Сварку качественных вертикальных и горизонтальных швов производят разными способами. Прежде всего, их классифицируют по методу соединения деталей между собой. В зависимости от того, насколько серьезные требования предъявляются к надежности сварочных швов, расплавленный металл может накладываться с одной или с обеих сторон. Когда подразумевается двусторонняя техника сварки, конструкция получается значительно более прочной. Если же шов будет только один, то зачастую изделие начинает перекашивать.
Чтобы сварные швы получились максимально надежными и качественными обязательно перед началом сварочных работ следует очистить заготовки от ржавчины напильником или болгаркой.
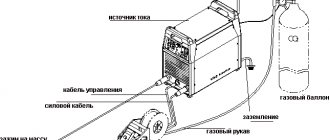
Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Сварка вертикальных швов
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое качество сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом. Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.
Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Сварка швов в вертикальном, горизонтальном и потолочном положении
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от сварки швов в нижнем положении, сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, сварку металлов стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при выборе режимов ручной дуговой сварки, силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. Электроды для ручной дуговой сварки в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
Введение
Обязательно заземлите металлические части, такие как сварочный стол, трансформаторное основание и прочие неизолированные устройства.
Используйте электропровода и кабели с изолированным покрытием. После окончания сварки неповоротных стыков труб возьмите молоток и зубило и уберите весь оставшийся шлак. Затем, при необходимости, шов можно сгладить болгаркой.
На данный момент применяются 3 основных метода сваривания металлических неповоротных фрагментов, принципиально определяющих концепцию работы каждого из них:
- При горизонтальном положении;
- При вертикальном положении;
- Под углом в 45 градусов.
Выбирать конкретный метод сварки неповоротных стыков труб надо исходя из:
- толщины стенки;
- расположения трубопровода;
- угла размещения во время сварки.
Совмещение труб с помощью трехслойного шва применяется, если толщина составляет 12 мм. Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Как можно судить из названия, поворотные трубы можно провернуть в нужную сторону, благодаря чему сварочный процесс неповоротных стыков труб облегчается и не будет необходимости создавать комплексные швы (например, потолочные).
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
Тавровый шов Источник mash-xxl.info
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Нижнее соединение Источник svarkka.ru
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Как сварить шов встык?
Давайте начнём изучение как варить вертикальный шов. Стыковое соединение применяется, как правило, в случае, если необходимо соединить между собой листовой металл или торцевые части труб. Заготовки следует расположить друг относительно друга таким образом, чтобы между ними оставался незначительный зазор, величина которого не должна превышать 2 мм. Если есть возможность, то их следует жестко зафиксировать при помощи струбцин. В процессе проведения сварочных работ зазор будет заливаться расплавленным металлом.
Если толщина металла не превышает 4 мм, то профессиональные сварщики не прибегают к каким-либо особенным мерам подготовки за исключением очистки от ржавчины. Сваривают изделие строго с одной стороны. При большей толщине формируют уже двойной шов. Также требуется специальная разделка кромок заготовки.
Подготавливают соединения по одной из следующих технологий:
- Если элемент обладает толщиной от 4 до 12 мм, то края следует зачищать одним из удобных способов. Разделку кромки нужно будет производить только на одном элементе. При толщине порядка 8-10 мм зачистку осуществляют в форме латинской буквы V. Другие разделки технологически более сложные, поэтому к ним прибегают довольно редко;
- При получении сварных стыков при толщине металла свыше 12 мм, в обязательном порядке изготавливают двойной шов, так как такую толстую заготовку прогреть и расплавить только с одной стороны не представляется возможным. Обрезают кромки по двусторонней технологии в форме буквы Х, так как обыкновенная разделка приводит к слишком большому разрезу металла.