Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Что такое наплавка металла
Это процедура, которая применяется для восстановления формы и материала изношенных изделий и механизмов. С помощью технологии наплавки можно создать упрочняющий слой металла на поверхности и биметаллических структур.
Наплавление – это один из видов сварочных технологий. Она основана на одних и тех же принципах, что и классическая сварка. Для обработки и защиты поверхностей изделий используют различные виды наплавки, которые отличаются друг от друга способами наплавления и состава сварочной среды.
При помощи этой технологии можно работать с конструкциями различного состава: медью, бронзой, чугуном, а также сплавами (никелями, хромовыми, кобальтовыми).
Неплавящиеся электроды и их типы
На сегодняшний день при изготовлении металлоконструкций с помощью описываемого способа используются такие виды электродов:
- вольфрамовые. Наиболее распространенный вид, используемый при сварке неплавящимся электродом. Представляет собой стержень диаметром 1-4 мм. Вольфрам имеет очень высокую температуру плавления, что позволяет применять этот материал для изготовления электродов. Делятся на стандартные, иттрированные, лантанированные, торированные;
- угольные. Часто применяются для сварки изделий из цветных металлов и сталей, имеющих малую толщину стенок и для воздушно-дуговой резки металлов. Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;
- графитовые. Особенно активно эти электроды применяются при работе с кабелями из меди. Отлично приспособлены к обработке, устойчивы к температурному воздействию и не подвержены быстрому износу. Благодаря всем этим качествам, весьма распространены на отечественном рынке.
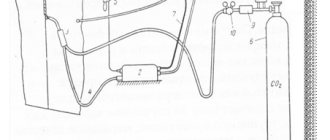
Схема сварки неплавящимся электродом
Особенности технологии наплавки
Преимущества наплавки в том, что она позволяет получить надежное сцепление металла с основой, а также необходимые физические и технологические параметры. Первое достигается благодаря качественной подготовке изделия, а второе – корректным подбором материалов для работы.
Сущность наплавки заключается в том, что необходимо равномерно нанести узкие полосы расплавленного металла на поверхность, чтобы они соединились в сплошной толстый слой, размером от десятой доли миллиметра до десяти миллиметров.
Виды наплавки
Технология наплавки должна обеспечивать качество наплавленного слоя и минимальное воздействие на металл, чтобы избежать ее деформации. Разные виды процедуры имеют различные способы обработки и расход материала. Рассмотрим основные виды наплавки металла по деталям.
1. Зубьев шестерни.
Шестерня – это деталь многих механизмов и машин, применяемых в различных сферах. Наиболее часто встречаются следующие дефекты этой детали: изнашивание по длине и толщине, образование трещин или царапин, выкрашивание, поломка зубцов.
Наиболее эффективным способом восстановления является наплавка металла. Она выполняется в несколько этапов:
- Сначала необходимо вырезать детали с дефектами.
- Затем нужно просверлить несколько отверстий и в зазоре сделать резьбу.
- Сделать шпильки и вставить их в посадочные места.
- Сделать наплавление электросваркой и сформировать из металла зубец.
Отремонтировать зубья можно при помощи присадки в виде порошковой проволоки, автоматическим путем. Перед работой изделие необходимо очистить от загрязнений.
2. Концов рельсов.
Высокоскоростные поезда нуждаются в качественных рельсовых путях. Удары или неправильная эксплуатация приводят к деформации, изгибам и появлению вмятин. Вернуть рельсы в исходное положение можно при помощи наплавления.
Для начала берут сломанный рельс, удаляют с него весь отслоившейся и расплющенный материал при помощи наждачки или зубила. Затем нагревают концы рельсов. Для этого используют различные методы наплавки:
- Ручной дуговой. Он выполняется путем наложения валиков на рельсы вдоль, по диагонали или поперек. Или второй вариант – используют наплавление пучка электродов.
- Полуавтоматический электродуговой. Он предполагает использование самозащитной порошковой проволоки. Этот метод отличается высоким качеством и производительностью труда.
3. Плоскости и цилиндры.
Для восстановления изделий используют следующие методы наплавки:
- Электроды с обмазкой. Этот способ предполагает применение валиков вдоль, по замкнутым окружностям или винтовой линии. Первый вариант подходит для длинных изделий малого диаметра. Второй – подразумевает переворот изделия в процессе работы. Третий – удобен в случае механизированной наплавки и равномерного вращения детали.
- Автоматической наплавкой под флюсом. В результате получается слой, устойчивый к износу. Метод осуществляется при помощи сварочной или порошковой проволоки. Наплавление происходит по винтовой или образующей линии.
Плоскости – это простые поверхности большой площади. Они восстанавливаются при помощи узких валиков методом напайки в несколько слоев или располагая их так, чтобы они перекрывали 30-40% ширины предыдущего.
4. Штампы и металлорежущий инструмент.
Восстановление изделий осуществляется тремя способами: ручной, автоматической или полуавтоматической дуговой наплавкой. В первом случае используют электроды. Во втором и третьем – паст, флюс и легированную проволоку.
5. Нержавеющая сталь.
В этом случае используют стержни из высоколегированной проволоки. Они позволяют получать стык, устойчивый к образованию ржавчины, который не собирает задиры. Метод требует предварительного разогрева детали и последующей термической обработкой.
6. Чугун и его сплавы.
Для наплавки чугуна и его сплавов используются электроды различных марок. Некоторые из них являются универсальными и подходят для всех видов сплавов.
7. Медь и ее сплавы.
Наплавления изделий из чистой меди осуществляется при помощи электродов Комсомолец-100 или присадочных прутков. Изделия предварительно нагревают до температуры от 300 до 500 градусов. Если температура достигает более чем 500 градусов, то наплавленный слой подвергают проковке. Наплавка осуществляется при помощи применения постоянного тока. В результате получается материал с повышенной устойчивостью к износу.
Н.В. Храмцов
(лекционный курс)
Введение
Человечество с древних времен знакомо с металлами. Орудия труда , хозяйственная утварь и украшения в основном изготовлялись из металла. Освоение материалов шло в последовательности : камень, золото , серебро , медь ( бронза ) и железо, поэтому по материалу орудий труда и оружия исторические периоды развития человечества делятся на каменный , бронзовый и железный века. Следовательно, в настоящее время мы живем в веке железа. Огромны природные ресурсы металлов, так доля железа ( по весу ) составляет 1/3 части всего земного шара ,а в поверхностном слое его ( до 1 км ) находятся 5 % железа , 8 % алюминия , 28 % кремния, 47 % кислорода и только 0, 0000005 % золота и 0, 00001 % серебра . Запасов только разведанных месторождений железа хватит для человечества более чем на два последующих столетия.
На человека в мире приходится в среднем около 4 тонн железа, из которого изготовлены строительные конструкции, трубопроводы, машины, трактора, грузовые и легковые автомобили, бытовые приборы, инструмент и пр. В машинах и строительных конструкциях преобладают детали , изготовленные из стали и чугуна. Более редкие и чаще всего дорогие металлы и сплавы в основном используются в радиоэлектронике и для украшений .
В связи со столь широким использованием металлов в нашей практической деятельности чрезвычайно велика роль знаний о металлах
, о технологии изготовления и ремонта деталей и конструкций.
Человек, знающий металлы и умеющий их обрабатывать, всегда пользовался уважением и почетом
у всех народов мира. Так единственным «рабочим» богом во многих религиях были кузнецы: Гефест у греков, Сварог у славян, Вулкан у римлян. В Англии многие удачные кузнецы даже становились лордами.
Старинная легенда рассказывает, что царь Соломон по окончании строительства Иерусалимского храма ( XI век до новой эры) задумал прославить лучших строителей и пригласить их во дворец, а на время пира уступить свой царский трон лучшему из лучших- тому, кто особенно много сделал для строительства храма. Когда приглашенные явились во дворец, то один из них быстро взошел по ступеням золотого трона и сел на него. Его поступок вызвал изумление у присутствующих.
-Кто ты и по какому праву занял трон? — грозно спросил разгневанный царь.
Незнакомец обратился к каменщику и спросил его : Кто сделал твои инструменты?
-Кузнец, — ответил тот.
Сидящий на троне обратился к плотнику, столяру: -Кто вам сделал инструменты?
-Кузнец, -ответили те.
И все ,к кому обращался незнакомец, отвечали :
-Да ,кузнец выковал наши инструменты , которыми и был построен храм.
И царь согласился с доводами кузнеца, что никто из присутствующих строителей не смог бы выполнить свою работу без сделанных кузнецом инструментов , а сам кузнец заслуживает наибольшего почета среди строителей
.
В настоящее время без автомобиля и водителя, без экскаватора и экскаваторщика, без крана и крановщика, без слесаря, токаря, сварщика и других работников, связанных с изготовлением, эксплуатацией и ремонтом машин и металлоконструкций нельзя представить современную стройку.
Инженер-строитель в своей практической деятельности непрерывно связан с использованием металлов в строительных конструкциях, с организацией труда рабочих и технологией рационального использования машин. Чтобы эффективно руководить производством надо «понимать» металлы и знать основы технологии их обработки, конструкторские особенности машин, особенности эксплуатации и ремонта их.
1. Металлы и сплавы.
Большая часть (3/4) всех химических элементов периодической системы Д. И. Менделеева – металлы. По своим свойствам они отличаются от неметаллов: сочетают высокую прочность и твердость с хорошей пластичностью, обладают литейными свойствами и возможностью механической обработки, хорошо проводят тепло и электричество, но плохо пропускают рентгеновские лучи и отражают световые волны. Эти свойства обуславливаются особенностями внутриатомного строения металлов..
Методы наплавки металла
Способ наплавки должен быть максимально простым, быстрым и безопасным в осуществлении, а также предотвращающим деформацию металла. Рассмотрим основные методы, наиболее распространенные.
1. Электродуговая.
Для нее чаще всего используют классическое электродуговое оборудование. Она бывает ручной и механизированной. Первый вариант подразумевает использование обычных инверторов и выпрямителей постоянного тока, в которых плюс подключается на электрод, а минус – на само изделие. Такая простая сборка снижает уровень общего нагрева и проплавляет основной слой неглубоко. Если добавить специальную смесь-присадку, можно равномерно увеличить прочность поверхности.
Механизированная наплавка осуществляется при помощи сварочных полуавтоматов со сплошной или порошковой проволокой. Основные преимущества такого способа – высокий уровень производительности и качество стыка. Если предварительно отшлифовать и зачистить участок, то шов получится идеально ровным.
2. Вибродуговая.
Этот метод применяется для работы с цветными металлами толщиной до 1мм и практически без нагрева верхнего слоя изделия. В ходе процедуры электрод движется с амплитудой 0,3-3мм и частотой до 100 Гц. В результате создается дуга на протяжении одной пятой от общего времени и на поверхности оказывается небольшое количество металла. Глубина и тепловое воздействие на деталь получаются минимальными.
Для вибродугового наплавления применяют полуавтоматы со специальными электромеханическими устройствами с прерывистой подачей проволоки (1,6-2 мм). Процедуру нужно осуществлять в безопасной среде, состоящей из газа, раствора или пены, безопасной для здоровья.
3. Газопламенная.
Этот способ считается наиболее простым и доступным. В качестве теплового источника используют ацетилен или пропан-бутановую смесь; в роли присадки – прутки или проволока; для флюсов – смесь из борной кислоты или буры.
Мелкие детали привариваются сразу, а крупные сначала разогреваются до температурного режима в 500 градусов. В качестве полезных добавок можно использовать порошки, их можно вводить в струю пламени, которые могут оседать на поверхности мелкими каплями.
Для газопламенного наплавления необходимы плазмотроны – специальные сварочные аппараты, снабженные мощной горелкой. Присадки подаются только автоматизированным способом, так как это небезопасно для человека. В роли присадок могут использоваться не только порошки, но и гранулы.
Преимущества метода – неглубокая сварка и однородная структура слоя стыка. Недостаток заключается в высокой стоимости способа и разогрева плазмы до высоких температур.
4. Плазменная.
Она выполняется на специальных аппаратах, снабженных газовой горелкой. В ней формируется поток, достигающей температуры в несколько десятков тысяч градусов. В качестве присадки также могут использоваться порошковые или гранулированные смеси.
5. Электрошлаковая.
При данном термическом процессе используется шлаковая ванна – емкость с катализатором, которая передвигается вдоль заготовки. В этот сосуд помещается электрод или присадка в виде гранулированного состава. Затем под флюсом и шлаком осуществляется повышение температуры. Материалы в этом случае становятся неким защитным щитом, который предохраняет рабочую зону от вредного газового воздействия.
Шлаковая ванна располагается вертикально: таким образом, воздушные пузырьки не успевают образовывать поры и не всплывают. В результате не бывает потерь тепла и разбрызгивания. Преимущества метода в том, что это вариант, доступный по стоимости. А недостаток в трудоемкости и неспособности работы с деталями малого размера и сложной конфигурации.
6. Лазерная.
В качестве присадки используют флюс или порошок, их расплавление происходит при помощи сфокусированного луча лазера. Лазер испускается из специальной головки при помощи сопла (нагревает газовый поток) или инжектора (впрыскивает полезную добавку).
Способ позволяет обеспечить максимально точный результат, стабильное качество покрытие. Метод используется только в очень ответственных случаях, так как наиболее дорог в применении.
7. Индукционная.
Принцип метода заключается в том, чтобы расплавить присадочный материал и верхнего металлического слоя при помощи вихревых потоков, которые наводятся на поверхность. Для этого на участок изделия наносится присадка с флюсом. Затем над ним располагается индуктор из нескольких витков трубки с высокоточным напряжением.
Глубина наплавления зависит от частоты тока индуктора: чем она выше, тем ниже глубина. Этот способ считается наиболее производительный и обеспечивает минимальный нагрев металла.
8. Электроискровая.
Процедура осуществляется благодаря воздействию кратковременных разрядов тока и нанесению ультратонкого покрытия. Наплавка осуществляется при помощи специальной установки. Электрод необходимо установить на плюс, а заготовку – на знак минуса. При разрядах тока частицы вырываются и свариваются в плотный мелкопористый шов.
Метод считается доступным по цене и удобным, благодаря почти полному отсутствию нагрева поверхности. Окисления и деформации в ходе процедуры не наблюдается. Таким образом, изделие получает длительный эксплуатационный срок.
Флюсы, порошкообразные материалы и литые прутки
3.1 Плавленные флюсы
Все плавленные флюсы, разработанные для сварки сталей, пригодны и для проведения наплавочных работ. Учитывая специфику наплавки — получение в наплавленном металле минимальной доли основного металла, специальные наплавочные флюсы, как правило, пемзовидные (табл. 8).
Таблица 8. Плавленные флюсы для наплавки
| Марки | Характеристика |
| АН-70 | Пемзовидный низкокремнистый безмарганцевый флюс для наплавки средне- и высоколегированных сталей имеет низкую окислительную способность, которая обусловливает слабую зависимость состава наплавляемого металла от режима наплавки. Флюс АН-70 более «короткий» и тугоплавкий, чем АН-20, поэтому под ним можно наплавлять цилиндрические поверхности значительно меньшего диаметра, чем под флюсом АН-20. Шлак легко отделяется от поверхности при температуре до 800 °С |
| АН-28 | Пемзовидный флюс низкокремнистый, безмарганцевый, предназначен для наплавки стальной и чугунной лентой |
3.2 Керамические флюсы
Легирование наплавленного металла через керамические флюсы менее эффективно, чем порошковой проволокой, требуемое качество наплавленного металла достигается еще в меньшем диапазоне параметров режима. Кроме того, содержание металлических компонентов в нем не может превышать 25…30% вследствие шунтирования дуги и нарушения устойчивости дугового разряда; тем не менее в некоторых случаях этот метод может быть более доступным для использования (табл. 9).
Таблица 9. Керамические флюсы для наплавки
| Марка | Наплавленный металл | Рекомендуемая проволока | Условия работы наплавляемых деталей | |
| Тип | Твердость | |||
| ФК-45/5Х10В5ФМ | 45Х10В5ФМ | HV 540 | Св-20Х13 | Интенсивное изнашивание при температуре до 600 °С (инструмент для горячей обработки металлов давлением) |
| ЖСН-5 | 20Х6МФ | HRC 36 HRC 42 HRC≥48 HRC 54 | Св-08А Св-08ГА Св-12ГС Нп-30ХГСА | Интенсивное изнашивание при трении металла о металл, циклических теплосменах, высоких давлениях (прокатные валки, ролики роликовых конвейеров, тормозные шкивы) |
| АНК-18 | 30Х3Г1 | HV 400 HRC 50 HRC 50 | Св-08 Св-08А Нп-30ХГСА | Трение металла о металл (детали дорожной техники, строительных, сельскохозяйственных и подъемных машин) |
| АНК-19 | 60Х4ГС | HRC≥50 | Св-08 А, Св-08 | Абразивное изнашивание (ножи и опорные катки бульдозеров, плоские заготовки бункеров) |
| АНК-40 | 25X1ГС | НВ 250 | Св-08А, Св-08 | Трение металла о металл |
Примечание. Флюсы ФК-45/5Х10В5ВФМ, ЖСН-5, АНК-40 рекомендуются для наплавки постоянным током обратной полярности, флюсы АНК-18, АНК-19 — для наплавки постоянным током обратной полярности и переменным током.
Применяемое оборудование
Оборудование для наплавки функционирует с применением тех же источников и методов нагрева, что и сварочное. Оно отличается тем, что имеет вспомогательные устройства, которые обеспечивают подачу и распределение присадок по поверхности изделия.
Для наплавки нередко используют сварочные устройства, которые можно дополнить необходимыми приспособлениями и оснасткой. Наплавочное оборудование подразделяется по форме рабочих поверхностей: для тел вращения, для плоских деталей, для сложных профилей.
Присадку наносят классическими методами (например, напыление, прутки, проволока) или специальными (центробежное распределение, спиральная укладка и т.д.).
Оборудование для наплавки снабжается устройствами для предварительного прогрева изделия (от 500 до 700 градусов). На рынке представлены малогабаритные установки для домашнего использования, которые работают с металлами толщиной до нескольких миллиметров.
Недостатки и преимущества
Среди достоинств данного метода соединения следует указать:
- высокую скорость сварки;
- по окончании сварочных работ шов не требует дополнительной обработки;
- простота освоения техники сваривания при этом методе;
- прочность соединения, благодаря использованию аргона в качестве защитного газа;
- металл не деформируется при сварке, так как прогревается на минимальной площади;
- большое количество свариваемых металлов.
Из недостатков можно отметить:
- неудобство сваривания деталей под острым углом из-за формы сварочной горелки;
- затрудняется выполнение работы при сквозняках или на улице при ветреной погоде, так как нарушается правильная подача защитного газа в зону формирования шва;
- металл перед процессом сварки требует тщательной подготовки.
Расход материалов
Для определения стоимости готового изделия необходимо правильно рассчитать расход материалов, используемых в процессе наплавления. Расчеты ведутся в соответствии с нормативами, принятыми для каждого вида материала. Точное количество расходников позволит создать запасы материалов и обеспечит непрерывность процесса.
Расчет металла при сварке – это основной показатель, который определяется по специальной формуле. Масса рассчитывается из расхода 1 метра сварного шва. Пользуются формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2);
y – удельная масса металла (г/см3);
L – длина сварного шва составляет 1 метр.
Мастер сможет самостоятельно рассчитать массы наплавленного в процессе сварки металла.
Расчет электродов для наплавки – значимый количественный параметр, для которого не нужно осуществлять вычисления. Каждая марка материалов имеет свой собственный показатель при 1 кг наплавки. Он варьируется от 1,4 кг до 1,8 кг.
Расчет массы наплавленного шва вычислять не нужно. Согласно государственным стандартам, каждая форма сварного шва имеет средний показатель. При этом форма должна быть из низколегированной или углеродистой стали, а также выполнятся ручным электродуговым методом.
Флюс
Приготавливают флюс так: на 10 весовых частей флюса АН-348-А берут 0,5 части порошкового графита и 0,4 части порошкового феррохрома №6 и, тщательно их смешав, вливают в массу 0,5 части жидкого стекла. Графит (ЭУТ-1, ЭУБ или ЭУН) должен быть предварительно просеян через сито с размером ячеек 0,05-0,07 мм. Феррохром просеивают через сито, имеющее на 1 см2 около 1000 отв. Затем массу снова перемешивают, пока вся она не станет увлажненной. Приготовленную массу устанавливают в электропечь и прокаливают 3-3,5 ч при 550-600°С. После остывания флюс разбивают тщательно в порошок и просеивают через сито с 9 отв/см2.
К полученной массе добавляют 10 частей отдельно прокаленного и просеянного чистого флюса АН-348-А и всю массу тщательно перемешивают. В таком виде флюс применяют для наплавки стальных деталей, требующих высокую твердость поверхностного слоя. Если в качестве электродной проволоки применяют пружинную проволоку 2-го класса, то при наплавке деталей под флюсом указанного состава твердость металла достигает 52-62 HRC. Для обеспечения такой твердости при наплавке сварочной проволокой Св-08 флюс должен иметь несколько другой состав: (в процентах по массе) стандартный флюс АН-348-А — 95,5; графит порошковый — 2,5; феррохром № 6 порошковый — 2.
Приготовленный флюс должен храниться в сухом помещении. В случае длительного перерыва в работе и увлажнения флюса его перед применением необходимо прокалить.