
Проводником является материал с небольшим сопротивлением, через который передается электрический ток. Благодаря тому, что сопротивление проводника маленькое непродуктивные потери электричества незначительны. Это обычная практика построения электрических схем. Но случаются и другие задачи, с точностью «до наоборот». То есть, сопротивление проводника нужно довести до максимально возможного значения.
Необходимость чаще всего диктуется завышенными показателями тока. Их значение необходимо подогнать под определенные требования, которые меньше от номинальных. Для таких целей и был изобретен балластник. Он ускоряет сварочный процесс и делает его проще. Балластный реостат – это специальное устройство, предназначенное для регулировки тока в процессе выполнения сварочных работ.
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели сварочных аппаратов, также его можно купить отдельно.
Кроме того, баластник можно соорудить самостоятельно без особых проблем. Нужно заметить, что каждый уважающий себя мастер сварки имеет в своих запасниках такое устройство.
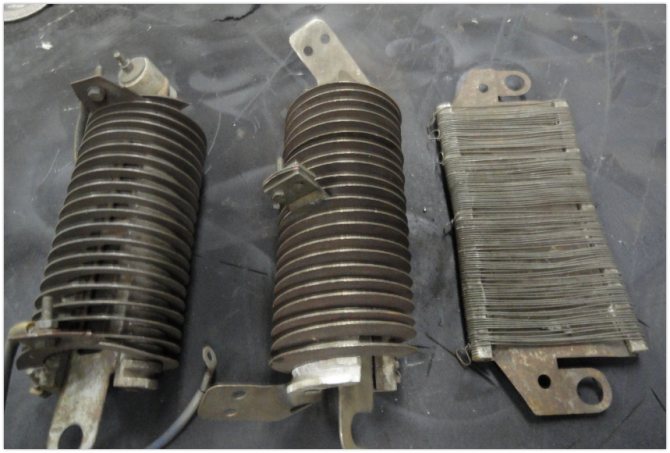
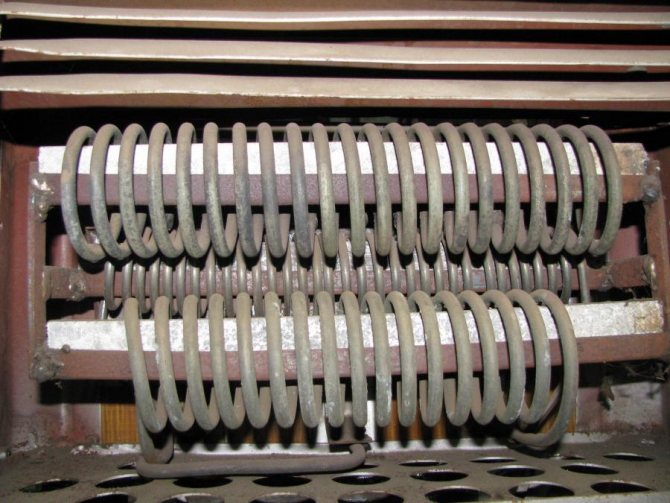
По принципу своего действия сварочный баластник является точкой препятствия на пути перемещения электрического тока, это «пункт» высокого сопротивления. С внешней точки зрения он похож на сложную толстую пружину.
Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А. Если подключить к этой цепи баластник, электрический поток начнет терять силу и на выходе имел бы всего 10 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Классификация
Баластники почти не отличаются по своему принципу действия или кострукции, но могут иметь ряд особенностей. От них будет зависеть диапазон значений, который мы можем выбрать для установки нужного сопротивления. Итак, баластники отличаются по следующим параметрам:
- Длине пружины. Здесь все просто — чем пружина длиннее, тем нужно больше времени, чтобы ток смог пройти через все витки.
- Металлу. Баластники изготавливаются из различных металлов, каждый из которых имеют свой коэффициент сопротивления. Чем мощнее и серьезнее сварочный аппарат, тем тщательнее подбирается материал баластника.
- Толщина. Как отдельных витков, так и всей пружины в целом. От этого зависит, насколько сильным будет показатель сопротивления. Показатель толщины тесно взаимосвязан с показателем длины.
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент. Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника.
У такого реостата всего две рабочие функции:
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Популярные модели
Линейка балластников с маркировкой «РБ» – это 5-ти и 6-ти позиционные варианты с шагом значений от 5-ти до 10-ти ампер. Числовое обозначение соответствует диапазону от минимального до максимального значения сварочного тока.
РБ-302
При полуавтоматической и ручной сварке в режиме от 30 А до 70 А к трансформаторам, выпрямителям, генераторам рекомендуется подключать эту модель сварочного реостата. Продолжительность включения не менее 10 минут, этого времени достаточно для сварки в гараже, дома.
Реостат с 6-позиционным переключателем, работает с оборудованием, подключаемым к однофазной сети 220 В и трехфазной 380 В. Корпус, внутренние элементы выполнены из современных материалов, металлические элементы фехралевые, опорные пластины – керамические.
РБ-306
Это резисторная модель с усовершенствованной системой охлаждения. Сопротивления модульные, из 3 мм фехралевой проволоки, их проще менять. Первая ветка представляет собой трубчатый нагреватель. Регулировка силы тока довольно точная. Реостат сочетается с резаками, мощностным варочным оборудованием. На базе РБ-306 собирают модификации ББР для многопостовой сварки.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
В работе с алюминием, к примеру, переменный ток нужно регулировать в очень небольших пределах, всего лишь до 20%. В этом случае происходит неполная компенсация постоянной составляющей тока.
Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
Источник
Балластный реостат
Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.

Его подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.

Схема балластного реостата
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Принцип действия и конструкция
Итак, как работает баластник? Говоря простыми словами, ток, беспрепятственно проходящий по цепи, сталкивается с высоким сопротивлением в определенной точке, из-за чего теряет свою величину. «Виновником» высокого сопротивления как раз и является баластник, включенный в цепь.
Визуально балластник для сварочного аппарата представляет собой большую пружину со множеством толстых витков. Эта пружина и создает балластное сопротивление. К пружине подключается регулятор, с помощью которого можно изменять значение сопротивления на большее или меньшее, а значит изменять и силу тока. Регулятор представляет собой передвижной контакт, который перемещают вдоль и тем самым уменьшают или увеличивают длину прохождения тока по баластнику. Баластники — это неотъемлемые элементы арсенала любого опытного сварщика.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
Параллельное соединение секций позволяет оптимально комбинировать работу каждой, что очень важно для сварочного аппарата, которым выполняются соответствующие работы. Шаг регулировки силы тока обычно находится в диапазоне от 5 до 10 А.
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Балластный реостат РБ-302
РБ-302 – один из наиболее распространенных типов реостатов, технические характеристики которого позволяют работать при силе тока от 10 до 315 А. Данное устройство можно использовать при выполнении различных типов сварочных работ, в том числе ручных операций или при работе с полуавтоматом. Его можно применять совместно с выпрямителями и генераторами.

Балластный реостат РБ-302
РБ-302 оснащен системой воздушного охлаждения, что позволяет значительно расширить сферу его применения. Аппарат работает от сети 380 В. Может использоваться при подключении к различным типам источников питания, кроме некоторых типов трансформаторов. При работе с ними рекомендуют параллельно подключать несколько реостатов.
Это устройство, как и большинство аналогов, позволяет работать в двух диапазонах, 5 и 10 А. Состоит из шести рабочих секций, регулировка которых выполняется с помощью специальных контактных ножей. Диаметр проволоки, используемой в секциях, составляет 2,2 мм. Изоляция состоит из керамических пластин.
При использовании данного аппарата следует проводить периодический контроль, который выполняется путем измерения фактического сопротивления изоляции и сравнения с показателями корпуса.
Балластный реостат РБ-306
РБ-306 – следующее поколение из известной линейки реостатов. Данный вид призван стать решением проблем, которые часто возникают при использовании РБ-302. Среди них можно выделить частые поломки резисторов и перегрев самого аппарата. При разработке новой модели все недостатки предыдущего устройства были исправлены.
Новый корпус был разработан с увеличенным количеством отверстий, предназначенных для ускоренного охлаждения. Проволока секций изготовлена из фехрали.
Усовершенствованная схема расположения рабочих элементов позволяет быстро и беспроблемно проверять и заменять их.

Балластный реостат РБ-306
Данное устройство позволяет проводить резку металла. Для этого нужно собрать блок вышеуказанных реостатов, который используется вместе с выпрямителем.
Для эффективного использования реостата следует придерживаться определенных правил, среди которых следует выделить соблюдение климатических условий, чистоты рабочей зоны, а также постоянную диагностику аппарата на исправность. Это лучше делать в специальных сервисных лабораториях.
Источник
Балластный реостат. Настройка сварочного тока

Основой стабильного протекания сварочного процесса является поддержание требуемой вольтамперной характеристики дугового разряда. В инверторных сварочных установках это достигается вследствие двухстадийного преобразования рабочего тока и определённой периодичности включения и выключения аппарата. Для остальных случаев в схеме должен присутствовать балластный реостат.
Назначение и устройство балластного реостата
Для формирования крутопадающей вольтамперной характеристики рабочего тока во время сварки, балластный реостат должен выполняет две функции: дискретно регулировать силу тока, и компенсировать его постоянную составляющую, которая возникает при питании сварочного поста от трансформатора.
Эффективность балластного реостата определяется числом его рабочих секций, каждая из которых представляет собой последовательную электрическую цепь из резистора с определённым сопротивлением и рубильника, механически разрывающего эту цепь. Соединение секций – параллельное, что создаёт наилучшие возможности для комбинированного включения в работу каждой из них. В результате регулировка тока может выполняться с шагом 5…10 А, чего в большинстве случаев бывает вполне достаточно. В общую цепь сварочного поста балластный реостат подключается последовательно источнику тока.

Конструктивно балластный реостат представляет собой агрегат, состоящий из:
Все элементы управления выводятся на одну из внешних панелей корпуса. В наиболее современных конструкциях балластных реостатов в корпус встраиваются вентиляторы, устраняющие перегрев аппарата при длительной работе на больших токах (в противном случае для этого приходится последовательно подключать несколько балластных реостатов), а также конденсаторные батареи, которые компенсируют постоянную составляющую тока, возникающую при специальных процессах сварки, в частности, алюминия.

Линейка РБ наиболее распространённых балластных реостатов, выполненных по вышеописанной схеме, включает в себя следующие типоразмеры:
КАКИЕ БЫВАЮТ БАЛАСТНИКИ?
Принцип действия и строение всех балластных реостатов (в т.ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
По этой характеристике их можно поделить на такие группы:
- В зависимости от длины пружины, чем она длиннее, тем медленнее через нее будет проходить ток.
- В зависимости от типа металла. Коэффициенты сопротивления разных металлов отличаются. Если ваш сварочный аппарат имеет высокую мощность, нужно очень внимательно подбирать материал, из которого будет сделан балластный реостат.
- В зависимости от толщина витков и пружины. Этот параметр влияет на величину сопротивления. Он тесно связан с длинной прожины.
Балластный реостат РБ-302
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями. Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А. Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.

Балластный реостат модели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.

Большая Энциклопедия Нефти и Газа
Cтраница 2
Балластный реостат служит для ступенчатого регулирования величины сварочного тока. Он состоит из нескольких элементов сопротивления, изготовленных из константановой проволоки с высоким омическим сопротивлением и включенных в сварочную цепь с помощью рубильников. [16]
Балластный реостат — дополнительное устройство, подключаемое последовательно к источнику питания и состоящее из набора нихромовых проволок, заключенных в металлический корпус. Применяется при многопостовой сварке для формирования падающей вольтамперной характеристики системы питания и дискретного регулирования сварочного тока или в случае необходимости дополнительного более тонкого регулирования режима сварки. [17]
Балластный реостат ( рис. 5.101) — электротехническое устройство, предназначенное для создания падающей вольтамперной характеристики питающей системы и ступенчатого регулирования сварочного тока. [19]
Балластный реостат применяется в многопостовых системах питания, а также может быть применен совместно с однопостовыми источниками питания для расширения диапазона регулирования сварочного тока в малоамперной области. [20]
Балластные реостаты ( табл. 4 — 45) предназначены для ступенча того регулирования сварочного тока при использовании многопо стовых источников питания. [21]
Балластный реостат включается последовательно в сварочную цепь для обеспечения устойчивого горения дуги на разных токах. [22]
Балластные реостаты устанавливаются в кабине. Вентиляция кабины осуществляется местным отсосом. [23]
| Принципиальная схема включения многопостового сварочного генератора. [24] |
Балластные реостаты должны обеспечивать широкие пределы регулирования сварочного тока. При номинальных токах 200, 250 и 350 А пределы регулирования должны составлять соответственно 50 — 200, 80 — 250 и 100 — 350 А. Реостат должен обеспечивать постоянство устанавливаемого тока в пределах 5 %, причем ступени регулирования обычно составляют 10 — 15 А. Температура кожуха реостата при длительной работе, как правило, не должна превышать 200 С. Исходя из напряжения многопостового генератора 60 В и напряжения дуги при сварке металлическим электродом около 20 В, балластный реостат обычно рассчитывается на погашение напряжения около 40 В. [25]
Балластный реостат служит для ступенчатого регулирования тока, дроссель — для частичной компенсации постоянной составляющей тока. [27]
Балластный реостат РБ-200 ( рис. 23) имеет пять рубильников, переключением которых устанавливают сопротивление реостата. [28]
| Схема балластного реостата РБ-300. [29] |
Балластным реостатом РБ-300 сварочный ток регулируется в пределах от 15 до 300 А. [30]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Балластный реостат РБ-306
Эксплуатация модели РБ-302 выявила ряд ограничений. Быстрый выход из строя резисторов вследствие их перегрева и недостаточную точность регулировки по току. В частности, при длительных ПВ реостат сильно перегревается, что вынуждает применять аналогичный аппарат, подключаемый параллельно основному.
Модель РБ-306 лишена этих недостатков. Корпус аппарата выполнен с увеличенным количеством жалюзи, которые улучшают обдув элементов резисторных плат, а в качестве материала проволок использованы фехралевые пружины диаметром 3 мм. Первая ветка – на 6 А – собрана в виде трубчатого электронагревателя.
Модульная схема размещения элементов сопротивления облегчает их диагностику и замену. В результате указанных конструктивных изменений при тех же размерах и весе агрегата удалось расширить диапазон управления токами сварки и повысить точность регулировки.

На базе РБ-306 собираются блоки балластных реостатов (маркируются ББР), которые используют при электродуговой резке металлов. ББР эффективны в случае многопостовой сварки, применяются и для управления сварочным током от выпрямителей автоматических сварочных аппаратов.
При использовании балластных реостатов следует придерживаться следующих правил эксплуатации:
Источник
Балясник для сварочного аппарата
Проводником является материал с небольшим сопротивлением, через который передается электрический ток. Благодаря тому, что сопротивление проводника маленькое непродуктивные потери электричества незначительны. Это обычная практика построения электрических схем. Но случаются и другие задачи, с точностью «до наоборот». То есть, сопротивление проводника нужно довести до максимально возможного значения.
Необходимость чаще всего диктуется завышенными показателями тока. Их значение необходимо подогнать под определенные требования, которые меньше от номинальных. Для таких целей и был изобретен балластник. Он ускоряет сварочный процесс и делает его проще. Балластный реостат – это специальное устройство, предназначенное для регулировки тока в процессе выполнения сварочных работ.
Особенности и характеристики
В технической документации балластников для сварки указывается несколько важных параметров:
- номинальный рабочий ампераж при условном «провале» напряжения на зажимах;
- диапазоны регулировки;
- минимальная разность между электротоками токами рядом расположенных секций;
- продолжительность работы под нагрузкой (временной интервал цикла).
Существует классификация балластных реостатов, их различают по нескольким основным признакам:
- по длине цепи, можно добиться тонкой регулировки токовых параметров с высокой точностью;
- виду используемых материалов, у каждого сплава индивидуальное сопротивление (для мощностных сварочников выбирают металл с большим коэффициентом электропотерь, для компактных – с небольшим сопротивлением);
- толщине металлических элементов, от этого зависит сопротивление на единицу длины, размер устройства.
При выборе оборудования для сварки желательно учитывать эти особенности.
Реостат балластный – что это такое. Принцип работы
Принимая во внимание назначение и принцип работы, можно кратко сказать, что балластный реостат представляет собой простую установку для повышения сопротивления при сварке. Он характеризуется простотой устройства и поэтому часто встраивается в продвинутые модели сварочных аппаратов. К тому же реостат можно приобрести в розничной сети отдельно.
По принципу действия устройство является некоей точкой препятствия на пути перемещения электрического тока от источника к кабелю сварочного аппарата. Точка препятствия – ничто иное, как область высокого сопротивления, подключенная к электрической цепи. Визуально он представляет собой толстую пружину. Она комплектуется подвижным контактом. Его перемещение вдоль пружины позволяет изменить длину пути, через который проходит электрический ток. Благодаря этому и изменяется сопротивление в цепи.
Нельзя сказать, что разные представленные на рынке модели устройства имеют какие-либо существенные отличия. Они укомплектованы почти-что одинаково, за исключением некоторых нюансов:
Какова же роль балластного реостата? Если бы его не было, то сила тока на выходе составила бы 250А. Если в электрическую цепь добавить балластник, то с его помощью этот показатель можно уменьшить до 10А. Любое значение в этом коридоре можно выставить в зависимости от вида сварочных работ, применяемых расходников и материалов.
СТРОЕНИЕ И ПРИНЦИП РАБОТЫ
Балластный реостат, в быту называемый баластником, является механизмом, который повышает сопротивление тока и с помощью этого контролирует его силу. Баластник просто в использовании и надежен.
Чаще всего баластник присутствует в конструкции дорогих сварочных аппаратов. Если в вашем аппарате его нет, его можно найти в специальном магазине, но цены будут достаточно высокими.
Конструкция устройства понятно каждому сварщику, так что его легко можно изготовить самостоятельно, своими руками.
Баластник это такой элемент цепи электрического тока, где из-за повышенного сопротивления происходит снижения величины силы тока.
Выглядит он как пружина с множеством витков большого диаметра. Она и отвечает за сопротивление, называемое балластным.
Прибор имеет специальный регулятор, позволяющий повышать или понижать сопротивление, и, соответственно, менять значение силы тока. Этот регулятор передвигается по балластному реостату, меняя его длину, то есть расстояние, которое проходит ток.
Таким образом, изменяется сопротивление.
Сделать балластник своими руками
Чтобы изготовить регулятор своими руками, нужно, прежде всего, найти подходящую по длине и толщине проволоку. Идеально, если она будет из меди. Дополнительно потребуется цилиндр – пластиковая или сделанная из прессованного картона труба. Обязательно нужно купить амперметр, а подвижной контакт можно изготовить из обычной проволоки или другого подручного токопроводящего материала.
Теперь из проволоки следует сделать пружину. Для этого ее нужно намотать на цилиндр, располагаю витки как можно ближе по отношению один к другому. Один конец подсоединяется к проводнику, подающему напряжение, а выходом будет служить подвижной контакт.
После этого наступает очень важный и ответственный этап. Заготовку следует проверить с помощью амперметра. Хорошо, если есть из чего сделать защитный корпус. Можно, конечно, обойтись и без него. Однако в таком случае нарушаются все требования техники безопасности и существует довольно высокая вероятность поражения сварщика электрическим током. Поэтому при работе нужно быть предельно аккуратным и внимательным. И еще один нюанс. Следует понимать, что изготовленный в домашних условиях балластный реостат не настолько точно работает, как заводской аналог.
ДЕЛАЕМ БАЛАСТНИК САМОСТОЯТЕЛЬНО
Самый главный элемент, который необходим для этого – проволока, в нашем примере мы взяли медную, но подходит и из других металлов.
Также вам понадобится цилиндрическая фигура ( можно использовать готовую небольшую трубу или просто сварить новую форму из толстого металла), передивжной контакт( для него подойдет провод от сварочного держателя) и амперметр, для измерения силы тока.
Проволоку нужно накрутить на цилиндрическую форму, располагая витка через каждый сантиметр. Провод от держателя присоединяем к тому концу пружин, где будет находится токоведущий элемент.
Затем остается только измерить силу тока, чтоб понять как именно реостат ее меняет.
Хотя сделать балластный реостат своими руками легко, нужно помнить, что самостоятельно изготовленный прибор может уступать в точности работы заводскому. Чтобы избежать несчастных случаев, работать нужно строго по технике безопасности.
Устройства, сделанные своими руками, не закрыты корпусом, из-за чего их крепление может быть не очень надежным.
Настройка реостата
Качественная сварка возможна только в том случае, если будет обеспечена стабильность электрической дуги, которая выражается в оптимальных вольтамперных показателях. наилучше в этом плане себя зарекомендовали современные инверторы. Хороший результат был достигнут, благодаря двухуровневому преобразованию тока и возможности переключения режимов самого инвертора.
Остальные сварочные аппараты не могут обеспечить такой результат. Поэтому они комплектуются дополнительным устройством регулировки – балластным реостатом. Он дает возможность весьма точно отрегулировать поступающий от трансформатора ток, компенсировать его силу и обеспечить стабильность электрической дуги. Одним из основных его компонентов является нихромовая проволока в схеме параллельного соединения. Каждая из секций реостата подключается к цепи автономно при помощи рубильника.
Каждый реостат имеет две рабочие функции:
Эффективность балластного реостата прямо пропорциональна количеству витков пружины или числу секций реостата. Чем больше элементов можно подключить в цепь, тем сильнее понижается ток на выходе.
Изюминка заключается в том, что в последовательной электрической цепи секции соединяются параллельно. Благодаря такому решению обеспечивается качественный результат. Регулировка напряжения в сварочном аппарате выполняется путем подключения или же, наоборот, отключения одного из элементов сопротивления.
Кнопки, с помощью которых изменяются настройки, выводятся на лицевую поверхность корпуса. Управлять работой сварки просто. Продвинутые модели сварочных аппаратов оснащаются встроенными вентиляторами, которые охлаждают реостат (пружину) при работе с большим током. В устройствах, не имеющих принудительной вентиляции, нужно самостоятельно контролировать количество подключенных секций и время их работы.
Одними из наиболее популярных балластных реостатов являются модели серии РБ. Они имеют пять позиций регулировки значений тока и характеризуются точностью в работе.
Как отрегулировать ток при сварке?
Это достаточно распространённый вопрос, который имеет несколько путей решений. Есть один из наиболее популярных способов решить проблему, регулировка происходит посредством активного балластного соединения на выходе обмотки (вторичной).
На территории Российской Федерации, сварка для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
Регулятор для сварочного тока
В агрегатах, используемых в промышленной зоне, регулировку тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования разного типа.
Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревам и дискомфортом при переключениях.
Более удобным способом урегулировать сварочный ток, можно, если намотать вторичку (вторичную обмотку), сделав отводы, что позволит изменять напряжение при переключении количество витков.
Но контролировать напряжение в широких пределах, в этом случае, не выйдет. Также отмечают определённые недостатки при корректировке из вторичной цепи.
Таким образом, регулятор сварочного тока, на первоначальных оборотах пропускает через себя ток высокой частоты (ТВЧ), что тянет за собой громоздкость конструкции. А стандартные переключатели вторичной цепи, не предполагают нагрузки в 200 А. Зато в цепи первичной обмотки, показатели в 5 раз меньше.
В результате был найден оптимальный и удобный инструмент, при котором регулировка сварочного тока не кажется такой запутанной — это тиристор.
Специалисты всегда отмечают его простоту, удобство в управлении и высокую надёжность.
Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения. При этом средние показатели напряжения снизятся.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора.
После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть.
Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Сварка постоянным и переменным током
В современном мире, в большей мере используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающие с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, которые не плавятся, благодаря этому аргонная сварка становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.
А методы сварки переменным способом делятся на два типа:
- использование неплавящихся электродов;
- штучные электроды.
Сварка постоянным током бывает двух типов, обратной и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателю, а тепло сосредотачивается на заготовке.
А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока.
Их используют для ручной сварки в монтажных работ и в полевых условиях.
Изготовление регулятора
Чтобы изготовить регулирующее устройство для сварочного тока, потребуются такие компоненты:
- Резисторы;
- Проволока (нихромовая);
- Катушка;
- проект или схема прибора;
- Переключатель;
- Пружина из стали;
- Кабель.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели.
Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа.
Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину.
Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки.
С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.
Балластные реостаты серии РБ
РБ-302
Очень хорошая модель, которая составит компанию любому сварочному трансформатору для регулирования тока при ручной или полуавтоматической сварке с использованием электродов. Функционирует параллельно с генераторами и выпрямителями сварочного тока. Модель рассчитана на диапазон 27-30В. Максимальное значение силы тока составляет 70 ампер, а минимальное – 30А. Аппарат укомплектован воздушным охлаждением. Он характеризуется хорошим показателем продолжительности включения, который составляет 60%. Это означает, что максимально допустимая продолжительность включения (непрерывной работы) составляет 10 минут.
В данной модели сила тока регулируется 6-ступенчатым реостатом. Структурные элементы изготовлены из высококачественных материалов. Изоляция выполнена из профилированных керамических пластин, а для производства плато используется специальная жаропрочная проволока.
РБ-302У2
Устройство представляет собой дочернюю модель рассмотренного выше балластного реостата. Разработан специально для эксплуатации в условиях высокой влажности или жесткого УФ-излучения. Его можно использовать для работы на открытых площадках, подвалах и других местах с неблагоприятными условиями.
РБ-306
По сравнению с РБ-302 данный аппарат выглядит предпочтительней. Он не перегревается и значительно точнее в регулировках силы тока. Модель имеет интегрированную высокопроизводительную систему охлаждения. В корпусе предусмотрено большое количество отверстий для вентиляции, что позволяет сделать обдув резисторов максимально эффективным.
Элементы сопротивления имеют модульную структуру. Благодаря этому диагностировать и менять блоки намного проще. Еще большой плюс установки заключается в широком диапазоне значений регулировки силы тока.
Данной маркировкой обозначаются блоки балластных реостатов, скомбинированных из отдельных элементов РБ-306. Системы предназначены для использования при резке металла электродуговой сваркой. Это оптимальное решение для контроля силы тока при выполнении операций подобного характера.
Балластные реостаты для ручной и автоматической сварки
Регуляторы тока и балластные реостаты являются необходимой частью сварочного оборудования. Назначение их — создавать падающую вольт-амперную характеристику в электрической сварочной цепи и регулировать силу сварочного тока. Существующие промышленные регуляторы тока не всегда удовлетворяют требованиям конкретных производственных условий и постоянно совершенствуются. Несколько новаторских предложений описываются ниже. Балластный реостат РБ-700-1 для автоматической сварки под слоем флюса. Для выполнения автоматической сварки под слоем флюса используются многопостовые сварочные выпрямители типов ВКСМ-1000-1, ВДМ-1001 или преобразователи ПСМ-1000-4 с жесткой внешней характеристикой. Чтобы обеспечить регулирование сварочного тока и получить падающую внешнюю характеристику при неизменном напряжении источника, последовательно с ним включают 3—4 балластных реостата РБ-301, соединенных параллельно. Новаторами сварочной лаборатории треста «Союзпромбуммонтаж» на базе промышленного реостата РБ-300-1 изготовлен реостат РБ-700-1. Пять ступеней сопротивления нового реостата выполнены из фехралевой ленты сечением 2X20 мм и длиной 6,2 м. Каждая ступень имеет сопротивление 0,215 Ом, а минимальное сопротивление при включении всех ступеней составляет 0,043 Ом. Рис. 5. Схема балластного реостата РБ-700-1. При напряжении источника питания 60 В и напряжении дуги 30 В включение каждой ступени повышает ток на 140 А. Таким образом, включая последовательно пять ступеней сопротивления, можно получить следующие ступени регулирования тока: 140, 280, 420, 560 и 700 А. При необходимости получения сварочных токов до 1000 А и для более тонкого их регулирования параллельно с реостатом РБ-700-1 включается реостат РБ-300-1. Каждая ступень сопротивления реостата РБ-700-1 представляет собой сварной металлический каркас 1 (рис. 5) с двумя керамическими трубками 2, на которые с небольшим натягом намотана фехралевая лента 3. Гибка ленты на изоляторах при намотке осуществляется с нагревом ленты газовой горелкой. Отдельные ступени собираются вне корпуса реостата, затем они соединяются в блок и устанавливаются в корпус. Одни выводы сопротивлений крепятся к контактам рубильников 4, а другие — к пластине с нижней стороны. Балластный реостат РБ-700-1 обладает высокой надежностью и долговечностью, удобен при эксплуатации и ремонте. Применение балластного реостата РБ-700-1 значительно расширяет технологические возможности преобразователей и выпрямителей, используемых для ручной и автоматической сварки. При работе реостат РБ-700-1 может быть использован для сушки электродов, флюсов и сварочной проволоки. С этой целью над крышкой реостата смонтирован ящик из уголков с сетчатым дном. Портативный балластный реостат разработан коллективом новаторов центрального производственного ремонтного предприятия «Ленэнерго». Этот реостат предназначен для регулирования сварочного тока до 220 А. Балластный реостат (рис. 6) имеет основание 1, корпус 2, защитный кожух 3 и пластинчатый переключатель 5 с рукояткой 4. Внутри корпуса 2 закреплено сопротивление из нихромовой проволоки диаметром 5 мм, выполненное в виде гармошки незамкнутой кольцеобразной формы. Рис. 6. Портативный балластный реостат. Балластный реостат включается в сварочную цепь последовательно: одним концом к выводу 7, а другим — к выводу на переключателе 5. Регулирование сварочного тока осуществляется перестановкой пластинчатого переключателя в соответствующее звено гармошки по всему периметру сопротивления. Для этого достаточно отклонить рукоятку 4 вверх, повернуть ее на требуемый угол и ввести в контакт с сопротивлением. Достоинствами описанного балластного реостата по сравнению с известными являются малая масса и габариты, более плавное регулирование сварочного тока, простота в изготовлении. Ремонт балластных реостатов. Новаторы сварочной лаборатории «Союзпромбуммонтаж» при ремонте элементов сопротивления балластного реостата типа РБ-300-1 предложили вместо константановой проволоки применять проволоку из нержавеющей стали 1Х18Н9Т или из нихрома. Рис. 7. Схема балластного реостата РБ-300-1. Для проверки возможности указанной замены элементы 1, 2, 9 и 12 балластного реостата (рис. 7) были навиты проволокой из стали 1Х18Н9Т диаметром 2 мм, остальные элементы — проволокой из той же стали диаметром 3 мм. Испытания показали, что величина токов в каждой ступени была близка к номинальной для данного реостата. При длительной работе реостата из-за нагрева величина тока падает на 15%, что вызвано сравнительно большой величиной температурного коэффициента сопротивления нержавеющей стали. Длина применяемой проволоки определилась по формуле: где l1 и /2 — длина нового и заменяемого проводов; S1 и s2 -— сечение нового и заменяемого проводов; ро1 и ро2 — удельное электрическое сопротивление нового и заменяемого проводов. В результате внедрения данного предложения значительно упростился ремонт балластных реостатов.
Автор — svarka
mgplm.org
Правила работы с реостатами
Баластник характеризуется простотой устройства и эксплуатации. Тем не менее требуется соблюдение определенных правил:
Например, при сварке алюминия сила тока регулируется незначительными изменениями, которые не превышают 20% от текущего значения.
В таких условиях наблюдается неполная компенсация постоянной составляющей. Полная компенсация подразумевается в случае использования аппаратов марок УДГУ или УКДН, которые дополнительно комплектуются набором конденсаторов.
Источник
Правила работы и подключения
По ГОСТ РД 03-614-03 необходимо регулярно проверять устройства в аккредитованных лабораториях или сервисных мастерских. При последовательном подключении балластника к сварочному аппарату важно соблюдать несколько правил:
- условия эксплуатации должны соответствовать заявленным в техдокументации, обычно указывается температурный диапазон от -40 до +45ºС и относительная влажность воздуха не более 80%;
- имеются ограничения по запыленности и загазованности, они связаны с конструктивными особенностями балластных реостатов, в корпусе предусмотрены вентиляционные пазы, в которые может попасть электропроводная пыль и пары;
- необходимо следить за нагревом корпуса, при сварке алюминия, некоторых видов нержавейки лучше сразу подключить несколько реостатов или использовать один в 20% диапазона, чтобы обеспечить частичную компенсацию вместо полной.
Правила распространяются на самостоятельно сделанные балластники. Требования электробезопасности при этом ужесточаются.
Источник











