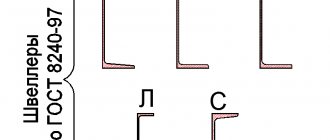
Краткое описание
В нормативных документах указано, что гнутые швеллеры могут выпускаться с разной точностью профилирования. Чаще всего встречается обычная, высокая или повышенная степень прокатки. Благодаря этому специалисты стали различать несколько разновидностей стального профиля, которые отличаются между собой не только по точности прокатки и форме, но и по другим параметрам.
Крупные предприятия занимаются производством швеллеров из различных типов стали, главными из которых считаются:
- Углеродистая.
- Рулонная горячекатаная. Эта технология подразумевает изменение кристаллической решётки стали.
- Низколегированная. Эта сталь содержит специальные легирующие добавки, которые существенно повышают эксплуатационные характеристики изделий металлопроката.
- Рулонная холоднокатаная. Этот металл обладает повышенной устойчивостью к деформациям.
- Конструкционная сталь.
Согласно нормативным документам ГОСТ, все изделия, которые отличаются равными полками, могут иметь длину от 3 до 12 метров. Что касается неравнополочных изделий, их длина всегда варьируется в пределах от 4 до 11 метров. Несмотря на это специалисты различают несколько разновидностей стальных гнутых швеллеров:
- Мерная. В этом случае все показатели соответствуют требованиям, которые были указаны в договоре или заказе.
- Немерная. Длина, которая была регламентирована определённым диапазоном стандартов, но не меньше той, что была указана в заказе.
- Кратная мерной. В обязательном порядке должна быть согласована с изготовителем.
- Мерная длина с немерным швеллерным прокатом. Его количество не превышает 7% от массы всей партии.
- Кратная мерной с немерным швеллерным прокатом (все в пределах 7%).
Стоит учесть, что для неравнополочных гнутых изделий к немерным отрезкам принято относить те швеллеры, длина которых превышает 3 метра.
Гибка металла по радиусу
Гибка — один из ключевых способов металлообработки. Технологический процесс позволяет из плоской прямолинейной заготовки получить изделие изогнутой формы. Один из видов гибки металла — радиусная.
Он подразумевает использование листогибочных прессов, которые способны придать листу или трубе нужный угол.
Гибка позволяет избежать штамповки и сварки, получать изделия необходимой формы за меньшую стоимость.
Рисунок 1 — Гибка по радиусу
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
- элементы навесных фасадов;
- металлическую мебель;
- карнизы;
- детали интерьера;
- рекламные штендеры и др.
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится.
Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла.
Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Как подготовить листовой металл к гибке по радиусу
Прежде чем использовать станки для радиусной гибки листового металла, важно правильно подготовиться к процессу:
- провести анализ характеристик будущего изделия;
- рассчитать усилие, которое требуется приложить;
- подобрать типоразмер оборудования;
- выполнить чертежи заготовки;
- рассчитать параметры деформации;
- спроектировать инструментальную оснастку.
Важный этап — подбор материала и проверка его на пригодность. Когда параметры гибки определены, нужно понять, подойдут ли для работы существующие заготовки. Для этого необходимо:
- определить пластические характеристики изделия, сверить результаты с реальными напряжениями, которые возникают при сгибании;
- определить минимальный радиус гибки листового металла, при котором риск образования трещин не велик;
- выявить возможность деформации заготовки после обработки давлением, особенно если конечная конфигурация отличается сложностью.
Результаты подобного исследования могут быть различными. Проверив все, специалисты выносят соответствующие решения:
- заменить заготовку на более пластичную;
- нагреть металл перед деформацией;
- провести разупрочняющую термообработку.
Важно: перед гибкой нужно определить наименьший угол, минимальный радиус, угол пружинения выбранного листа металла.
Как осуществляется гибка листового металла по радиусу
Гибочные операции — главные способы обработки листового металла. Сначала листы подготавливаются в гибочных станках на заготовительных участках. Часто заготовки разрезаются на штрипсы — полосы определенной ширины, которые затем деформируются согласно плану.
Рисунок 3 — Гибка листового проката
При выполнении радиусной гибки листового металла следует учитывать ряд особенностей:
- В результате обработки давлением металл становится волокнистым. Чтобы не появились трещины, гибку проводят поперек волокон. Также лист можно гнуть так, чтобы линия изгиба была под углом 45° к направлению волокон.
- Металл обладает текучестью. Если превысить ее предел, лист порвется.
- В месте гиба возникают изменения: металл истончается, деформируется в поперечном сечении, нейтральный слой смещается в сторону меньшего радиуса (изначально он расположен либо в середине, либо в центре тяжести).
Особые сложности возникают при работе с заготовками малого размера. Важно помнить следующее:
- при малом радиусе гибки деформация охватывает большую часть заготовки;
- при большом радиусе — такого эффекта нет.
Как выполняется гибка труб по радиусу
Понятие радиуса существует не только при гибке листового металла, но и при деформации труб. Использование специального оборудования позволяет сократить количество сварных швов и повысить качество монтажа.
Технология сгибания стальных труб позволяет полностью или частично деформировать заготовки. По внутреннему радиусу полый профиль испытывает сжимающую силу, а по внешнему — растягивающую. Процесс имеет свои особенности:
- при сгибании некоторые участки трубы могут деформироваться так, что нарушается соосность;
- радиальные силы, которые растягивают наружную стенку, могут стать причиной разрыва металла;
- сдавливающие тангенциальные силы, действующие на внутреннюю стенку, при неравномерном гибе могут стать причиной появления складок — гофрирования металла.
Чтобы согнуть трубу по радиусу, можно использовать два основных метода:
- холодный;
- с предварительным разогревом нужного участка.
Холодная гибка применяется для труб малого диаметра. Она подразумевает обязательное выяснение минимального радиуса сгибания.
Предварительный разогрев используется для повышения пластичности металла и снижения риска появления дефектов. Чаще всего данный способ применяется для труб крупного диаметра. На осуществление работ с предварительным разогревом нужно больше времени и трудозатрат.
Оба метода предполагают знание технологических процессов. Только при соблюдении соответствующих норм и стандартов можно осуществить радиусную гибку без образования трещин или складок на стенках.
Рисунок 4 — Радиусная гибка труб
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные. Если их не учитывать, заготовку легко испортить.
Кроме материала, на радиус гибки влияют:
- вид листов (отожженные, наклепанные);
- положение линии гиба (вдоль или поперек волокон).
Минимальный радиус гибки листового металла
Для примера рассмотрим минимальные радиусы гибки металла в таблице.
| Материал | Отожженные | Наклепанные | ||
| Линия сгиба | ||||
| Поперек волокон | Вдоль волокон | Поперек волокон | Вдоль волокон | |
| Алюминий | 0,2 | 0,3 | 0,8 | |
| Медь | 0,2 | 1 | 2 | |
| Латунь Л68 | 0,2 | 0,4 | 0,8 | |
| Мягкий дюралюминий | 1 | 1,5 | 1,5 | 2,5 |
| Твердый дюралюминий | 2 | 3 | 3 | 4 |
| Сталь 05–08 | 0,2 | 0,2 | 0,5 | |
| Сталь 8–10, Ст1 и Ст2 | 0,4 | 0,4 | 0,8 | |
| Сталь 15–20, Ст3 | 0,1 | 0,5 | 0,5 | 1 |
| Сталь 25–30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Сталь 35–40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Сталь 45–50, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.
ГОСТ радиуса гибки листового металла
Поможет определить радиус гибки листового металла ГОСТ и другие отраслевые стандарты. Например, для листовых материалов из сталей разработан ОСТ 1 00286-78.
Этот документ устанавливает расчетную формулу, необходимую для определения минимального радиуса сгиба изделий толщиной до 3 мм.
А в ГОСТ 17040-80 можно найти формулу для определения минимально допустимого радиуса сгиба за одну операцию штамповки при свободной гибке материала толщиной 4 мм.
Принцип производства
Современное изготовление этой универсальной детали основано на применении горячекатанной, холоднокатаной и низколегированной стали. Специалисты утверждают, что именного горячекатанная технология сумела зарекомендовать себя исключительно с положительной стороны в сфере массового производства швеллеров, балок и других изделий.
Стальная разновидность этого металлопроката подразумевает использование холодного проката, благодаря чему можно создать высококачественные изделия, которые будут хорошо противостоять любым деформациям. Что касается низколегированной стали, то такие материалы получаются самыми дорогими, но и надёжными. Стоит заметить, что эта разновидность материала разбавлена своеобразными примесями, которые в несколько раз повышают итоговые эксплуатационные качества самого металла.
Чтобы все изделия соответствовали установленным стандартам качества, их производством должен заниматься исключительно квалифицированный персонал. Прежде чем приступить к самому ответственному процессу — изготовлению швеллеров, все детали должны быть проверены на наличие сколов и деформаций. Кромки и торцы заготовок не должны иметь каких-либо зазубрин, расслоений.
Для изготовления профилей используется только качественное оборудование, из-за чего нужно несколько ответственных этапов, дабы в итоге получить качественную продукцию. Выбор технологии производства зависит от конкретного профилирования. После формирования отрезка, осуществляется универсальная нарезка станом. Что касается поштучного профилирования, то вся необходимая нарезка проводится заранее.
Из-за того, что эта разновидность профилей производится с помощью специального станка, любые изменения в калибровке могут привести к той ситуации, когда итоговое качество изделий будет снижено в несколько раз. В этом случае можно столкнуться с такими разновидностями повреждений: винтообразность, волнистость, искажение форм, серповидность.
Ассортимент швеллеров разнообразен, из-за чего применение того или иного изделия может варьироваться в зависимости от требуемых эксплуатационных качеств. Отдельно стоит учесть, что нанесённые на изделие цифры всегда означают его высоту. К примеру: швеллер 11 может использоваться для монтажа конструкций, а 16 больше всего подходит для армирования строений, так как обладает высокими показателями прочности. Конечно, в зависимости от типа швеллера варьируется и его итоговая цена.
Как усилить швеллер
Чтобы швеллер противостоял прогибам, изгибам и скручиванию — его усиливают. Способ выбирают исходя из условий эксплуатации.
Усиление на изгиб и прогиб
Чтобы усилить балку на изгиб/прогиб используют три способа: устанавливают подпоры, увеличивают поперечное сечение или перераспределяют нагрузку по всей конструкции.
Установка подборы — один из самых простых способов. Нагрузка на балку снижается без существенных изменений металлоконструкции.
Опоры и балки соединяют исходя из типа нагрузки на них. При динамических воздействиях можно использовать только соединения клепками и болтами. Если же поперечная сила воздействует постоянно, то используются любые виды соединений деталей, которые обеспечивают высокую надежность и прочность.
Еще усилить швеллер на прогиб/изгиб можно, увеличив поперечное сечение. Для этого нужно приварить стальные накладки или уголки в продольном направлении. Если приварить дополнительный швеллер, то конструкция станет симметричной.
Третий способ заключается в следующем: основная нагрузка смещается с проблемной точки и равномерно распределяется по новой форме балки.
Если ни один из выше представленных методов реализовать нельзя, то вносят конструктивные изменения в каркас или его элементы. Для этого переделывают расчет всего объекта.
Усиление на скручивание
Чтобы нивелировать кручение швеллера, используют сварку или бетонирование. При сварке к основной балке приваривают дополнительную, располагая в параллельном направлении. В итоге получается двутавр или «коробка». При выполнении сварочных работ следует учитывать то, что нагретый во время сварки металл способен ослабить конструкции. Следственно разумнее использовать особые способы сварки с двух сторон.
Бетонирование улучшает жесткость, но в то же время повышает продольную нагрузку на швеллер. Но в некоторых случаях это единственно верный способ усилить балку на кручение.
Особенности применения
Современные швеллеры относятся к категории металлических изделий, сечение которых напоминает букву «П». Сам материал состоит из широкой стенки и двух прилегающих полосок. Чаще всего стальной швеллер (гнутый, равнополочный) выпускается длиной от 3 до 12 метров, при этом толщина его стенок варьируется в пределах 8 миллиметров. Главная особенность этого изделия состоит в небольшом удельном весе и высокой прочности. Все конструкции, которые были изготовлены из такого металлопроката, отличаются лёгкостью и качеством, так как они способны выдерживать большие нагрузки.
Гнутый профиль отличается тем, что он всегда имеет точные размеры и немного скруглённые углы. Отдельно стоит учесть, что готовое изделие никогда не имеет дефектов, так как все погрешности заготовок устраняются под действием профилегибочного станка. Благодаря этому конечный материал не требует дополнительной обработки. В ремонтных работах все чаще используются именно гнутые профили, которые можно эксплуатировать вместе с фаской.
На сегодняшний день швеллер гнутый равнополочный активно используется в реконструкции зданий, а также для строительства различных объектов. Все металлоконструкции, в которых присутствует этот материал, составляют огромную конкуренцию традиционным постройкам из железобетона.
Благодаря этому мастера получают множество экономических и технологических преимуществ, что позволяет снизить трудоёмкость монтажных работ, сократив тем самым сроки строительства. К примеру, многие инженеры привыкли всегда обращать своё внимание на разновидности швеллера, который, в частности, представляет оцинкованный тип термопрофиля, изготовляемого по индивидуальным размерам.
Отдельно стоит учесть, что масштабное использование этого материала позволяет существенно снизить уровень нагрузки на итоговую конструкцию, благодаря чему можно использовать более доступные типы фундамента. Итоговые размеры гнутого швеллера сделали этот материал универсальным и многофункциональным, за счёт чего он активно используется как в частном, так и промышленном строительстве. Опытные мастера задействуют его для производства качественных перегородок в офисах и жилых зданиях.
Не стоит забывать и о машиностроении, где без гнутого металлопроката просто не обойтись. Швеллеры активно используются для изготовления долговечных деталей и механизмов для автомобилей, а также для сооружения универсальных рамных конструкций. Прочность этого материала настолько велика, что он считается обязательным на тех заводах, где происходит изготовление надёжных рам для массивных грузовиков.
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Источник
Основные преимущества
Гнутый профиль обладает множеством положительных характеристик, благодаря чему он высоко ценится во многих промышленных и бытовых сферах. Такая популярность обусловлена большим количеством преимуществ, главными из которых считаются:
- Рациональное использование швеллеров даёт потребителю отличную возможность снизить итоговый вес возводимой конструкции. Благодаря этому можно сэкономить более 30% используемого материала, чего невозможно добиться, используя двутавр или горячекатанный швеллер.
- Изделия отличаются невысокой стоимостью и хорошими прочностными характеристиками. Благодаря этому такой металлопрокат широко используется в промышленности и строительстве.
- Гнутый профиль отличается своим качеством, благодаря чему его чаще всего используют без предварительной очистки от фаски.
- Для проведения монтажных работ не нужно задействовать сварочный аппарат.
- Готовая конструкция имеет небольшой вес.
- Профиль хорошо переносит поступающее давление на изгиб.
- Материал имеет очень гладкую поверхность.
- Высокая точность и совместимость всех деталей.
- С помощью таких швеллеров можно создавать уникальные конструкции произвольных форм.
- Когда заготовки проходят через пресс профилегибочных станков, то происходит устранение всех имеющихся дефектов, благодаря чему не требуется дополнительная обработка материала.
Благодаря наличию всех этих преимуществ гнутый стальной профиль активно используется на многих современных производствах.
Какой принцип работы швеллера на изгиб?
Во время эксплуатации на швеллер воздействует давление внешнего веса по направлению на изгиб. Поэтому конструкторы просчитывают предстоящие нагрузки заранее. От чего специалисты отталкиваются?
Первое, что вычисляют конструкторы, так это максимальное значение момента в профиле швеллера (М). Используют они для этого сложную формулу. В учет берутся распределительная нагрузка и длина швеллера.
Вторым шагом специалисты ищут значение момента сопротивления сечения швеллера. Для этого тоже есть своя формула. В нее подставляется полученное ранее значение М и данные сопротивления материала по пределу текучести. Для последней величины данные берут с технических таблиц, значения отличаются для разных марок стали.
Полученные результаты из второй формулы специалисты сравнивают с ГОСТ 8278 в категории «момент сопротивления». На основании этого для каждого проекта они подбирают катаный или гнутый швеллер, который подходит под все критерии.
Варианты исполнения
Самым востребованным материалом в сфере металлопроката считается гнутый швеллер. Основная цель этого изделия состоит в том, чтобы придать конструкции необходимый уровень устойчивости и прочности. Специфика швеллера состоит в том, что он не только хорошо переносит поступающую на него нагрузку, но и равномерно её перераспределяет. В зависимости от размера и формы, в продаже можно встретить несколько разновидностей швеллера:
- С параллельными гранями всех полок.
- С небольшим уклоном граней полок.
- Универсальные экземпляры.
В зависимости от способа изготовления их принято делить на неравнополочные и равнополочные швеллера. Что касается последнего вида изделия, основной процесс его изготовления не считается сложным, так как в процессе работы задействуется трубный станок. В качестве заготовок используется рулонная сталь стандартного качества и углеродистая конструкционная сталь высокого качества. Стальной гнутый неравнополочный швеллер производится при помощи универсальных профилегибочных станов.
Отдельно стоит учесть, что оцинкованный тип гнутого швеллера, благодаря своей прочности и удельному весу, нашёл своё применение не только на масштабных строительных площадках, но и в машиностроении, станкостроении, автомобилестроении, вагоностроении и многих других областях. Сам процесс изготовления этой разновидности металлопроката состоит из двух основных этапов:
- Из заготовки производится изделие нужной формы и размера.
- Готовая деталь покрывается оцинкованным покрытием, которое служит надёжной защитой от негативного воздействия коррозии.
Нержавеющий тип швеллера может быть как гнутым (не покрытым цинком), так и горячекатанным. В период активной эксплуатации таких изделий необходимо тщательно следить за его прочностными характеристиками, так как он участвовал в создании металлических конструкций и от него зависит качество и безопасность всего объекта.
Как режут швеллер
Здесь мы не будем рассказывать, как швеллер разрезать на высокоточных станках. Рассмотрим полевой вариант, когда материалы режут в размер непосредственно на объекте. А там используют болгарку. Поэтому начнем с техники безопасности. Никогда нельзя надеяться на авось. Очень много примеров, когда диски во время работы разрушались и разлетались повсюду, нанося вред людям и имуществу. Такие инциденты длятся доли секунды, поэтому увернуться от летящих частей диска практически невозможно. А если не обезопасить себя, то такое воздействие может нанести непоправимый вред здоровью.
Основные правила работы с болгаркой:
- Перед работой убедитесь, что диск целый, не наклонен и расположен ровно. Следите за этим и во время работы.
- При нарезке положите балку на какой-то предмет, чтобы она была приподнята. За счет этого отрезанная часть будет опускаться под собственным весом.
- Во время работы делайте небольшие перерывы, чтобы диск успевал остывать.
- Во время работ находитесь немного сбоку, а не в плоскости реза.
- Диск на болгарке должен быть крепко затянут. Он легче раскрутится после работы, если под него подложить шайбу из картона.
- Ни при каких обстоятельствах не работайте, если кожух с УШМ снят. Без него работать крайне опасно.
- Работать нужно в защитной одежде. Кроме защитного костюма и закрытой обуви обязательно используют очки и перчатки.
- При работе болгаркой следите за тем, чтобы диск вращался от себя. Если по каким-то причинам болгарку вырвет из рук, то она упадет в стороне от вас.
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1.
Установим заготовку, прижав ее к рабочей поверхности упора №1.
2.
Нажмем на педаль листогиба – выполним первый сгиб.
3.
Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
4.
Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Выбор швеллера с точки зрения экономической целесообразности
Расчет стоимости швеллера производится на основании данных о массе и стоимости за тонну:
| Характеристика / Наименование | Швеллер 12П | Швеллер 140х60х5 |
| Вес 1 метра, кг | 10,7 | 9,77 |
| Вес швеллера длиной 6 метров, кг | 64,2 | 58,6 |
| Цена за тонну* | 97790 руб. | 87490 руб. |
| Цена за 1 штуку швеллера | 6278 руб. | 5127 руб. |
* Цена по состоянию на декабрь 2022 года, актуальные цены на дату покупки сморите в интернет-магазине в разделе Металлопрокат — Швеллер.
Можно заметить, что из условий расчета швеллера на прочность, работающего на изгиб, более экономичным решением будет использование гнутого швеллера в сравнении с горячекатаным.
Гнутый и горячекатаный швеллер: что выбрать?
Мы уже дали разные версии ответов на вопрос об отличии холоднокатаного швеллера от горячекатаного аналога. Самым существенным различием этих видов проката является то, что изделия с одинаковой высотой стенки имеют разную прочность и, соответственно, несущую способность. Этот показатель является определяющим фактором выбора проката, который и предназначен для изготовления несущих конструкций в строительстве и производстве промышленной продукции.
Швеллер гнутый и горячекатаный в строительстве
В строительстве швеллер гнутый и горячекатаный обычно используется для устройства перекрытий зданий, мостовых пролётов, погрузочно-разгрузочных эстакад и других сооружений, где конструкции должны иметь высокую несущую способность при относительно малом весе. Оба вида проката полностью равноправны в строительной сфере. Главное условие – чтобы их прочностные характеристики соответствовали требованиям проекта строительства или технической документации на производство той или иной промышленной продукции.
Какой швеллер выбрать – гнутый или горячекатаный?
Основным критерием выбора швеллеров является их прочность. Если у подходящих по типоразмеру гнутых и горячекатаных изделий момент сопротивления к вертикальной нагрузке соответствует проектным требованиям, предпочтительнее гнутый прокат. Он легче и дешевле. Однако, когда речь идёт о предельных нагрузках, у горячекатаных швеллеров нет альтернативы.
Например, момент сопротивления для стенок горячекатаных швеллеров максимального типоразмера (№ 40П) составляет 763 ед. У гнутых изделий со стенкой высотой 400 мм он составляет только 458,99 ед.