При ремонте автомобиля или строительных работах часто возникает потребность в аппарате контактной сварки, который хотелось бы иметь, но его высокая цена не позволяет сделать такую покупку. Мы расскажем, как изготовить такой агрегат из сварочного аппарата инверторного типа своими силами. Соединение контактного типа основано на давлении и разогреве металла с помощью сварочного тока с кратковременным воздействием на свариваемые детали. Промышленные устройства такого рода давно и широко используются, мы расскажем, как собрать в домашних условиях такой аппарат из инвертора.
Сфера использования контактной сварки
Множество видов оборудования для контактной сварки обусловлено их высокой эффективностью, экономичностью и скоростью работы. Некоторые из них обладают высокотехнологичным контролем над качеством работ, могут оценивать толщину и параметры металла и регулировать текущий процесс. Аппарат для контактной сварки линейки Car-o-Liner CTR 41977 выполняет все виды высокоточных работ по металлу и является источником мощного сварочного тока. Шведские агрегаты Car-o-liner позволяют варить листовой металл, и построены на инверторной технологической основе. Аппараты Car-o-Liner позволяют вести сваривание металла под точечным давлением, и созданы, в том числе и для кузовного ремонта машин.

Кроме этого? существуют и иное, гораздо более простое, оборудование для соединения в зоне контакта листов, таким примером может служить аппарат для контактной сварки ТОР, который обладает следующими параметрами:
- небольшим весом (8 кг) и мощностью (2 кВт);
- сваривает листовой металл до 2 мм толщины;
- имеется возможность сваривания прута до 4 мм;
- осуществляет прогрев металла с целью последующей обработки;
- есть функция пайки припоем с высокой температурой плавления;
- в комплекте имеются твёрдосплавные фигурные и прямые электроды;
- имеются специализированные клещи со шлангом более 2 м;
Использование таких аппаратов контактной сварки с демократичной ценой и высокой мобильностью, позволяет осуществлять мелкий домашний и кузовной ремонт, а также сваривать арматурную сетку при строительных работах.
Важно отметить, что невысокое напряжение на клеммах позволяет проводить работы с соблюдением правил техники безопасности.
Щадящие для металла свойства сварочных аппаратов для контактной сварки позволяют использовать их при кузовном и ином ремонте листового проката в качестве споттера. О нём следует рассказать более подробно потому, что большинство людей сталкивается с повреждением кузова машины. Мы говорим о вмятинах, которые необходимо вытянуть и выровнять.
В этом случае используются специальные медные электроды, которые после зачистки деталей кузова, точечно привариваются к вмятине. Затем с их помощью осуществляют вытягивание неровностей путём дополнительного нагрева и остужения металла. Этот очень эффективный метод ремонта позволяет вытягивать неровности даже в труднодоступных местах.
Использование инверторного аппарата
Для начала необходимо правильно обеспечить защиту, особенно в домашних условиях. Это значит, соблюдать азы контактной сварки. Перчатки следует использовать строго плотные, но это значит, что нельзя применять резиновый материал.
Обязательно по правилам использовать сварочную маску с достаточным затемнением. Оптимальный вариант — «хамелеон». Одежда для сварки должна быть несгораемой и прикрывать части тела, которые будут подвергаться опасности, из разных материалов и натуральных компонентов.
Не на последнем месте стоит и безопасность места, где будет происходить сварка:
- пространство должно быть свободным, без лишних предметов;
- держать полноценное освещение;
- при выполнении работы необходимо, чтобы сварщик стоял на деревянном настиле и видел все свариваемые запчасти.
После тщательной подготовки можно приступать непосредственно к сварочным работам.

Ток сварки настраивается по параметрам толщины металла и металлических конструкций. Электрод подбирается размером 2-5 мм, ориентируясь на свариваемый материал. Следующий этап — подключить заземление к свариваемой конструкции.
Для получения хорошего результата исходный материал зачищают и подготавливают. Вот основные секреты:
- удалить пятна ржавчины;
- зачистить материал от жира, лаков, красок и других посторонних покрытий.
Если сварщик имеет мало опыта, то ему рекомендуется обрабатывать поверхность швом в виде валика. Точечные работы на первых порах не доступны. При этом лучше начинать варить с толстых листов. Тонкие листы легко попортить. Положить обрабатываемый материал лучше на ровную поверхность. Мелом нанести будущий шов, по которому затем и следует ориентироваться при сварке.
Непосредственно перед тем, как начать варить требуется поджечь дугу. Есть два способа это сделать:
- чирканьем электрода по свариваемой поверхности;
- постукиванием.
Металл, который накипает в процессе сварки необходимо убирать небольшим молоточком, посредством легких постукиваний. Для того, чтобы получить красивый по внешнему виду шов важно обращать внимание на следующие секреты:
- Параметры по наклону электрода.
- Схему поперечных и продольных движений горелки.
- Скорость движений, осуществляемых электродом.
С опытом начинающие сварщики осваивают мастерство в полной мере и с каждым разом швы получаются все более эстетически привлекательными.

Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

Использование пистолета характерно для работы споттера при кузовном ремонте и в этом случае применяются сменные медные наконечники, которые и дают возможность выправить дефектные участки. В целях экономии можно сделать сварочный пистолет или клещи своими руками, как в стационарном, так и в мобильном варианте. Для этого понадобятся следующие материалы и инструменты:
- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
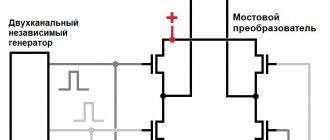
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Сборка комплекта контактной сварки и последовательность работ
При проведении контактной сварки своими руками необходимо понимать, что весь процесс занимает от 0,5 до 1,5 сек, поэтому пусковая кнопка должна быть поставлена в разрыв цепи первичной обмотки инвертора. Важно не допустить прожога металла, а для этого необходимо отрегулировать высокочастотное выходное напряжение инвертора оптимальным образом и экспериментально подбирать длительность сварки. При соединении листов внахлёст необходимо обеспечить их неподвижность относительно друг друга, а также с постоянной силой прижимать электрод к точке сварки.
Окончательная сборка подразумевает соединение всех узлов и проверку надёжного, безопасного контакта в цепи сварочного тока и кнопки управления. Проверка работоспособности устройства и регулировка выходных параметров состоит из следующих действий:
- установка инвертора на минимальный сварочный ток;
- проверка надёжности подключения кабеля, пистолета или клещей, а также пусковой кнопки;
- на пробных деталях проводится кратковременная, точечная сварка и при необходимости корректируется настройка выходных параметров инвертора;
- прекращается сварка и оценивается результат, в случае прожигания заготовок, уменьшается ток и время сварки в точке контакта;
- правильной считается сварка, при которой отрыв заготовок друг от друга происходит по металлу, а не по точке сварки;
- в случае использования устройства, как споттера, нужно обеспечить надёжное приваривание наконечников к поверхности ремонтируемого участка.
Очень важно обеспечить безопасность работающего, чтобы избежать возможного поражения электрическим током и проводить сварку в специальной одежде, защищающей от ожогов.
Устройство инверторной сварки
Принцип работы осуществляется благодаря правильно подобранным основным узлам сварочного аппарата инверторного типа. К ним относятся:
- Сетевой выпрямитель — делает из переменного тока постоянный.
- Помеховый фильтр — не дает высокочастотным помехам попасть в питающую сеть.
- Инвертор — состоит из нескольких ключевых, очень мощных транзисторов, а также радиатор, который уводит лишнее тепло от этих транзисторов.
- Выходной выпрямитель — косой мост из диодов быстрого действия.
- Блок управления, можно выбрать, например, полуавтомат.
- В качестве резервного источника питания можно выбрать бензогенератор или генератор любого уровня.
Эти части входят в устройство любой модели инверторной сварки. Для изменения характеристик аппарата следует установить сварочный дроссель. Его назначение — стабилизация тока.

Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Не всегда является целесообразным приобретение фабричного устройства. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала. Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
- тиристор с показателем 200 Вольт;
- трансформатор для понижения 122 вольт для управления реле посредством кнопки;
- реле с мощностью в 30 ампер;
- мост на диодах;
- кнопка для управления и контроля;
- контактная группа 220 вольт.
Трансформатор подключается с помощью диодного моста. К нему подсоединяется тиристор реле. Трансформатор питает управляющую ветку цепи. Перед изготовлением споттера своими руками надо обеспечить безопасные условия работы. С этой целью кладут под ноги резиновые коврики и придерживаются стандартных правил техники безопасности.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
- Снимают с аппарата вторичный слой. Иногда их бывает несколько.
- Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
- Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
- Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
- Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника. Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым. Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Предназначение споттера и его особенности
Самодельный споттер используют в отношении кузовных работ автомобилей. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Процесс сварки выглядит так. На место повреждённого металла закрепляется крепёж. К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины. Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали. Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.

Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
Иногда конструкцию усложняют, добавляя системы жидкостного охлаждения, управления параметрами тока, автоматического перемещения электродов.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки