О чем статья:
Кому подойдёт порошковая проволока, а кому ее лучше не использовать
Сварка полуавтоматом имеет ряд весомых преимуществ. Во-первых, существенно увеличивается скорость проведения сварочных работ. Во-вторых, отсутствует шлак при сварке. Можно варить длинными швами и без перерыва. В-третьих, это более тонкая работа с заготовками, которые имеют очень малую толщину.
Единственное что нужно для полуавтоматической сварки, это защитный газ. Но что делать, если защитного газа нет? Как варить полуавтоматом без газа? На самом деле выход есть, и имя ему «порошковая проволока».
Порошковая самозащитная проволока самостоятельно берет на себя задачу по защите сварочной ванны. То есть, если в обычном случае при сварке полуавтоматом для этого нужен газ, то, без его использования можно варить одной порошковой проволокой.
Особенности метода
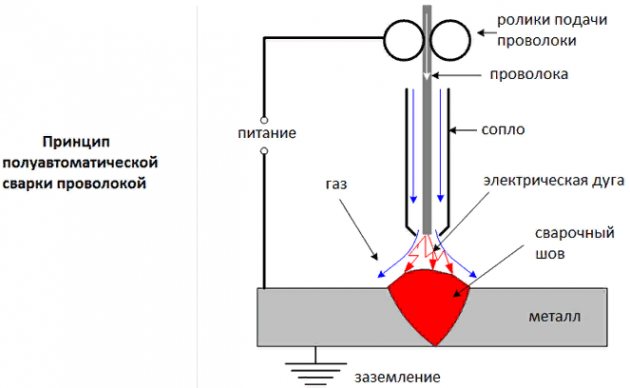
Соединение металлических частей при помощи полуавтоматической сварки происходит в результате непрерывной подачи плавкого электрода. В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В промышленности выделяют два способа работы полуавтомата:
- использование газовой среды необходимо при соблюдении требования защиты шва от попадания кислорода;
- сварка без газа освобождает сварщика от трудностей, связанных с перемещением оборудования, а также постоянного пополнения емкости.
Для того чтобы предотвратить трудозатраты рекомендуется применять полуавтоматическую сварку без газовой среды. Применяется гибкая трубка, внутри материал имеет полость, в процессе изготовления пустоту заполняют флюсом, происходит его нагрев, выделяется газ. Шов защищается от действия посторонних веществ. К преимуществам относят:
- питание аппарата от центральной сети при помощи проводов;
- подвижность приспособления;
- непрерывность подачи без остановок на замену электрода.
Виды сварочной проволоки
Сварочная проволока изготавливается для полуавтомата в форме катушек, что дает возможность наладить непрерывную подачу электрода в рабочую зону. Такие электроды для полуавтомата классифицируются несколькими способами. Выделяются расходники сплошного сечения, порошковые и активированные. Такой типологии относятся любые расходные материалы для полуавтомата: стальные, латунные, алюминиевые проволоки и прочие виды для полуавтомата.
Основной состав металлической порошковой проволоки для полуавтомата представляет собой трубчатый электрод, состоящий из наружной металлической оболочки с сердечником из порошкообразных материалов. Металлическая оболочка может быть кобальтом, никелем, железом или нержавеющей сталью. Оболочка проводит электрический ток во время процесса соединения сварки. Внутренняя порошковая композиция металлической порошковой проволоки для полуавтомата, состоит как из элементарных, так и легированных (нержавеющих) порошков, таких как никель, кобальт, хром, вольфрам, молибден и марганец.

Порошковая проволока
В процессе изготовления электродов металлические полосы входят в мельницу, образуя внешнюю металлическую оболочку для порошковой сердцевины. Используя специализированный процесс подачи, порошок попадает в оболочку точно в необходимом объеме. Расходный материал прокатывают в трубчатую форму и затем натягивают до конечного размера в диапазоне от 0,45 до 0,125 диаметра.
Некоторые из преимуществ использования сварочных металлических порошковых проволок для полуавтомата заключаются в том, что при определенных условиях (например для алюминия) могут быть получены более высокие скорости осаждения, отличное сращение с боковиной, восстановление шлаковых включений, уменьшение паров и применение для специальных сплавов.
Внешняя металлическая оболочка порошковой проволоки для полуавтомата проводит электрический ток для сварки. Внутренние компоненты металлической порошковой проволоки состоят в основном из сплавов, марганца, кремния, а в некоторых случаях — из никеля, хрома и молибдена, а также очень небольших количеств стабилизаторов дуги, таких как натрий и калий, причем баланс представляет собой железный порошок, Металлические порошковые электроды дают возможность иметь сплавные композиции, используемых для конкретных применений в меньших партиях, чем обычные большие электроды сплошной проволоки.
В настоящее время доступны многие сплавные композиции с использованием хрома, никеля и молибдена, в том числе аустенитные и ферритные сплавы из нержавеющей стали. Электрод из металлических порошков практически не образует шлакообразующих компонентов во внутреннем заполнении проволоки. Подобно сплошной проволоке MIG, сварные швы, выполненные из металлической порошковой проволоки, будут иметь только небольшие островки кремния из раскисленных продуктов, которые появляются на поверхности сварного шва.
Электродная проволока для полуавтомата используется для соединения при защите углекислого газа. Такие расходные материалы состоят из оболочки на 93%, а остальная масса приходится на порошок. Активированный вариант представлен СВ08Г2С как самой популярной в употреблении, которая производится с применением щелочных металлов, с высокой степенью ионизации.

Электродная проволока СВ08Г2С
Такие комплектующие позволят увеличить стабильность электрической дуги. Также такой тип провода более толерантен к механическим повреждениям. Также низкая теплопроводность щелочных элементов позволяет сохранить тепло в сварной зоне.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.

Проволока для полуавтомата
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Достоинства и недостатки сварки полуавтоматом без газа
Применение сварки полуавтоматом без газа, в сравнении с традиционной технологией в среде инертного или активного газа, поступающего из баллона, имеет как плюсы, так и минусы. К достоинствам можно отнести:
- мобильность оборудования – не нужен громоздкий газовый баллон и дополнительные шланги;
- отсутствие необходимости постоянной дозаправки баллона и связанных с этим экономических затрат;
- возможность формирования более аккуратного шва;
- возможность прямого наблюдения за процессом сварки (сквозь защитную маску);
- способность влиять на параметры дуги и химическую структуру шва путем использования флюса с разным наполнением.
Из недостатков сварки полуавтоматом без газа опытные сварщики отмечают:
- значительную цену проволочного электрода с флюсом;
- необходимость щадящей эксплуатации проволоки из-за ее хрупкости;
- сложность выбора оптимального режима сварки – он определяется химическим составом флюса;
- необходимость очистки шва от шлака;
- необходимость наличия у сварочного полуавтомата возможности изменения полярности.

Одним из самых перспективных направлений в этой области считается сварка полуавтоматом без газа
Несмотря на имеющиеся минусы, сварка полуавтоматом без газа признана оптимальным вариантом для бытового применения при ограниченных объемах работ. Это лучший выбор и по цене расходуемых материалов, и по удобству работы с оборудованием.
Сварка полуавтоматом без газа в домашних условиях очень популярна. Необходимое оборудование, качественное и недорогое, легко найти в специализированных магазинах. Отсутствие громоздкого баллона с газом делает процесс сварки значительно удобней, а качество работ остается высоким. Но начинающему сварщику необходимо учитывать высокую стоимость флюсовой проволоки и получить предварительную консультацию опытного специалиста.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой с флюсом выполняется по следующему алгоритму:
- металлические детали необходимо предварительно подготовить, для этого зачищают место соединения, обезжиривают края;
- на механизме с проволокой устанавливается низкая скорость подачи, а также минимальные значения напряжения;
- горелку рекомендуется вести углом вперед, дуга прерывистая;
- на оборудовании устанавливают правильную полярность для сварки порошковой проволокой без газа;
- ролики перемещения и наконечник на головку подбирают соответственно диаметру присадочного материала;
- конец обрабатывают для предотвращения налипания брызг металла;
- движение при сварке начинают от верха шва, равномерно без рывков;
- порошковая проволока подается к переднему краю;
- для начинающих сварщиков рекомендуется первоначально выполнить проверочный шов.
Соединение металла сваркой является сложным технологическим процессом, при котором требуется соблюдать необходимые меры безопасности, а также наличие средств защиты.
Как устроена порошковая проволока и как это работает
Здесь всё просто. Для защиты сварочной ванны используется газ веществ, которые заключены в порошковой проволоке. Сам проволока изготавливается из металла, в виде трубки, внутри которой находится специальная засыпка. При расплавлении металла трубки, сгорают и вещества, которые образуют газовое облако для защиты сварочной ванны.

Точно таким же образом работает и обычный электрод в виде металлического стержня. На его поверхности также имеется обмазка из специальных веществ, которые при сгорании образуют облако защитного газа. При сварке полуавтоматом с углекислотой ничего этого нет, и в роли защитного газа выступает одна углекислота. Надеюсь, я изъяснился доступными словами, и всё стало на свои места.

Итак, варить полуавтоматом без газа можно, если есть порошковая проволока. Кому же данный способ полуавтоматической сварки, подходит, и в каких именно случаях?
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.