Основные нюансы процесса
Согласно технологическим особенностям, конвертерный способ подразделяется на две разновидности:
- Конвертерные процессы с донным воздушным дутьем – бессемеровский и томасовский процессы.
- Кислородно-конвертерный процесс с продувкой кислородом сверху и снизу.
Кислородно-конверторный способ
При воздушном дутье, залитый в конвертерах чугун, продувают снизу воздухом. Благодаря тому, что частицы воздуха окисляют любые примеси чугуна, происходит повышение температуры стали вплоть до 1,6 тыс. градусов. Именно это тепло и превращает чугун в сталь.
Конверторный способ получения стали
Сталью называют сплавы железа с углеродом и другими элементами. Такие сплавы обладают пластическими свойствами как в нагретом, так и в холодном состоянии и могут подвергаться прокатке, волочению, ковке и штамповке. Сталь содержит до 2% углерода и некоторое количество марганца, кремния, а также вредные примеси фосфора и серы. Кроме этого, в стали могут содержаться и легирующие элементы хром, никель, ванадий, титан и др.
В настоящее время сталь производят преимущественно путем передела чугуна, при котором из него удаляется избыток углерода, кремния, марганца, а также вредных примесей для придания стали необходимых свойств. Углерод и другие примеси при высокой температуре соединяются с кислородом гораздо энергичнее, чем железо, и их можно удалить при незначительных потерях железа. Углерод чугуна, соединяясь с кислородом, превращается в газ СО и улетучивается. Другие примеси превращаются в оксиды SiO2, МnО и Р2О, которые вследствие меньшего по сравнению с металлом удельного веса всплывают и образуют шлак. В настоящее время в промышленности в основном применяют конвертерный и мартеновский методы получения стали, кроме того, сталь получают в электрических дуговых и индукционных печах.
Конверторный способ получения стали
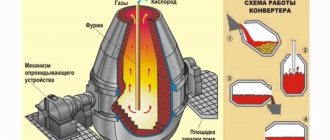
Сущность конвертерного способа получения стали заключается в том, что через жидкий чугун, залитый в конвертер, продувается воздух, кислород которого окисляет углерод и другие примеси. Обычно конвертер-емкость имеет грушевидную форму, сваренную из толстой листовой стали и футерованную внутри огнеупорным кирпичом (рис. 2). Снаружи в верхней части конвертера имеются два цилиндрических выступа, называемых цапфами, которые служат для опоры и поворота конвертера. Одна из цапф делается полой и соединяется с воздуховодом. От цапфы к днищу через трубу и воздушную коробку подводится воздух. В днище конвертера имеются отверстия фурмы, через которые под давлением 2,0 — 2,5 ат. воздух подается в конвертер. Для заливки жидкого чугуна конвертер поворачивается из вертикального в горизонтальное положение. После заливки чугуна пускают дутье, и конвертер поворачивают днищем вниз.
Рисунок 2 – Схема конвертора
Слой металла в конвертере составляет от 1/5 до 1/3 высоты его цилиндрической части. Емкость современных конвертеров, работающих на воздушном дутье, достигает 50 т. В конвертерах применяют кислую и основную футеровку. Тепло, необходимое для нагрева жидкой стали до высоких температур, в этих процессах получается за счет химических реакций окисления примесей чугуна. При этом примеси могут окисляться элементарным кислородом и кислородом закиси железа, которая растворяется в металле. При окислении примесей кислородом выделяется значительное количество тепла, окисление происходит кислородом по следующим реакциям:
Si + О2 SiO2 + Q; Mn + 1/2O2 MnO + Q; С + 1/2О2 СО + Q; C + O2 CO2 + Q; Fe + 1/2O2 FeO + Q; 2P + 2/3 O2 P2O5 + Q.
Окисление примесей чугуна кислородом закиси железа происходит по следующим реакциям:
Si + 2FeO SiO2 + 2Fe + Q; Mn + FeO MnO + Fe + Q; С + FeO CO + Fe — Q; 2P + FeO P2O5 + 5Fe + Q.
При окислении элементов наибольшее количество тепла выделяют кремний, фосфор и марганец. Эти вещества используются при продувке чугуна как источник тепла (кремний в кислом процессе, а фосфор — в основном конвертере). Недостаточное количество тепла от реакций компенсируется температурой жидкого чугуна.
Для получения стали методом продувки применяют чугун марки Б-1 и Б-2 — для кислого и Т1 — для основного процесса. Чугун марки Б-1 и Б-2 содержит минимальное количество фосфора (0,07%) и серы (0,06%). Чугун марки Т-1 содержит гораздо больше фосфора (1,6 — 2,0%, иногда до 2,5%). В последнее время для продувки чугуна вместо воздуха применяют технический кислород, который позволяет повысить скорость плавки и выход качественной стали за счет увеличения добавки твердой шихты, а также уменьшения химических примесей в чугуне, подвергающихся окислению. Конвертер, работающий на кислородном дутье, по своей конструкции отличается от обычных конвертеров тем, что в нем имеется сплошное днище. Кислород вовремя плавки подается в него сверху, так как его подача через донные фурмы приводит к их быстрому разрушению. Для этой цели в конвертер опускают трубу, через которую подают кислород и вдувают известь или смесь извести и плавикового шпата. Концентрацию извести и шпата в струе кислорода регулируют в зависимости от состава чугуна. Работают конвертеры на кислородном дутье емкостью 3, 30, 50, 100, 150 и 250 т. Эти конвертеры в основном футеруются магнезитовым кирпичом и доломитовым порошком. Труба, через которую подается кислород, вместе с известью охлаждается водой. Расход воды для трехтонного конвертера составляет 20 м3/ч. Состав извести может изменяться по содержанию окиси кальция от 78 до 92%, окиси кремния SiO2 — от 1,5 до 2,7% и серы — от 0,07 до 0,12%. Возможность применения извести разного состава является большим преимуществом данного способа. Подача извести в струе кислорода обеспечивает исключительно высокую степень соединения и удаления фосфора и серы из металла в шлак. Добавка плавикового шпата к извести еще больше повышает активность шлаков. Кислород применяется технический под давлением 6 — 8 ат. Для понижения температуры металла в конвертер во время плавки загружают стальной лом и железную стружку. При повышенном содержании кремния в чугуне подачу извести увеличивают для того, чтобы получить шлак с необходимой основностью для связывания фосфора. При продувке томассовского чугуна, содержащего 3,6% С; 0,8% Мп; 0,4% Si; 1,7% Р и 0,04% S, после промежуточного скачивания шлака содержание С в металле понижается до 0,6%, а Р — до 0,1%. Полученный шлак является хорошим удобрением для сельского хозяйства. После повторного вдувания извести получают металл с содержанием 0,8% С; 0,31% Мп; 0,017% Р; 0,014% S; 0,001% Ni и следами S , то есть получают сталь, подобную по составу мартеновской. Расход кислорода на 1 т чугуна составляет 60 — 65 м3, а извести 130 — 135 кг. Длительность продувки в тридцатитонном конвертере составляет 20 — 30 мин, расход футеровки — 10 кг на 1 т чугуна.
На современном этапе развития металлургического производства конвертерный способ не решает задачу получения стали сразнообразными свойствами. Для успешного осуществления конвертерного способа требуется чугун строго ограниченного состава.
Различия двух способов
Вышеупомянутое производство подразделяется на бессемеровский и томасовский процессы. Различия между ними в основных составляющих футеровках конвертеров.
Бессемеровский путь выплавки стали позволяет использовать низкое содержание фосфора и серы. При томасовском способе, наоборот, чугун переплавляется посредством высокого содержания фосфора.
Суть кислородно-конвертерного производства заключается в выплавке стали посредством футеровки и продувки кислородом из жидкой чугунной основы. В обязательном порядке для этого используется водоохлаждающая форма.
Водоохлаждающая форма
В агрегатах кислород подается снизу. Этот метод наиболее распространен в России. Хотя в зарубежных странах нередко применяется и комбинированный способ продувки. В металлургии кислородно-конвертерный метод выплавки признан практически одним из самых эффективных по нескольким параметрам:
- Воспроизведение одного сталеплавильного агрегата превышает в мощности иные способы в несколько тон.
- В большегрузных конвертерах воспроизведение достигает порядка 500 тонн за 1 час.
- Затратные средства значительно ниже, чем при ином производстве.
- Довольно экономное обустройство любого цеха, даже в независимости от мощности плавильных агрегатов.
- Простота процесса состоит в автоматизации метода выплавки стали.
Благодаря тому, что используется чистый кислород, сталь, получаемая на выходе, не имеет высокого содержания азота. Это позволяет использовать материал в широких спектрах малой промышленности. Важно и то, что сравнительная безопасность для здоровья, позволяет задействовать специалистов среднего звена.
Возможность предоставить работу большему количеству населения
Особенности производства стали кислородно-конвертерным способом
Для создания стали подобным способом используется не только специальное оборудование.
В первую очередь необходимо учитывать технологические требования к подготовительным работам.
Неотъемлемой частью подобных работ является соблюдение техники безопасности. В обязательном порядке инженер по охране труда должен периодически инспектировать каждого занятого на производстве человека. При малейших изменениях условий труда необходимо проинструктировать каждого сотрудника.
Конвертерное производство посредством продувки кислородом происходит в несколько этапов:
- в конвертер загружается металлолом;
- заливается чугунное сырье;
- включается продувка содержимого конвертера кислородом;
- загружаются сливы стали, шлаки и шлакообразующие.
Процесс конвертерной выплавки стали
Каждый из этапов выполняется только в описанной последовательности с правильным учетом пропорций. В наклоненную конвертерную емкость лом любых видов металла загружается с помощью завалочных машин.
На следующем шаге специально установленные заливочные краны позволяют залить необходимое количество чугуна. После этого конвертер нужно установить вертикально и только затем начинать продувку кислородом. Частота которого не менее 99,5% О2.
Как только начинается продувка, важно загрузить часть шлаковых материалов. Весь объем которых, в том числе и железной руды, распределяется в несколько приемов. Важно соблюдать скорость их загрузки, но не позже чем через 5–7 минут после первого этапа выплавки.
Устройство кислородного конвертера.
Рис. 6 — Кислородный конвертер
1 — опорный подшипник; 2 — цапфа; 3 — защитный кожух; 4 — опорное кольцо; 5 — корпус ведомого колеса; 6 — навесной электродвигатель, с редуктором; 7 — ведомое зубчатое колесо; 8 — демпфер навесного электродвигателя; 9 — демпфер корпус ведомого колеса; 10 -опорная станина.
Большинство имеющихся конверторов имеет грушевидную форму с концентрической горловиной. Это обеспечивает лучшие условия для ввода в полость конвертора кислородной фурмы, отвода газов, заливки чугуна и завалки лома и шлакообразующих материалов.
Днище с корпусом конвертора крепят при помощи клиновых соединений. Для уплотнения стыка днища и корпуса наносят слой огнеупорной массы. Кожух конвертора выполняется сварным из листов толщиной от 20 до 110 мм. Кислородная фурма вводится в конвертер строго по оси, что обеспечивает равное удаление кислородной струи от стенок конвертера и, следовательно, равномерный износ футеровки. Для повышения жесткости и для предохранения от быстрого износа верх горловины защищен сварным или литым шлемом.
Горловина конвертора больше всего подвержена высокотемпературной пластической деформации вследствие теплоизлучения металла и газов в период плавки. Поэтому для увеличения срока службы горловины применяют водяное охлаждение или иногда горловину выполняют съемной.
Огнеупорная футеровка кислородных конвертеров делается двух- или трехслойной. Арматурный слой толщиной 110-250 мм, примыкающий к кожуху, выполняют из магнезитового или магнезито-хромитового кирпича. Рабочий слой быстро изнашивается в процессе работы. Его толщина составляет 500-750 мм. Между арматурным и рабочим слоем делается набивка толщиной 50-100 мм из магнезито — или доломитосмоляной массы. Для кладки рабочего слоя используют необожженные смолодоломитовый и смолодоломитомагнезитовый кирпичи.
Механизм поворота конвертора состоит из системы передач, связывающих цапфы с приводом. Конвертор может поворачиваться вокруг горизонтальной оси на 360о со скоростью от 0,01 до 2 об/мин. Для конверторов малой и средней емкости используют односторонний привод. Привод осуществляется от двух или нескольких электродвигателей. Для большегрузных конверторов вместимостью большее 200 т применяют двусторонний привод, например, четыре двигателя по два на каждую цапфу. В шлеме конвертора имеется летка для выпуска стали. Выпуск стали через летку позволяет уменьшить перемешивание металла и шлака. Летка закрывается огнеупорной глиной, замешанной на воде.
Рис. 7 – Технологические операции конвертерной плавки:
загрузки лома (а), заливка чугуна (б), начало продувки (в), замер температуры (г), слив металла (д), слив шлака (е):
1- газоотвод; 2 – полупортальная загрузочная машина; 3 – совок; 4 – мостовой кран; 5 – заливочный ковш; 6 – бункер; 7 – течка; 8 – термопара; 9 – бункер для ферросплавов; 10 – сталеразливочный ковш; 11 – шлаковая чаша (ковш).
Ход плавки.
Исходные материалы для кислородно-конвертерной плавки:
1. металлолом (скрап);
2. жидкий чугун, поступающий из миксерного отделения цеха;
3. флюсы (известняк, доломит);
4. технический кислород (через специальную кислородную фурму, опускаемую в конвертер);
5. иногда добавляется окалина, сварочный шлак и сырая железная руда;
6. *отработанные автомобильные покрышки.
Плавку начинают с загрузки в конвертер лома. Загрузку ведут через горловину завалочными машинами или кранами, которые опрокидывают лотки с ломом в наклоненный конвертер. Затем из заливочного ковша с помощью мостового крана через горловину наклоненного конвертера заливают жидкий чугун. После этого конвертер поворачивают в вертикальное рабочее положение и вводят фурму, включая подачу кислорода. Для ускорения шлакообразования продувку начинают при повышенном положении фурмы, а через 2-4 мин ее опускают до обычного оптимального положения. Фурма выполнена из 3-х концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами. Головка фурмы является сменной. На ОАО ЗСМК используют пяти сопловые фурмы. Особенностью плавки является образование под кислородной фурмой зоны с температурой 2100-26000С. Продувка продолжается 12-20 мин и должна быть закончена на заданном для выплавляемой стали содержании углерода.
Интенсивность продувки достигает 2000 м3/мин, не зависит от емкости; она определяется конструкцией кислородной фурмы. Имеется определенный уровень интенсивности продувки, после превышения которого начинаются выбросы металла и шлака из конвертера. Допустимый уровень интенсивности продувки тем выше, чем больше число сопел в фурме. При продувке кислородом в конвертер перед заливкой чугуна загружают лом. После слива чугуна конвертер устанавливают так, чтобы устье фурмы было погружено в металл на 50-100мм. Длительность продувки составляет 10-15 мин, давление кислорода 0,5-1,5 МПа. Содержание закиси железа в шлаке при продувке кислородом меньше, чем при продувке воздухом.
Одновременно с началом продувки загружают первую порцию шлакообразующих (извести с бокситом или плавиковым шпатом) и иногда железной руды. Первая порция шлакообразующих должна составлять около 2/3 их общего количества. Оставшееся количество шлакообразующих вводят по ходу продувки в течение первой трети ее длительности. Сыпучие материалы загружают с помощью автоматизированной системы, состоящей из бункеров для хранения сыпучих, питателей, весов и лотков, по которым материалы ссыпаются в горловину конвертера. Система обеспечивает загрузку сыпучих без остановки продувки по программе, задаваемой оператором из пульта управления конвертером.
По окончании плавки из полости конвертера выводят кислородную фурму, а конвертер поворачивают в вертикальное положение. Через его горловину отбирают пробу металла и шлака и замеряют температуру металла. В пробе металла экспрессным методом определяют содержание С, а иногда и Мn и других элементов. На основании результатов анализов принимают решение либо о выпуске плавки, либо о проведении корректирующих операций, которые должны обеспечить получение заданной температуры и заданного содержания углерода.
Возможно проведение следующих операций по исправлению плавки:
1) при избыточном содержании углерода проводится додувка, продолжительность додувки рассчитывают заранее, используя результаты большого числа предыдущих плавок.
2) при высокой температуре в конвертер вводят охладители- легковесный лом, руду, известняк, известь, делая выдержку после их ввода в течение 3-4 мин.
3) при недостаточной температуре металла проводят додувку при повышенном положении фурмы или вводят ферромарганец или силикомарганец с последующей додувкой.
4) при недостаточном содержании углерода производят науглероживание металла присадками молотого кокса или графита на струю металла при его выпуске в ковш.
После выполнения необходимых операций по исправлению плавки конвертер наклоняют и выпускают сталь в ковш через сталевыпускное отверстие, одновременно раскисляя её.
В сталеразливочный ковш сливают также небольшое количество шлака. Шлаковый слой толщиной 200-300 мм предохраняет металл в ковше от быстрого охлаждения. Оставшийся шлак сливают через горловину в подаваемую под конвертер шлаковую чашу.
До подачи в систему газоочистки газы охлаждают до температуры ниже 12000С. Применяют способы объемного и поверхностного охлаждения. Первый — за счет контакта газа с холодным воздухом или испарения воды без утилизации тепла. Второй – основан на контакте газа с поверхностью охлаждения типа кессона или котла–охладителя, или котла–утилизатора. Поверхностные охладители газов можно классифицировать по признакам:
По виду теплоносителя – водяные (кессоны и трубчатые охладители) и паровые (котлы – утилизаторы). По виду теплообмена – радиационные и радиационно-конвективные. В первых охлаждение газов происходит до 800-12000С, во вторых – до 250-4000С. По схеме циркуляции теплоносителя – с принудительной, естественной или комбинированной схемой циркуляции.
По виду газохода – с одним восходящим газоходом, с П – образным газоходом. В большинстве конструкций охладителей в качестве поверхности нагрева применяют трубы. В радиационной части трубы образуют сплошные мембранные трубчатые панели.
Вредные выбросы при конвертерном производстве стали.Процесс производства стали в конвертерах с продувкой ванны кислородом сверху связан с образованием большого количества конвертерных газов, которые содержат высокодисперсную конвертерную пыль и ядовитые газы (окись углерода, сернистый газ, окислы азота).
Интенсивность выделения пыли определяется в основном составом шихтовых материалов, технологией плавки, гранулометрическим составом флюсующих добавок и организацией подачи кислорода.
Конвертерные газы образуются в результате выгорания углерода шихты и разложения известняка. Количество выбросов вредных веществ из конвертера можно существенно уменьшить путем рационализации технологического процесса. Применение частичного дожигания существенно уменьшает выброс окислов азота. Вынос мелкой фракции флюсующих добавок можно сократить, применяя кусковую, хорошо обожженную известь. Весьма эффективным и перспективным средством сокращения выбросов пыли является повышение давления кислорода при входе в дутьевые сопла фурм до 20 и более атмосфер.
Одним из перспективных направлений сокращения количества выбросов пыли и угара металла является повышение температуры металла в конвертере.
Неорганизованные выбросы пыли можно улавливать аспирационной системой или использовать для этого газоотводящий тракт с установленной на нем газоочисткой. В этом случае вокруг конвертера устанавливают газонепроницаемые стенки и направляют неорганизованные выбросы в газоотводящий тракт, как это сделано на Новолипецком металлургическом заводе.
Состав и количество отходящих газов зависят от способа отвода (с дожиганием или без дожигания) и конструкции охладителя газов. Способ отвода — с полным дожиганием или без дожигания – не сказывается на составе пыли. Плотность пыли 4,0 г/см3. Основная масса пыли перед газоочисткой при полном дожигании состоит из Fe2O3, а при частичном дожигании – из FeO. При любом способе отвода и охлаждения газов газоочистка должна обеспечить очистку, чтобы при выбросе газов в атмосферу концентрация пыли не превышала санитарную норму.
Мокрая газоочистка. Основными аппаратами являются скрубберы – охладители, скрубберы Вентури и мокрые электрофильтры. Первой ступенью является скрубберный охладитель – полый цилиндр с бункером внизу и форсунками по высоте. В скрубберах Вентури в результате адиабатного расширения в конфузоре капли испаряются. Пар конденсируется на частицах пыли, ускоряя их коагуляцию. Высоконапорные скрубберы Вентури (8-15 кПа) имеют разнообразные решения. В системах с регулируемым отводом газов без дожигания трубы выполняются с регулируемым сечением горловины. В схемах мокрой газоочистки применяют в качестве второй ступени мокрые электрофильтры. Перед электрофильтром газ охлаждается в скруббере до температуры полного насыщения влагой 700С. Необходимость создания систем очистки сточных вод мокрых газоочисток и эксплуатационные затраты на очистку стимулируют создание надежных аппаратов сухой очистки.
В последние годы применяют схемы отвода газов без дожигания, поскольку это снижает затраты на строительство цеха. На рис. 8 показана схема системы отвода и очистки газов без дожигания, примененная на ряде 150—300-т отечественных конвертеров.
Рис. 8 – Схема газоотводящего траката кислородного конвертера:
1 – конвертер; 2 – подвижная “юбка”; 3 – подвижная часть ОКГ; 4 – стационарная часть ОКГ; 5 – орошаемый газоход; 6 – трубы Вентури; 7 – каплеуловитель; 8 – нагнетатель; 9 – свеча; 10 – дожигающее устройство.
Над горловиной конвертера расположена подвижная «юбка». В опущенном положении юбка обеспечивает герметичность соединения горловины с ОКГ; при необходимости поворота конвертера юбку поднимают. Через юбку отходящие газы поступают в ОКГ, состоящий из стационарного газохода и подвижного кессона,
который вместе с юбкой откатывают в случае необходимости обеспечить доступ в конвертер сверху. В ОКГ газы охлаждаются до 900-1000 °С и затем поступают в орошаемый газоход, где их температуру понижают до 300 °С водой, подаваемой через форсунки. Затем газы попадают в первую ступень газоочистки, выполненную в виде двух параллельно расположенных труб Вентури с прямоугольным регулируемым сечением горловины, и далее во вторую ступень, состоящую из одной трубы Вентури с прямоугольным регулируемым сечением. В трубах Вентури частицы пыли сливаются с каплями подаваемой в трубы воды. Затем поток газов поступает в каплеуловитель, где капли, содержащие частицы пыли, отделяются от газа. Далее очищенные газы выбрасываются дымососом в атмосферу через свечу с дожигающим устройством, обеспечивающим дожигание СО до СО2. Это необходимо, чтобы в атмосферу не попадал ядовитый газ СО; вместе с тем при сжигании СО образуется некоторое количество вредных оксидов азота, попадание которых в атмосферу также считается недопустимым.
Отделяемая от газов смоченная водой пыль в виде шлама удаляется из нижней части каплеуловителя и из бункеров под трубами Вентури. Далее шлам обезвоживают, после чего воду вновь направляют в систему газоочистки, а сухой шлам используют, добавляя в шихту агломерации.
Сухая очистка. В этих схемах используют сухие электрофильтры и тканевые рукавные фильтры. Взрывобезопасность системы обусловлена рядом особенностей электрофильтра. Пыль удаляется конвейером периодически. Снаружи фильтр покрыт теплоизоляцией. Корпус рассчитан на взрывы газовой смеси с увеличением давления. Для очистки газов применяют тканевые рукавные фильтры. В одном из фильтров материал ткани «тергаль» обеспечивает запыленность до 20 мг/м3 при температуре 1450С.
Тканевый фильтр состоит из корпуса цилиндрической или прямоугольной формы, выполненного из листовой стали, в котором размещены все узлы фильтра. Существенным элементом корпуса является бункер, имеющий коническую или пирамидальную форму, угол наклона стенок которого должен быть больше угла естественного откоса улавливаемой ныли. В нижней части бункера устанавливаются шнековый или скребковый транспортер и шлюзопыли. Бункер и корпус разделены горизонтальной решеткой, в которой сделаны отверстия с патрубками для крепления рукавов. Корпус вертикальными стенками разделяется на секции с целью уменьшения перегрузки фильтровального материала и более эффективной регенерации. В секциях прямыми рядами или в шахматном порядке размещаются рукава: отношение длины рукава к диаметру — от 15 до 40.
На корпусе находятся: механизм управления регенерацией; клапанная коробка переключения секций на продувку с калорифером, для подачи в фильтр подогретого продувочного воздуха; а также коллекторы, через которые запыленный газ и продувочный воздух подводятся к фильтру, а очищенный воздух отводится от него.
В тканевых фильтрах применяют фильтрующие материалы двух типов: обычные ткани, изготавливаемые на ткацких станках и войлоки (фетры), получаемые путем свойлачивания или механического перепутывания волокон иглопробивным методом.
Особенности и секреты процесса
От иных способов стального производства подобный метод отличается тем, что завязан на очень высоких скоростях. Весь метод, как правило, проходит буквально за 14–24 минуты. Высокие температуры позволяют задавать мгновенную скорость растворения извести в шлаковых содержимых.
Поэтому и выплавка стали в одном конвертере, включая весь процесс производства, не составляет более 30 минут. Важно отметить, что на качество основного процесса непосредственное влияние оказывает неравномерность окисления каждого из компонента, содержащегося в агрегате.
Ведущий принцип кислородно-конвертерного процесса обусловлен регулированием температурного режима и изменением количества продувок. Необходимое условие для эффективности выплавки – введение охладителей в качестве железной руды, металлолома, известняка.
Очистка пылевых отходов происходит при помощи котла-утилизатора. Все отходящие газы от процесса выплавки попадают в установку для их очистки. Все производство стали кислородным способом управляется мощными современными компьютерами.
Стоит отметить, что при донной продувке удельный объем готовой стали гораздо меньше, чем при верхней продувке. Именно при донном методе скорость получения готовой стали гораздо выше.
Технологии получения жидкой стали
К тому же что касается готового металла, то по окончании всех производственных работ результат эффективнее на 1–2%.
Дополнительно во время процесса сокращается длительность продувки, происходит ускорение плавления лома. Все это позволяет налаживать конкретный технологический процесс при меньшей высоте производственного здания.
Корпус и днище.
Корпус конвертера выполняют Сварным из нестареющей листовой стали 09Г2С толщиной от 20 до 100 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями.
Горловина в большей степени, чем другие элементы кожуха, подвержена воздействию высокие температур и короблению и может быть повреждена при удалении застывших выплесков металла. Поэтому верх горловины защищают массивным шлемом. Хорошо зарекомендовала себя конструкция шлема, показанная на рисунке 4.
Рисунок 4. – шлем горловины конвертера
К корпусу 1 горловины приварена снабженная кольцевым пазом 3 утолщенная обечайка 2, на которой с помощью закладных планок 5 закреплены несколько литых сегментов 4. Эти сегменты обычно выполняют из жаропрочного чугуна, к которому меньше, чем к стали привариваются выплески металла (настыли). Поврежденные сегменты (один или несколько) можно сравнительно легко заменить.
Днище конвертеров чаще делают сферическим, что облегчает циркуляцию металла и способствует снижению износа футеровки. Применяются как неотъемные (см.рис. 3), так и отъемные днища. Отъемные днища могут быть приставными (рис. 5, а) и вставными (рис. 5 б).
1 — приставное днище; 2 — кожух конвертера; 3 — арматурный слой футеровки; 4 — рабочий слой футеровки;
5 — блоки из плавленого магнезита; 6 — предарматурный слой (огнеупорная масса, асбест); 7 — огнеупорная масса; 8 — вставное днище
Рисунок 5.- Футеровка кислородных конвертеров с приставными (а), и вставными (б) днищами
Ведущие принципы выплавки качественной стали
Согласно статистическим показателям каждая десятая тонна выплавленной стали в мире получается в результате кислородно-конвертерного способа при донной продувке.
Весь процесс при низких производственных затратах и адекватных условиях для хода работ, способствует выплавки высококачественной стали. Уникальные технологические мощности конвертерных агрегатов позволяют использовать различные составы сплавов, кроме самого жидкого чугуна.
Определенный интерес в промышленности к этому способу вызван и широким его применением еще с 60-х годов прошлого столетия. Основной типовой ряд емкостей конвертерных агрегатов установлен еще при Советском Союзе. Огромные сосуды представлены в грушевидной форме и имеют объемный ряд от 50 до 400 тонн.
Необходимо отметить, на улучшение показателей готовой стали влияет именно размер конвертера. Оптимальный удельный объем кислородного конвертера способствует интенсивной подаче кислорода и предотвращению выбросов вспенивающихся шлаков и металлов.
Одним из ведущих принципов производства стали в кислородных конвертерах является их проектирование емкостью от 400 до 4,3 тыс. тонн и минимальной высотой 6–8 метров. Слишком низкие агрегаты провоцируют выбросы вспенивающегося металла через узкие горловины. Подобный факт негативно сказывается на всем процессе производства и на качестве самой стали на выходе.
Планирование процесса
Принципиально важно и перед каждой плавкой осуществлять детальное планирование всех оптимальных условий. Они включают в себя:
- расход чугуна и лома;
- уровень подачи кислорода в фурму;
- приблизительные расчеты по концентрации фосфора, серы и шлаков;
- анализ окончательной массы стали и заданных объемов отходов.
Удельная интенсивность выплавки стали кислородным способом в конвертерах позволяет производить высокие объемы сырья при минимальных нагрузках на ход процесса. Немаловажную роль здесь играет фактор проектирования и выбора сопутствующих условий, а также организации технологии производства.
Высококачественную сталь в стране получают не только на огромных заводах, но и на территории малых помещений, для эффективного производства требуется необходимая мощность агрегатов и квалифицированные специалисты.
Опорное кольцо.
Общий упрощенный вид опорного кольца показан на рис. 6.
1 — полукольцо; 2 — цапфовая плита; 3 — цапфа; 4 — окно для циркуляции воздуха
Рисунок 6 – Общий вид опорного кольца конвертера
Оно представляет собой конструкцию, состоящую из двух полуколец 1 и закрепленных между ними двух цапфовых плит 2; полукольца и плиты скреплены шпильками. Полукольца выполняют сварными полыми прямоугольного (коробчатого) сечения. Для защиты опорного кольца от перегрева и от попадания капель металла и шлака над ним, приваривают к корпусу конвертера защитный кожух 3 (см. рис. 3).
На рисунке 7 показано опорное кольцо конвертера, подвешиваемого к цапфе на трех тягах (меридиональных).
1 — узел крепления меридиональной тяги; 2 — окно; 3 — упор; 4 — цапфовая плита;
5 — цапфа; 6 — канал в цапфе; 7 — ребро жесткости
Рисунок 7 – Опорное кольцо конвертера
Полукольца изготавливают с помощью сварки из листовой нестареющей стали 09Г2С. Обычно верхнюю и нижнюю полки полукольца выполняют из листа толщиной 100 мм, а вертикальные стенки 50-60 мм. Для усиления конструкции внутри располагаются поперечные ребра жесткости. В стенках кольца, а также в ребрах жесткости предусмотрены отверстия для циркуляции воздуха, способствующие охлаждению полуколец.
Цапфы выполняют кованными из легированной стали типа 40ХН. Их крепят к опорному кольцу путем запрессовки в цапфовую плиту. Цапфы большегрузных конвертеров делают водоохлаждаемыми; для подачи воды в цапфе предусмотрен осевой канал.