersive engineering» вы найдете способы постройки таких печей и производства различных сплавов и сталей. Электродуговые конструкции используются для производства в промышленных и лабораторных или домашних масштабах:
- конструкционной или легированной стали с различными уровнями содержания углерода и легирующих добавок;
- тугоплавких сплавов;
- расплава золота, серебра и других металлов в небольших количествах для ювелирной или домашней мастерской;
- изготовление всех марок чугуна и для переплавки его в легированную сталь;
- высокотемпературные стали используются для выращивания монокристаллов, плавки оптического стекла и волокон.
Муфельная печь
Муфельные печи часто используются для термообработки деталей. Такое оборудование характеризуется большим температурным диапазоном, от 20 до 1000 градусов.
Муфельная печь для закалки металла работает на разных видах энергии. Однако в домашних условиях лучше применять агрегат, работающий на электроэнергии. Закаливание ведется в муфеле печи.
Муфельная печь своими руками изготавливается за несколько этапов:
- Изготовление муфеля ведется из шамотного кирпича. Из-за круглой формы корпуса печи, у них скашиваются углы. В каждом кирпиче выбираются канавки, куда ведется закладка спирали.
- Если муфельная печь для плавки изготавливается из духовки, то внутри она обкладывается огнестойким кирпичом. В кладке прорезаются канавки для спирали.
- Изготовленная из огнеупорного кирпича камера, помещается в корпус, сделанный из стали. На дно укладывается изоляция. Зазор между боковыми стенками камеры и корпуса составляет 4 см, куда вставляется утеплитель. Верх состоит из 2 слоев металла и утеплителя.
- В корпусе сверлятся отверстия, и через них выводятся концы спирали, которые подключаются к сетевому кабелю.
- В случае использования духовки, утеплитель не требуется. Он в ней уже предусмотрен.
Читать также: Понижающая передача на мотоблок
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Индукционный нагрев
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Плавка алюминия
Изготовить печь для плавки алюминия своими руками вещь реальная. В промышленном производстве, агрегаты с названием — печи карусельного типа — очень дорогостоящие.
Чтобы понять, как сделать печь для плавки алюминия, нужно понять их принцип действия. Существует несколько видов, где проводится плавление цветного металла.
Мини-печь
Берется автомобильный диск и закапывается в землю так, чтобы верхний срез не выступал наружу. Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.
Металлический бак
Изготовить печь для алюминия можно из металлического бака. Например, корпуса стиральной машины с вертикальной загрузкой. Внутренняя часть конструкции выкладывается огнеупорным кирпичом. Снизу монтируется труба для подачи воздуха. Таким образом, получается переносное оборудование.
Из бутылки
Один из необычных способов, каким расплавляют алюминий. Вокруг бутылки наматывается проволока нихром. Предварительно поверхность бутылки смазывается маслом. Сверху наносится смесь жидкого стекла и глины. Просушивание ведется в течение недели. Затем наматывается еще слой проволоки и наносится глина. После 7 дней, бутылка вынимается и остается только термостойкая оболочка. К концам проволоки подключается напряжение для накаливания нихрома, а в очаг загружается сырье.
Кто изобрел?
Дуговая электрическая печь, а именно эффект плавления металла с помощью электрической дуги был впервые показан отечественным ученным Поповым в начале 19 века. Такие опыты показали, что с помощью электродуговой установки можно не только расплавлять металл и стали, но и восстанавливать новые материалы из окислов при нагревании совместно с углеродистыми восстановителями. Эти опыты стали прародителем электрической дуговой сварки.
Но параллельно с Поповым, исследования проводились и зарубежными ученными. Уже 1810 году Дэви Гемфри была показана первая экспериментальная установка горения дуги, а в 1853 была осуществлена попытка построения первой плавильной печи Пишоном. 1878 – год, когда Вильгельмом Сименсом был получен патент на изобретение первой печи, работающей на электродуге. Но первая в мире сталеплавильная дуговая установка появилась только 1899 году. Поэтому, споры кто изобрел это устройство тянутся до наших дней.
Широкое применение в сталеплавильной промышленности таких устройств началось после окончания 2 Мировой войны.
Несколько фото электродуговых печей:
Плавка свинца
Электрическая печь для плавки свинца состоит из следующих элементов:
- Круглый кожух, сделанный из нержавейки, внутри которого проложен утеплитель. Он прикреплен кронштейнами к стене.
- Снизу подводится промышленный ТЕН.
- Сверху расположен клапан поворотного типа.
- Датчик, который находится на расстоянии 3 см от дна.
- Сбоку расположен температурный регулятор.
Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.
Плавка меди
В домашних условиях для плавки меди можно использовать материал пенобетон. Вырезается из такого материала 2 цилиндра, диаметром 100 мм. Высота одного 100 мм, а второго 15. Накладывая один на другой, сверлится посередине отверстие диаметром 15 мм. В большем цилиндре, посередине, изготавливается отверстие в виде воронки на глубину 85 мм. В середине цилиндра, с наружной стороны, прорезается канавка и ведется стяжка проволокой. Она нужна для того, чтобы деталь не развалилась от температуры.
На газовую плиту, ставится переходник. Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Плавка золота и серебра
Печь для плавки золота легко сделать в домашних условиях. Она применима и для плавки серебра.
Порядок работы следующий:
- Берется шамотный кирпич и разрезается на 2 части. Победитовым сверлом диаметра 48 мм, делается в одной половинке, в середине, сквозное отверстие. А во второй отверстие сверлится на половину высоты.
- Через отверстие, проводится спираль и обе половинки стягиваются болтами, отверстия для которых сверлятся с боков.
- Сверху устанавливается графитовый тигель.
- Изготавливается металлический каркас и обе половинки вставляются в него.
- Все боковые зазоры замазываются глиной.
- К выведенным концам спирали подводится напряжение.
- В тигель бросаются куски золота или серебра.
- В процессе нагрева идет расплавление цветного металла.
Изготовление печей для плавки металла своими руками процесс сложный, но выполнимый. Для этого нужно изучить характеристики видов оборудования. Определиться какое из них наиболее предпочтительно к данным условиям. Затраты на изготовление быстро себя окупят.
На крупных предприятиях системы Вторчермета экономически выгодно производить не только первичную переработку металлолома, но также и его плавление с последующей прокаткой полученных полуфабрикатов — слитков. Этим повышается рентабельность функционирования таких предприятий, поскольку эксплуатационные затраты на приобретение оборудования окупаются быстрой реализацией продукции. Она, при условии соблюдения технических норм производства, оказывается практически того же качества, что и сталь, выпущенная на специализированных металлургических комбинатах. Первым звеном в этой цепи являются печи для выплавки металла из металлолома.
Читать также: Какие бывают стержни для клеевого пистолета
Какую плавильную печь выбрать и где её купить
При выборе такого оборудования необходимо ориентироваться на то, какие именно задачи с его помощью планируется выполнять.
Смотрите также:
Управляемые подмагничиванием шунтирующие реакторы — что это за оборудование и сфера применения https://euroelectrica.ru/upravlyaemyie-podmagnichivaniem-shuntiruyushhie-reaktoryi-chto-eto-za-oborudovanie-i-sfera-primeneniya/.
Интересное по теме: Виды пневматики и тормозных систем для коммерческого транспорта от компании Knorr-Bremse
Советы в статье «Обзор характеристик тепловентилятора Volcano VR mini AC» здесь.
Приобрести сегодня оборудование для металлургической промышленности можно у крупных поставщиков либо напрямую у производителей. Как правило, и те, и другие предлагают доставку, пусконаладочные работы, обслуживание, ремонт и другие услуги.
Виды печей для получения слитков из металлолома
Из всего многообразия плавильных агрегатов, предназначенных для плавки металлолома, наибольшее практическое применение находят два вида: электродуговые печи и печи электрошлакового переплава. Первые более подходят для производств со сравнительно небольшим товарооборотом, вторые – более производительные и позволяющие автоматизировать процесс выплавки – устанавливаются на крупных предприятиях.
Каждый из указанных типов плавильного оборудования имеет свои преимущества и недостатки. Например, дуговые печи отличаются более высоким КПД и возможностью в одном и том же агрегате производить плавку различных сортов стали. В свою очередь, в печах электрошлакового переплава металл получается более высокого качества. Например, в слитках, полученных этим способом, отсутствует газовая пористость, а конечный металл выходит гораздо более чистым, что способствует увеличению спроса на него. В отличие от электродуговых печей печи электрошлакового переплава могут быть заказаны и на неспециализированных металлообрабатывающих производствах.
Оба типа оборудования одинаково подходят для получения не только чёрных, но и цветных металлов. Преимущество дуговых печей при этом заключается в том, что для строительства таких печей потребуются значительно меньшие площади.
Принцип работы сталеплавильных электродуговых агрегатов
Основной функцией дуговых печей является выделение тепла дуге, за счет высокого скопления электроэнергии. Благодаря этому выполняется плавка металла со значительной скоростью нагрева.
Гореть дуга может как в парах перерабатываемого материала, так и в обычной атмосфере. Самыми востребованными в промышленной сфере являются электродуговые сталеплавильные печи. Для производства стали расходуется вторичное сырье – лом. Процесс его расплавки состоит из нескольких этапов:
- подымается свод;
- загружается в печь шихта с помощью специального крана;
- свод закрепляется на место;
- подается электрическое питание на электроды;
- электропроводники касаются загруженного в агрегат лома;
- образуется межфазное замыкание;
- срабатывает автоматический подъем держателей с электродами;
- происходит загорание электрической дуги.
Таким образом, начинается работа печи, которая происходит при высокой температуре мощности. Состоит она из таких основных стадий:
- Расплавление металлического лома. Накаленная шихта покрывается защитной пленкой, которая преграждает к материалу доступ вредных газов. При этом осуществляется впитывание различных плохо влияющих на качество металла веществ.
- Процесс окисления. Происходит корректировка вредных элементов. В это время повышается температура в агрегате. Ее значение становится на 120 градусов выше установленного для плавки металла предела. Фосфор и сера должны занимать в общем составе не более 0,15 процентов. Также осуществляется контроль уровня водорода и азота.
- Восстановление. С материала устраняются элементы серы, и состав металла доводится до нормативных показателей.
Процесс работы печного устройства во многом зависит от его конструктивных и функциональных особенностей.
Электродуговые печи для плавки лома
Наиболее компактная печь электродугового переплава состоит из следующих узлов:
Устройство дуговой печи
- Графитизированных электродов, с помощью которых к расплавляемой массе металла подводится электрический ток (с увеличением числа электродов производительность агрегата возрастает, но их увеличение более трёх параллельно и усложняет конструкцию печи).
- Цилиндрического стального корпуса, которые внутри облицлван кислыми или щелочными футеровочными материалами.
- Подиной, куда загружается исходный материал (лом).
- Огнепрочного свода с отверстиями, через которые подводятся электроды.
- Узла выпуска готового расплава с отводящим жёлобом.
- Привода для поворота и наклона корпуса для слива полуфабриката.
- Опорной рамы.
Для функционирования такой печи при переплавке подготовленных металлоотходов потребуется шихта – добавки и примеси, обеспечивающие получение металла необходимого качества. При выплавке легированных сталей достаточно иметь на подине сырьё необходимого химического состава. В условиях действующих предприятий Вторчермета это выполнить трудно, поскольку необходима предварительная и точная сортировка металлолома по сорту стали.
Электродуговая печь Siemens
В состав сырья для загрузки печи входят:
- Предварительно размельчённый или порезанный для мерные фрагменты металлолом;
- Чушки из передельного чугуна;
- Кокс или бой электродов;
- Известь, предназначенную для раскисления.
Процентный состав составляющих должен быть точно рассчитан для получения стали необходимого качества в соответствии с требованиями ГОСТ 1050. На практике это возможно далеко не всегда, поэтому в большинстве случаев ограничиваются выплавкой стали с заданными механическими свойствами, т.е., обыкновенного качества по ГОСТ 380.
Получение стали происходит в следующей последовательности. После опускания электродов до контакта с ломом, включают ток и производят расплавление сырья. В подаче воздуха в рабочее пространство печи происходит окисление компонентов сырья, а образующиеся шлаки связывают вредные добавки – серу и фосфор. При достижении температуры расплава более 1560 0 С, производится удаление шлаков, после чего выполняют раскисление жидкого металла алюминием и силикатами кальция. Готовую продукцию по жёлобу сливают в подготовленные под заливку формы.
Старый советский обучающий фильм — Устройство дуговой электросталеплавильной печи (современные конструкции печей принципиально ни чем не отличаются).
Печи для обжига сырья и полупродуктов
Многоподовая печь представляет вертикальный цилиндр диаметром 4—8 м и высотой 4—12 м, разделенный по высоте горизонтальными подами. Исходная шихта загружается на верхний под и последовательно перемещается с пода на под перегребающим устройством, состоящим из центрального вала и рукоятей с гребками. Топливо и воздух подаются в печь через окна, имеющиеся на каждом поду.
Барабанная вращающаяся печь имеет форму горизонтально расположенного цилиндра диаметром 2—5 м и длиной 20— 150 м. Шихта и топливо поступают в печь обычно с противоположных концов печи. Движение шихты происходит вследствие вращения и некоторого наклона самой печи.
Агломерационная машина состоит из непрерывно движущейся цепочки стальных решеток шириной 1—4 м и длиной 10—50 м. Шихта насыпается слоем на поверхность решеток и зажигается в голове машины, а воздух, необходимый для обжига, просасывается через слой материала на решетках.
Печь для обжига в кипящем слое представлена камерой, имеющей поперечный размер 2—8 м и высоту 3—15 м. Воздух, поступающий в печь через под с большим числом отверстий, поддерживает обрабатываемый материал в состоянии непрерывного движения, напоминающего кипение жидкости.