ОПИСАНИЕ TRIOD SP-2000
TRIOD SP-2000 – обдирочно-шлифовальный станок предназначен для работ по заточке, полировки, доводке как режущего инструмента, так и деталей различного материала. Заточные станки TRIOD отличаются высокой надежностью и долговечностью в работе. SP-2000 имеет: крепкий корпус из чугуна, полностью закрытые подшипники, регулируемые защитные экраны, регулируемые опоры, отверстия в корпусе для закрепления на верстаке. В комплекте: обдирочный и чистовой шлифовальный круг, защиты шлифовальных кругов. Родина бренда Россия.
3Б633 Станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок с двумя кругами модели 3Б633 предназначен для выполнения следующих операций:
- а) заточка резцов высотой до 50 мм (быстрорежущих и оснащенных пластинами твердого сплава);
- б) заточка сверл диаметром от Ø 6 до 25 мм и от Ø 12 до 50 мм;
- в) слесарных работ (снятие заусенцев, фасок и т. п.);
- г) заточки слесарного инструмента;
- д) шлифовка деталей абразивной лентой;
- е) полировка деталей.
Особенности конструкции и принцип работы станка
Основными узлами точильно-шлифовального станка 3Б633 являются: станина, головка, крепление кругов, защитные кожуха, поворотный столик, подручник и электрооборудование.
Органами управления станка являются, переключатель частоты вращения шпинделя (рис 2) кнопка управления с черным толкателем «Пуск», кнопка управления с красным толкателем «Стоп», и рукоятка перемещения поворотного столика.
Вместе с точильно-шлифовальным станком поставляются приспособления.
Кинематическая схема станка состоит из двигателя, валом которого служит шпиндель. Эта схема проста и поэтому в руководстве не приводится.
Станина станка
Верхняя опорная поверхность станины имеет два окна, которые соединяют внутреннюю полость с окнами для охлаждения, расположенными в электродвигателе головки, Панель с электрооборудованием укреплена на четырех приливах внутри станины. Проем в передней стенке, герметично закрываемый дверкой, дает возможность доступа к электрооборудованию, На передней стенке станины смонтирован пульт управления с кнопочной станцией и переключателем частоты вращения шпинделя.
Обдирочно-шлифовальные станки
На заводах черной металлургии эксплуатируется более 500 абразивных станков для силового и скоростного шлифования проката. Ежегодно вводятся в эксплуатацию 20—30 новых станков, однако это не соответствует потребности в станках, которая удовлетворена примерно на половину. Количество моделей этих станков превысило 50. Значительный объем работы еще выполняется на ручных наждачных станках, которые пока необходимы при выборке местных дефектов (рис. 72). Полное устранение ручных подвесных и стационарных наждачных станков должно осуществляться по двум основным направлениям:
1. Совершенствование технологии зачистки на механизированных станках за счет создания существенно более стойких абразивных кругов с большей производительностью по съему стружки в единицу времени при существующих усилиях самозатачивания и использовании отходов шлифования при выплавке металла. Для обработки быстрорежущих сталей, как уже было указано, такой путь решения задачи можно считать найденным.
Определенный интерес представляет решение этой задачи в патенте. Сообщается, что была предпринята попытка оснастить ручные станки высокопрочными кругами из электрокорунда, но такие круги быстро засаливались из-за недостаточного усилия самозатачивания на этих станках. Были изготовлены крупнозернистые круги из природных абразивных материалов: шпинеля (MgO*Al2O3) и муллита (3Al2О3*2SiО2) по технологии для высокопрочных кругов. Испытания этих кругов дали положительные результаты (рис. 73).
Усовершенствование ручных станков также может быть осуществлено путем применения бесконечных крупнозернистых абразивных лент, которые в лабораторных условиях при мощности привода 7 кВт и скорости шлифования 25 м/с показали среднюю производительность 8 кг/ч снятой стружки при стойкости 40 мин машинного времени.
2. Разработка маневренных автоматических устройств для выборки местных дефектов. Создание таких устройств сдерживается отсутствием автоматического датчика определения глубины и расположения поверхностных дефектов заготовки, а также отсутствием конструкции шлифовальной головки с дополнительными степенями свободы, превышающей возможности подвесного наждачного станка. Внедрение станков для выборки местных дефектов должно осуществляться на достигнутом уровне технологии шлифования и инструмента, т. е. обеспечивать нормальные санитарно-гигиенические условия труда, полноценное использование отходов, в том числе переплав шлифовальной стружки, и высокую стойкость инструмента при достаточном уровне его самозатачивания.
Универсально-обдирочные станки с подвижным столом, распространенная компоновка которого показана на рис. 74, позволили механизировать трудоемкую операцию сплошной зачистки поверхности полупродукта, повысить производительность труда в 3—5 раз, снизить себестоимость зачистки. Затраты на обработку 1 т проката на этих станках составляют 8,0—18,0 руб., 50—70% которых приходится на долю абразивного инструмента из-за сравнительно невысокой стойкости кругов (коэффициент шлифования составляет 2—3).
Технико-экономические показатели зачистки на станке ХШ7-02НЗ приведены в табл. 33, из которой следует, что основное влияние на затраты оказывают объем дефектного металла и масса заготовки. Наиболее широко на отечественных заводах применяется станок мод. М7400 и различные варианты модернизации этого станка (табл. 34). Обработка заготовок ведется на горизонтальном столе, выполненном в виде сварной коробчатой конструкции.
Стол перемещается на роликах по станине, представляющей собой сварную или литую конструкцию. Заготовка при обработке зажимается в тисках. Гидроцилиндр привода стола устанавливается на станине и через реечную передачу перемещает стол в продольном направлении. Шлифовальная бабка станка имеет вертикальное перемещение по направляющим каретки. Перемещение осуществляется от пневмоцилиндра. Шпиндель абразивного круга размещен в литом корпусе на опорах качения. Вращение на шпиндель передается посредством клиноременной передачи, натяжение ремней осуществляется в результате перемещения электродвигателя.
Каретка, на которой расположена шлифовальная бабка, имеет возможность поперечного перемещения по роликовым опорам и направляющим. Перемещение каретки осуществляется от гидроцилиндра.
Станок имеет загрузочное устройство, представляющее собой раму с наклонно расположенными рельсами и цепным транспортером для подачи заготовок. Привод транспортера состоит из электродвигателя и редуктора. Обработанные заготовки выгружаются в карман.
Управление станком сосредоточено на пульте. Реверс стола в автоматическом режиме осуществляется настраиваемыми кулачковыми упорами, в ручном — от рукоятки управления оператором.
Производительность зачистки по квадратной заготовке из стали 12Х18Н10Т на станках М7400 составляет около 5000 т/год.
Универсальные обдирочно-шлифовальные станки достаточно просты по конструкции, надежны в эксплуатации, коэффициент их использования на большинстве заводов составляет 0,75—0,85.
Усовершенствование универсальных станков происходит на основе улучшения их компоновки, которая в основном определяется размерами, формой и массой обрабатываемого металла, а также усовершенствования основных узлов.
Наибольшее распространение получили шлифовальные бабки маятникового типа, устанавливаемые на подвижных каретках или порталах. Нашли также применение шлифовальные бабки с подачей в вертикальной плоскости. Известны шлифовальные бабки планетарного типа.
В качестве привода шлифовального круга применяют на этих станках электродвигатели переменного и постоянного тока, обеспечивающие скорость шлифования 60—80 м/с и более. Вращение от электродвигателя к шпинделю шлифовального круга передается клиноременными или зубчатыми ремнями, натяжение которых осуществляется перемещением электродвигателя.
Известны конструкции станков, в которых в качестве привода используются гидродвигатели, непосредственно вращающие шпиндель станка. Такое исполнение позволяет повысить маневренность шлифовального круга.
В большинстве станков осуществляются три вида подачи: продольная, поперечная и подача на врезание круга. Ведутся работы по сообщению кругу дополнительной осциллирующей подачи, повышающей маневренность круга при выборке местных дефектов. Подачи осуществляются от отдельных приводов, имеющих бесступенчатое регулирование. Для создания усилия прижима используют гидравлические и пневматические цилиндры, электродвигатели с редукторами, известно применение пружин для упругого поджима шлифовального круга. Взаимное перемещение узлов происходит, как правило, по роликовым направляющим.
Столы станков выполняют преимущественно в виде жестких сварных коробчатых конструкций, на которых размещают фиксирующие и кантующие механизмы, командоаппараты управления режимами работы, амортизирующие устройства, обеспечивающие надежный выход стола в крайние положения. В качестве привода стола используют гидроцилиндры, штоки которых выполняют в виде реек, зацепляющихся через промежуточную шестерню с неподвижной рейкой, размещаемой на нижней плоскости стола. В связи с увеличением скорости перемещения столов находит применение канатная система привода стола.
Круглый прокат перемещают по рольгангу, для поворота проката ролики рольганга профилируют.
Перемещение, кантовка и фиксация при обработке проката — наиболее нерешенные вопросы. В последние годы для этих целей создают достаточно сложные, но обеспечивающие маневренность при обработке поворотно-подающие механизмы.
Существует значительное число схем и конструкций фиксирующих и перемещающих устройств, что объясняется широким диапазоном обрабатываемых сечений по размерам и формам проката.
Станки, как работающие автономно, так и встраиваемые в механизированные линии, оснащают загрузочноразгрузочными устройствами различных конструкций.
Универсальные станки, как правило, имеют автоматическое (для операций сплошной зачистки и светления «змейкой»), полуавтоматическое и ручной управление. Последнее используют при выборке местных дефектов и осуществляют с помощью мнемонической рукоятки.
В последнее время значительное внимание уделяется конструкциям обеспыливающих систем, которые одновременно обеспечивают сбор отходов шлифования для последующего переплава. На рис. 75 показана схема пылеприемного устройства и отстойника для сбора крупной металлической составляющей отходов шлифования. Для обеспечения нормальных санитарно-гигиенических условий на универсальных станках пылеотсасывающие устройства должны обеспечивать производительность отсоса не менее 6000 м3/ч.
Однако дальнейшее развитие этих станков начинает сдерживаться из-за возрастающих потерь годного металла, недостаточной производительности обработки, не соответствующей возможностям современного абразивного инструмента и высокой металлоемкости оборудования (см. табл. 35).
Значительное число совершенных обдирочно-шлифовальных станков, работающих на металлургических заводах, изготовлено в ГДР на предприятии «Heinrich Rau» (табл. 35).
Эти станки унифицированы. Основная компоновка станка включает шлифовальный комплекс, подвижный стол, станину стола, загрузочный стол, устройство выгрузки с карманом, пульт управления. Станки поставляются в комплекте с вентиляционными установками. Отличительной особенностью станков является наклонное расположение стола с обрабатываемой заготовкой, что улучшает осмотр поверхности металла с пульта управления, который расположен со стороны приемника шлифовального факела. Производительность станка при зачистке заготовки из нержавеющей стали составляет до 10 тыс. т/год, затраты на зачистку составляют 5 руб/т с учетом использования отходов шлифования.
Наиболее совершенные универсально-обдирочные станки изготавливаются шведской .
Станок этой фирмы для обработки квадратной заготовки сечением 75—150 мм и сляба сечением 100х406 мм, длиной 3000—11400 мм из углеродистой стали имеет следующие основные технические данные:
Привод двигателя этого станка имеет шесть ступеней регулирования скорости шлифования. Абразивный круг смещен относительно оси заготовки на 50°, что обеспечило ширину шлифовальной строчки 60 мм. При указанных размерах круга и ограниченной мощности (240 кВт) была получена производительность по скорости снятой стружки 1050 кг/ч по углеродистой стали. Для нормальной эксплуатации станка производительность по стружке была понижена до 850 кг/ч при коэффициенте шлифования 127,5 по углеродистой стали. Производительность при обработке заготовок массой около 1 т при съеме 5% дефектного металла составила 10—12 т/ч, что соответствует годовой производительности 60—70 тыс. т (рис. 76).
Еще более мощный станок для обработки слябов из нержавеющей стали длиной 4500—9000 мм, шириной 800—1650 мм, толщиной 75—200 мм модели СМ9000-HSE/45° (рис. 77) имеет следующие основные технические данные: Сообщается, что эта фирма ведет работы по созданию сверхмощного обдирочно-шлифовального станка с одновременным усовершенствованием абразивного инструмента и режимов шлифования. Мощность главного привода этого станка составит около 600 кВт, съем металла следует ожидать не менее 2500 кг/ч. Такой станок по производительности будет конкурировать с машинной огневой зачисткой и создавать значительный экономический эффект за счет снижения расхода металла (рис. 78).
Мощные абразивно-обдирочные станки для силового и скоростного шлифования создают значительный уровень шума, защита от которого в настоящее время решается путем создания специальных кабин для оператора. Однако это не защищает работающий вблизи персонал от вредного воздействия шума. Как один из путей решения этой проблемы, шведская рекомендует устанавливать станки в звукозащитных кожухах (рис. 79).
Одесское СКБ разработало серию станков с подвижным столом для сплошной зачистки и светления поверхности проката «змейкой», а также для выборки грубых местных дефектов на металле квадратного, прямоугольного и круглого сечения. Новые станки имеют высокие проектные технико-экономические данные. Серийное изготовление этих станков начато на Воронежском станкостроительном заводе имени 50-летия Ленинского комсомола.
Конструкция базового станка мод. 3304И показана на рис. 80. Станок предназначен для обработки квадратного проката сечением 71—180 мм, длиной 1200—3000 мм с наибольшей массой заготовки 750 кг. Шлифовальный круг имеет размеры 630х80х203 и предназначен для работы с окружной скоростью 60 и 80 м/с. Усилие прижима шлифовального круга регулируется в пределах 150—1000 кгс. Шлифовальная бабка станка имеет регулируемое поперечное перемещение 1—9 м/мин. Скорость подвода шлифовального круга к заготовке 3 м/мин, скорость отвода ускоренная — 6 м/мин. Скорость продольного перемещения стола, регулируемая в пределах 6—60 м/мин. Станок оборудован семью электродвигателями. Главный привод шлифовального круга типа 4А280М2УЗ имеет мощность 132 кВт. Общая мощность электродвигателей станка 173 кВт. Габариты станка: длина 13195 мм, ширина 8 520 мм, высота 3810 мм; масса станка 35 100 кг.
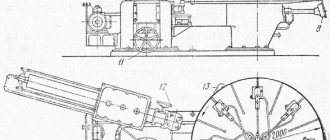
Принцип работы станка состоит в следующем. Шлифовальный круг 1 получает вращение от главного привода 2 через шкивы и сдвоенную плоскозубчатую ременную передачу. Шкив шлифовального шпинделя является сменным для перевода станка на скорость 60 или 80 м/с в зависимости от технической характеристики абразивного круга. Перемещение шлифовальной бабки 3 осуществляется гидроцилиндром. При поперечном перемещении шлифовальная бабка опирается на четыре ролика. Вертикальное перемещение шлифовальной головки 5 осуществляется от пневмоцилиндра. Шлифовальная головка соединена со шлифовальной бабкой с помощью рычажного параллелограмма. При перемещении шлифовальной головки вверх и вниз площадки, сделанные на траверсе, могут упираться в регулируемые буферы-упоры. Шлифовальная головка имеет четыре боковых ролика, которые предохраняют ее от боковых смещений, а также разгружают рычажный параллелограмм. Стол станка 6 перемещается перед шлифовальной бабкой по рельсовому пути 7. Привод стола осуществляется от гидродвигателя через редуктор и зубчатую муфту. Тихоходный конец вала редуктора при помощи зубчатой муфты соединен с валом барабана 8, по которому перематывается трос 9. Ветви троса, идущие с барабана, проходят через неподвижный ролик 10 и натяжной ролик 11, последний установлен на тележке, приводимой от гидроцилиндра. В столе закреплены два опорных ролика, связанные тросом с роликами 10 и 11 — эта система обеспечивает продольное перемещение стола станка. Перед столом на кронштейне закреплена лента токоподвода 12. Стол станка перемещается на роликовых опорах 13 по рельсовому пути 7 Роликовые опоры, за исключением 14, крепятся на тумбах, в которых размещены механизмы кантования заготовки, рычаги и гидроцилиндры, обеспечивающие загрузку и зажим заготовки.
Станок скомпонован из двух основных групп узлов и ряда вспомогательных узлов.
К первой основной группе узлов относится шлифовальный комплекс, обеспечивающий перемещение абразивного круга и зачистку поверхности заготовки. Эта группа состоит из следующих узлов: станины шлифовальной бабки, основания станины, шлифовальной бабки, шлифовальной головки, шпинделя шлифовального круга, гидроцилиндра перемещения шлифовальной бабки, пневмоцилиндра прижима круга, кожуха шлифовального круга и кожуха привода шлифовального круга.
Станина бабки 4 выполнена в виде сварной конструкции. Внутренняя ее полость используется для приема шлифовального факела. Нижняя часть станины имеет воронку, через которую металлоабразивные отходы попадают в короб, установленный на тележке. На верхней части станины крепятся рельсы, по которым перемещается шлифовальная бабка. На задней стенке станины находится окно с крышкой на петлях, служащее для очистки канала от настылей металлоабразивных отходов.
Шлифовальная бабка представляет собой сварную конструкцию коробчатой формы. Внутри бабки расположены параллелограммные рычаги и их оси, на которых закрепляются шлифовальная головка, пневмоцилиндр прижима шлифовального круга и резиновые буферы-упоры, ограничивающие перемещение шлифовальной головки. В нижней части бабки установлен кронштейн для крепления гидроцилиндра ее перемещения. К верхней части шлифовальной бабки на платиках крепятся две оси пневмоцилиндра прижима шлифовального круга.
Шлифовальная головка — сварная, коробчатой формы. В нижней ее части имеется разъемная расточка, в которой установлен шлифовальный шпиндель с кожухом для круга. Над шпинделем на плите установлен главный привод, который для натяжения ремня может перемещаться от винта. Параллелограммные рычаги обеспечивают перемещение головки в вертикальной плоскости и крепятся в ней в расточках с подшипниками. На боковых стенках головки установлены подпружиненные ролики, которые перемещаются по направляющим и обеспечивают разгрузку рычагов от осевых нагрузок. Цилиндр пневмоприжима головки установлен в пазах шлифовальной бабки на кронштейнах.
Шлифовальный шпиндель установлен в гильзе стакана на радиально-упорных подшипниках качения, смазка шпинделя осуществляется распыленным маслом, нагрев передних и задних подшипников шпинделя контролируется термопарами. Передняя стена кожуха шлифовального круга служит для смены абразивного круга и имеет шарнирно-откидывающиеся винты. Кожух привода круга выполнен из листовой стали сварным, закрывает шкивы и ременную передачу.
Вторая основная группа узлов станка служит для перемещения, кантования и выдачи заготовки. Она включает следующие узлы: рельсовый путь, стол станка с приводом, кулачки управления реверсом, натяжной ролик, токоподвод.
Стол станка перемещается по крановым рельсам, сваренным встык монтажным швом и закрепленным на шпалах из швеллеров. Шпалы крепятся фундаментными болтами. На отдельных кронштейнах по краям рельсового пути закреплены резиновые буферы 15, которые в случае отказа конечных выключателей ограничения хода стола обеспечивают безопасность работы. Стол станка представляет собой сварную конструкцию — раму, состоящую из отдельных тумб, внутри которых размещены механизмы зажима, кантования и выдачи заготовки. Стол практически любой длины может быть собран из отдельных тумб. Для перемещения стола по рельсовому пути тумбы установлены на колеса.
Привод стола обеспечивается от высокомоментного гидромотора или от обычного гидромотора. Узел состоит из сварного основания, на котором крепится гидромотор зубчатой муфты и редуктора. Последний тихоходным концом через зубчатую муфту соединен с барабаном, имеющим винтовую нарезку, на которую наматывается трос.
Кулачки управления реверсом стола 16 устанавливаются по торцам заготовки и представляют собой переставляемые упоры. Передний левый кулачок при ходе стола вправо нажимает на рычаг конечного выключателя реверса стола и выдается команда на реверс стола влево. Соответственно работает передний правый кулачок. Задний левый кулачок выдает команду на остановку стола в исходном положении. Если оно не обеспечивается, то срабатывает аварийный конечный выключатель. Задний правый кулачок обеспечивает аварийную остановку стола, если не происходит реверса стола.
Натяжной ролик обеспечивает изменение направления движения троса и его натяжение при помощи гидроцилиндра. Узел установлен на подвижной тележке.
Узел ролика представляет собой раму с осью на подшипниках, на которой вращается двухручьевой ролик и служит для изменения направления движения троса.
Токоподвод представляет собой ленту, один конец которой с помощью кронштейна прикреплен к столу, а второй — к шпале рельсового пути. К ленте крепятся хомутами шланги, в которых уложены провода электропитания и системы управления.
Кабина оператора станка 17 имеет двойные утепленные звуконепроницаемые стенки, облицована пластиком, остекленными частями обращена к зоне шлифования. В кабине установлен пульт управления станка и кондиционер. На пульте сосредоточено основное управление станком: крестовая рукоятка управления, служащая для передачи движения хода столу и шлифовальной бабке; рукоятка управления кантованием; педаль опускания круга; переключатели положений и режимов работы; различные кнопки; контрольная показывающая аппара-ратура; сигнальные лампочки.
Станок также оборудуется узлом сбора отходов шлифования, который размещен в нижней части фундамента станка и обеспечивает помарочный сбор шлифовальной стружки.
Гидросистема станка состоит из двух оригинальных станций: гидроагрегата привода стола и гидроагрегата кантователя. Гидроагрегат шлифовальной бабки — узел АМЛГ48-84. Гидросистема станка обеспечивает возвратно-поступательное перемещение стола, перемещение шлифовальной бабки, натяжение троса привода стола, кантование, зажим и выдачу заготовки. В гидроагрегатах станка обеспечен при необходимости подогрев масла, что обеспечивает работоспособность станка в условиях цехов Севера и Сибири.
Пневмосистема станка подключается к заводской пневмосети с предварительной тщательной фильтрацией и осушкой воздуха. Пневмосистема в станке обеспечивает подвод, отвод и прижим шлифовальной головки; сброс давления на круг на концах заготовки; подачу масляного тумана в шлифовальный шпиндель.
Управление станком осуществляется в полуавтоматическом режиме для сплошной зачистки и светления проката «змейкой» и в ручном режиме при выборке местных дефектов.
Расчет экономической эффективности, выполненный при проектировании базового станка мод. 3304И, показал, что годовой экономический эффект при внедрении одного станка предполагается в 34,2 тыс. руб. при оптовой цене за станок 84,3 тыс. руб. Эффективность нового станка выявлена при сравнении со станком мод. ОРА-37 с учетом роста производительности в 2,1 раза и составляющей около 21 тыс. т заготовки в год.
На основе опыта разработки базовой конструкции станка для силового и скоростного шлифования проката Одесское СКВ и Воронежский станкостроительный завод приступили к созданию унифицированной серии станков мод. 3305И, предназначенной практически для всего сортамента проката квадратного и прямоугольного сечения, производимого в Союзе. Основные технические данные этих станков приведены в табл. 36.
В конструкции этих станков внесен ряд усовершенствований, связанных с приводом круга, положением шлифовальной головки под углом 45°, прижимом круга, механизмом кантования и др.
Создание подобных станков является переходным этапом к агрегатным абразивным машинам, предназначенным для сплошной зачистки поверхности заготовок в поточных автоматических линиях, включающих станки для выборки местных дефектов, а также в горячем потоке развивающихся литейно-прокатных установок (табл. 37).
Преимущества силового и скоростного шлифования в особенности проявляются в абразивных машинах, так как обеспечивается возможность регулирования съема удаляемого металла, использование отходов шлифования при переплаве, резкое снижение металлоемкости оборудования. Расчетные затраты на зачистку заготовки сечением 140х140 мм из стали Х12М при объеме удаляемого дефектного слоя 5% составляют 3 руб/т, что в 2—3 раза ниже существующих затрат.
Абразивная машина предназначена для установки в литейно-прокатном агрегате для зачистки слитка сечением 56х78 мм из сплавов сопротивления (Х20Н80, Х27Ю5А и др.) при температуре до 1000°C (рис. 81).
Кинематическая схема машины показана на рис. 82.
Машина оснащена четырьмя маятниковыми шлифовальными головками, установленными попарно с обеих сторон рабочей клети по ходу движения обрабатываемого металла. Шлифовальная головка содержит шпиндель, на котором консольно закреплен защищенный кожухом шлифовальный круг, приводимый во вращение через клиноременную передачу от асинхронного электродвигателя. Усилие прижима и отвод круга обеспечиваются гидроцилиндром, шарнирно закрепленным со шлифовальной головкой и спарником. Каждая пара спарников соединена между собой двумя коромыслами, оси которых консольно установлены на рабочей клети.
Механизм поперечной подачи шлифовальных головок выполнен в виде кривошипно-эксцентрикового дифференциального привода. Управление машиной осуществляется с пульта, на котором установлены ваттметры и манометры. Система пневмоотсоса обеспечивает удаление металлоабразивных отходов.
Сопоставительный анадиз по заготовке 125х125 мм из стали 12Х18Н10Т при глубине зачистки 1,3 мм показал, что производительность зачистной машины в 5,5 раза выше, чем широко распространенного на отечественных заводах станка мод. SFXKP (см. табл. 36). Увеличение производительности и снижение металлоемкости оборудования снижают постоянные затраты на машине в 6—8 раз по сравнению с универсальными станками.
Наибольшее развитие получают технологические линии, состоящие из шлифовальных силовых станков с транспортными рольгангами, загрузочными и разгрузочными устройствами, дефектоскопов и т. п.
Сообщается, что фирмы в США, Аргентине и Испании используют установки, в которых огневая зачистка заготовок из углеродистых сталей заменена шлифованием. Шведская сообщила, что в ближайшее время появится шлифовальная установка для автоматического удаления местных дефектов с автоматическим определением глубины и расположения трещин на поверхности заготовки. Схема линии для зачистки заготовок показана на рис. 83.
На одном из отечественных заводов опробованы станки выборки местных дефектов мод. DVT, изготовленные в Чехии.
Станки мод. DVT компонуются в линии, состоящей из транспортных рольгангов, накопителей, собственно станков и другого оборудования. Кинематическая схема станка мод. DVT показана на рис. 84.
Конструктивное устройство спаренных станков показано на рис. 85.
Работа на станке осуществляется следующим образом. Прутки после правки на правильной машине и удаления окалины на дробеметной установке подлежат осмотру и замеловке дефектов поверхности. По центральному рольгангу прутки подаются до упора, а затем автоматически перегружаются на загрузочное устройство станка, с которого поштучно выдаются на рольганг транспортировки прутков к станку выборки дефектов. Прутки, не имеющие дефектов, по центральному рольгангу могут быть поданы транзитом в конец линии, в соответствующие карманы. Дефекты поверхности проката удаляются абразивным кругом. Рольганг, оборудованный поворотными профильными роликами, позволяет изменять подачу и число оборотов прутка, шлифовальная головка имеет продольный, поперечный и вертикальный ходы. Управление рабочими движениями осуществляется с пульта управления станком.
Данные по производительности одного станка мод. DVT по результатам наблюдений приведены в табл. 38.
При выборке местных дефектов возможна обработка на станке искривленных штанг после холодильника, однако это увеличивает время на установку прутка с дефектом под шлифовальный круг. Выборка дефектов на искривленном прокате приводит к потере производительности.
Выборку местных дефектов на станке мод. DVT следует осуществлять в пределах продольного хода шлифовальной головки только над опорами: роликами, тисками. Шлифование металла при расположении круга вне опоры вызывает его вибрации и, как следствие, появление прижога на обработанной поверхности. Шлифовальный прижог сам по себе не является браковочным признаком, однако в неблагоприятных условиях может привести к возникновению шлифовальной трещины или к развитию исходной. Станок мод. DVT не имеет устройств для ограничения глубины шлифования, поэтому контроль за глубиной шлифования на станке осуществляется визуально по ширине шлифовальной строчки, которая для диаметра 50 мм не должна превышать 8 мм, для диаметра 90 мм—12 мм. Контроль глубины зачистки следует производить глубиномером. Уровень маневренности станка мод. DVT обеспечивает наиболее производительную обработку при больших диаметрах, т. е. выгоднее выбирать местные дефекты на прутках диаметром 90 мм, чем диаметром 50 мм, из-за меньшей потери времени на вспомогательные операции, связанные с установкой штанги.
Применение в поточных линиях станков с подвижным столом для выборки местных дефектов следует считать нецелесообразным, так как при этом возникают дополнительные потери времени по сравнению с прямоточной подачей штанг. Это объясняется тем, что маневренность стола ниже, чем шлифовальной головки, зачистка проката на столе требует повышенной точности правки, при искривленной штанге возможен ее выброс под действием сил шлифования, жесткость положения штанги на столе ниже, чем, например, под опорами на станке мод. DVT.
Операция еветления проката «змейкой» на глубину 0,6—0,7 мм на станках со столом практически невозможна из-за пониженной жесткости в контактной зоне.
В табл. 39 приведены данные расчета затрат на зачистку местных дефектов на станке мод. DVT в сравнении с подвесными наждачными станками для условий обработки проката круглого сечения диаметром 70—90 мм из нержавеющих сталей типа 0ХН1М, 12Х18Н10Т, прошедших предварительную операцию сплошной зачистки на глубину 0,6 мм. Как видно из этих данных, существующее механизированное оборудование для выборки местных дефектов практически не создает экономического эффекта по сравнению с ручными станками на заводах черной металлургии. Однако если принять во внимание, что у потребителей проката выявляется брак по поверхности проката вследствие некачественной выборки местных дефектов на ряде металлургических заводов, который по результатам наблюдений может быть оценен по нижнему пределу ~2%, то на объем обработки, приведенной в табл. 40, экономический эффект составит не менее 180 тыс. руб. в год. Такая экономическая оценка указывает на необходимость перевода операций ручной зачистки местных дефектов на механизированные.
Станок мод. DVT является ближайшим прототипом современного станка для выборки местных дефектов, над созданием которого в настоящее время ведутся работы.
Основные технические требования, реализуемые в новом станке для выборки местных дефектов, сводятся к следующему:
1. Создание маневренной осциллирующей шлифовальной головки, обеспечивающей минимальные потери годного металла при зачистке местных дефектов.
2. Применение в станке поворотно-подающего механизма, обеспечивающего регулируемую в широком диапазоне раздельную продольную и вращательную подачу штанг.
3. Создание устройства ограничивающего глубину врезания абразивного круга в пределах задаваемой величины на допуск по диаметру штанги.
4. Применение мнемонической трехкоординатной рукоятки управления рабочими перемещениями инструмента и металла при зачистке местного дефекта.
5. Создание специального абразивного инструмента, работающего на скорости шлифования 80 м/с и более, обладающего высокой стойкостью и обеспечивающего получение отходов шлифования, пригодных для переплава.
В табл. 40 приведены сравнительные расчетные экономические показатели станков для выборки местных дефектов мод. DVT и вновь создаваемого станка. Как видно из этих данных, проектируемые станки для выборки местных дефектов даже без учета эффективности от повышения производительности (повышение производительности ожидается не менее чем в 1,5 раза) дадут значительный экономический эффект.
В последние годы в России и за рубежом наметились тенденции к росту применения ручных шлифовальных машин на повышенных скоростях резания до 80 м/с.
По ГОСТ 12634—67 шлифовальные машины изготавливаются следующих типов: прямые, угловые и торцовые. Рабочим инструментом машин являются абразивные круги и головки различного типа и профиля, изготавливаемые на органической связке.
Технические характеристики машин разнообразны. Простота конструкции, надежность в работе, небольшая масса и габариты, способность развивать значительную мощность — причины распространения ручных шлифовальных пневматических машин. Они создают значительные экономические преимущества. Несмотря на то что к. п. д. пневматического двигателя не превышает 0,2, затраты на энергию привода не превышают 2—3% всех производственных расходов на тонну продукции. Поэтому небольшое повышение производительности труда, полученное от использования пневматических машин, приводит к относительно большому снижению затрат на рабочую силу, что с избытком компенсирует расходы на более высокую стоимость энергии сжатого воздуха.
За рубежом совершенствованию ручных пневматических машин уделяется значительное внимание. Крупнейшими производителями этого оборудования являются , «С1есо» и «Skil» (США), «Bosch» (ФРГ), «Atlas Сорсо» (Швеция) и др. Сообщается, что экономический эффект от применения усовершенствованных ручных шлифовальных машин достигает 5 тыс. долларов.
Ручная пневматическая машина с ротационным двигателем современной конструкции показана на рис. 86. Она состоит из следующих основных узлов: корпуса, пневмодвигателя, рукоятки с пусковым устройством, регулятора частоты вращения, шпинделя, на конце которого крепится инструмент, виброзащитного устройства, глушителя аэродинамического шума и защитного кожуха. Запуск машины осуществляется нажатием на курок, поворотом рукоятки или кольца; сжатый воздух из воздухопровода поступает через отверстие корпуса регулятора частоты вращения в рабочую полость двигателя и вращает ротор, соединенный со шпинделем.
В производственных условиях опробована ручная шлифовальная машина модели П-21, модернизированная в части крепления круга ПП 150х20х32. Машина изготавливается серийно на Ногинском опытном заводе, имеет следующую техническую характеристику:
Шлифование стали марки ЗОЛ производилось абразивными кругами с технической характеристикой 14А100ЧТ2Б, предназначенными для эксплуатации на скорости 80 м/с. Такие круги изготавливают методом горячего прессования с выдержкой под давлением при бакелизации. Производительность по снятой стружке при работе этими кругами составляет до 3,5 кг/ч, стойкость кругов по сравнению с серийно применяемыми на скорости до 40 м/с вырастает не менее чем в 10 раз. Это позволяет резко снизить запыленность воздуха на рабочем месте. Экономическая эффективность от применения скоростной шлифовальной машины мод. П-21 при применении ее на участке зачистки литья составляет 0,5 тыс. руб. в год при затратах на машину 50 руб.
Скоростные пневматические ручные шлифовальные машины следует применять повсеместно взамен работающих на скорости до 40 м/с, а также возможно расширить их область применения для выборки местных дефектов на заготовках из дорогостоящих марок стали после сплошной зачистки, на готовом прокате мелких сечений взамен подвесных наждаков и пневматических зубил.
3Б633 Расположение основных узлов точильно-шлифовального станка
Расположение основных узлов точильно-шлифовального станка 3Б632
3Б633 перечень основных узлов точильно-шлифовального станка
- Станина – 3Б633.10.000
- Головка – 3Б633.21.000
- Крепление круга ПП – 3Б633.30.00
- Кожух правый
- Столик поворотный правый – 3Б633 46.000
- Пылесборник – 3Б633.54 000
- Патрубок
- Кожух левый
- Козырек – 3Б633.44.00
- Экран
- Подручник левый – 3Б633.43.000
- Выдвижная заслонка – 3Б633.56.000
- Переключатель
- Выключатель с черным толкателем «Пуск»
- Выключатель с красным толкателем «Стоп»
- Рукоятка перемещений поворотного столика.
3Б633 перечень приспособлений для точильно-шлифовального станка
- Приспособление для заточки сверл диаметром Ø 12—50 мм – 3Б633.50.000
- Приспособляя для заточки сверл диаметрам Ø 6—25 мм – 3Б633.50 000
- Приспособление для ленточного шлифования – 3Б633.51.000
- Приспособление для полирования – 3Б633.52.000
- Столик поворотный левый – 3Б633.53.000
- Приспособление для правки кругов – 3Б633.55 000
- Подручник правый – 3Б633.57.000
Технические характеристики точильно-шлифовального станка для заточки резцов 3Б633
Технические характеристики точильно-шлифовального станка 3Б633
Связанные ссылки. Дополнительная информация
Основная функция традиционного обдирочно-шлифовального станка становится понятной из названия. Но, несмотря на общее целевое назначение, все подобное оборудование делится на три основные категории: стационарные машины, подвесные агрегаты и станки специального назначения. Для подробного изучения данной техники имеет смысл рассмотреть каждое из направлений более подробно.
Стационарный станок
Категория стационарных обдирочно-шлифовальный станков представлена одно- и двухсторонними агрегатами. Техника задействуется, в основном, при обработке мелких отливок. Устройства стационарного типа представлены радиально-заточными машинами и торцешлифовальными станками.
Первые пользуются значительно большим спросом из-за своей многофункциональности. Такие машины, как правило, комплектуются абразивными кругами, диаметр которых варьируется от 400 до 750 миллиметров. Диапазон интенсивности шлифования у них колеблется в пределах 4-50 метров в секунду.
Правила работы с аппаратом
Любая техника требует бережного отношения. От правильности использования зависит не только качество обработки заготовок, но и здоровье работника. Чтобы не возникали проблемы с эксплуатацией оборудования, важно соблюдать такие правила:
- Хранят, испытывают и используют абразивные инструменты необходимо в соответствии с инструкцией производителя.
- Элементы должны быть защищены от негативного воздействия внешних факторов, способствующих их разрушению.
- Снос колец обязан быть одинаковым.
- Если станок перемещается с места на место, каждый раз следует надежно закреплять стол.
- Фланцы и кольца следует внимательно осмотреть перед креплением.
- Кожух время от времени нуждается в уборке металлической пыли.
- Перед включением следует внимательно осмотреть все узлы агрегата. Последующую шлифовку требуется проводить после разогрева устройства.
- Периодически агрегат нужно подвергать техническому обслуживанию: ремонту и смазке узлов, замене вышедших из строя деталей.
- Установкой кругов занимается только специально обученный человек.
Дополнительные требования техники безопасности
Аматера лучше не подпускать к этому процессу, так как монтаж может быть сделан неправильно, что приведет к некачественной работе, быстрой поломке, травмированию работников.
Только соблюдение представленных правил поможет сделать процесс обдирки эффективным и безопасным. Аппарат вовремя работы испытывает существенные вибрационные нагрузки. Этот параметр следует учитывать во время установки оборудования в цеху.
Обдирочный станок – универсально многофункциональное оборудование, позволяющее сделать металлические заготовки качественными и аккуратными. Правильный выбор оборудования позволит обрабатывать детали длительное время.
Подвесной станок
Подвесной обдирочно-шлифовальный станок используется при обработке металлических отливок средних и больших размеров. Особенностью этих машин является то, что они располагаются в подвешенном состоянии, что дает возможность поворачивать массивную конструкцию в вертикальной плоскости вокруг своей оси, а также поднимать и опускать без приложения значительных усилий.
Подвесные машины отличаются высокой мощностью встроенных электрических агрегатов, а также большими габаритами абразивного круга. Разумеется, с таким «комплектом» производительность труда мастера достаточно высока.
Специальные станки
В эту категорию шлифовально-обдирочных машин входят самые разные автоматические и полуавтоматические агрегаты. Все они задействуются в процессе обработки отливок. Причем такие аппараты используются в основном в массовом производстве.
В специальных станках большая часть работы выполняется в автоматическом режиме. Мастеру необходимо только установить черновую отливку, после чего извлечь уже готовое обработанное изделие.
Сегодня рынок шлифовального оборудования пресыщен самыми разными моделями оборудования. Мы же подробно остановимся на обдирочно-шлифовальном станке 3М636 – одном из самых популярных агрегатов на постсоветском пространстве.
Стандартное устройство аппарата
Шлифовальный станок 3М636 имеет несколько основных узлов, которые слаженно работают между собой. Конструкция обдирочно-шлифовального станка не представляет собой ничего сложного.
Головка с двухскоростным электрическим двигателем. Благодаря ей обеспечивается движение абразивных кругов. Вал размещен в корпусе с двумя крышками. Его концы оснащены подшипниковыми узлами, одновременно являющимися опорой для шпинделя.
Опоры шпинделя – представленный узел обеспечивает надежность оборудования, точность вращения кругов. В опорах присутствуют уплотнители.
Узел охлаждения – работа электродвигателя сопровождается выделением большого количества тепла, которое способно привести к поломке. Поэтому во время работы устройство должно охлаждаться. Осуществляется это за счет потоков воздуха, находящихся в полости корпуса и внутри станины. Они циркулируют постоянно, у них нет препятствий.
Крышки головки – к ним крепятся защитные кожухи. Дополнительно на них разрешено зафиксировать приспособления, осуществляющие полировку заготовок.
Крышки головки шлифовального станка
Станина – чаще всего она изготавливается из чугуна. Внутри станины расположен шкаф, в котором и прячется все электрическое оборудование. В передней его части есть окошко, дающее доступ ко всем внутренним узлам оборудования. Во время работы оно надежно закрывается крышкой.
Прозрачные защитные экраны. Они защищают от металлической пыли и делают работу более удобной. Дополнительным приспособлением принят светильник.
Замена шлифовальных кругов производится быстро, ведь для этого нужно просто откинуть боковую часть кожуха.
Конструкция аппарата достаточно проста, поэтому некоторые народные умельцы способны соорудить аппарат самостоятельно. Однако, в домашнем хозяйстве не нужен стационарный вариант, так как дома не придется ежедневно обрабатывать сотни заготовок.
Особенности модели
Данный инструмент предназначен для зачистки и обдирки литья в условиях производственного цеха. Благодаря своим достойным эксплуатационным характеристикам, он завоевал популярность на рынке и стал эталоном надежности и производительности.
По классу точности данный агрегат соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловаттным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Обдирочно-шлифовальный станок 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 миллиметров. При этом габариты самого станка составляют 1275х750х1350 миллиметров, а масса – 860 кг. Разумеется, при таких параметрах транспортировка оборудования из одного цеха в другой доставит немало хлопот, что нужно учитывать при покупке.
Итоги
В наши дни у мастера не должно возникнуть никаких проблем с выбором подходящего обдирочно-шлифовального станка. На рынке представлен обширный ассортимент самых разных специальных, стационарных или подвесных агрегатов. Тем, кто ограничен бюджетом, можно посоветовать обратить внимание на советскую б/у технику, такую как модель 3М636. Если же вас интересуют более инновационное станочное оборудование – есть смысл выбирать среди европейских и азиатских машин, которые по многим параметрам превосходят отечественные инженерные решения.
Технические характеристики оборудования 3М636
Шлифовальный станок 3М363 – отечественное устройство, применяемое для профессиональной обработки металла. Он имеет такие технические характеристики:
| Параметры | Показатели |
| Класс точности | Н (подходит для осуществления чистовых работ) |
| Размеры круга для шлифования (диаметр) | 60 см |
| Ширина абразивного инструмента | 7,5 см |
| Количество кругов для шлифования | 2 |
| Расстояние между центрами кругов | 102,5 см |
| Расстояние от пола до середины абразивного элемента | 85 см |
| Максимальная масса заготовки | 30 кг |
| Скорость вращения абразивного круга | 955–1425 об/мин |
| Габариты стола | 11×20 см |
| Мощность основного привода | 7 кВт |
| Размеры станка | 127,5×75×135 см |
| Масса агрегата | 860 кг |
Стоимость устройства составляет около 45 тыс. руб. Но эта цена может сильно варьироваться в зависимости от степени изношенности устройства.