Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Чем покрыты электроды
Одновременно с материалом, который нужен при работах, выбирают и вид покрытия деталей. Это напрямую зависит от металла, с которым предстоит работа. Обмазка защищает металл от негативного воздействия.
Качество улучшается под воздействием шлака. Сварочное соединение становится более прочным. Последние 10 лет применяют такие электродные покрытия:
- Кислое. Маркируется в виде буквы «А», которая расположена на коробке и механизме. Может использоваться для нижних соединений. Возможна работа со статичным и активным током.
- Рутиловое. Маркировка – буква «Р». Его выбирают как новички, так и мастера с 15-летним опытом. С его помощью можно получить прочное соединение и покрытие, которые не будут токсичными. По мере того, как материал горит, получается шлак. Он защищает конструкцию от погодных условий и температуры.
- Целлюлоза. Обозначается буквой «Ц». Металл при работе с такими электродами сильно разбрызгивается, но при этом соединение получается прочное. Можно работать с любыми швами. Если вы хотите варить трубопровод, то такое покрытие будет служить долго.
- Базовое. Определяется буквой «Б». Выделяет углекислый газ во время горения арки. Применяется так же часто, как и рутиловое покрытие. Используйте этот материал только тогда, когда варите при статическом напряжении и обратной полярности, иначе соединения будет неровным. Вы будете вынуждены переделывать работу.
- Другие направления. Обозначаются буквой «П». Используются легирующие компоненты. Шов получается ровным и прочным. Такое покрытие используют в одном случае из 10.
- Специальное напыление. Если вы видите букву «С» – тогда речь идет о таком покрытии. Используется тогда, когда металлообработка происходит под водой.
К выбору электродов нужно подходить ответственно. Все зависит от того, какие задачи стоят перед мастером. Рутиловые стержни считаются универсальными, когда используют ручную арочную сварку.
Типы электродов
Э42А
-УОНИ-13/45-3.0-УД ———————————— Е432(5)-Б 1 0
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Состав, параметры и примеры марок электродов с основным покрытием
Покрытие представляет собой смесь из нескольких компонентов. Она наносится на стержень окунанием или прессованием. Его главная функция — это изоляция сварочной зоны.
В маркировке прутков, основное покрытие обозначается буквой “Б”. В его состав входят соединения кальция и магния. Помимо них, есть и такие компоненты, как:
- мрамор;
- магнезит;
- доломит;
- плавиковый шпат.
Другое название таких электродов — фтористо-кальциевые. Вот какими параметрами они обладают:
- обеспечение защитной среды, состоящей из монооксида и диоксида углерода;
- небольшое содержание водорода — обуславливает отсутствие трещин и пор;
- малое количество кислорода и примесей в полученном металле.
Работа электродами с основным покрытием ведется на постоянном токе.
Теперь рассмотрим несколько моделей стержней и познакомимся с их свойствами.
Кобелко LB-52U
Эти прутки являются продукцией дочернего предприятия Kobe Steel (Япония). Их применяют для сварки ответственных конструкций с небольшим содержанием углерода. Чаще всего используются при односторонней проварке.
После работы оставляют небольшое количество шлака. Шов получается равномерным и пластичным без трещин и зазоров.
Перед сваркой электроды необходимо прокалить при t около 300°С. В противном случае они будут плохо гореть и варить ими не получится.
ОЗЛ-8
Эта марка часто применяется для сварки материалов с хромом и никелем в составе. Стержни обеспечивают прочное соединение, устойчивое к коррозии. Лучше всего подходит для сварки элементов и конструкций, работающих под большой нагрузкой. В швах не появляются трещины, но их нужно беречь от низких температур. Вот какими преимуществами обладают ОЗЛ-8:
- приятная цена;
- простота использования;
- качественное соединение.
Уони 13/55
Эти электроды отлично подходят для сварки ответственных конструкций, выполненных из углеродистых материалов. Вот их особенности:
- При плавлении обмазка принимает состояние, напоминающее смолу, защищая соединение от образования шлаковых вкраплений.
- Шов получается ровным, прочным и устойчивым к различным нагрузкам.
Для работы такими электродами, сварщик должен быть опытным. Они имеют не совсем обычное покрытие, которое сложно разжечь.
Марки электродов
Э42А-УОНИ-13/45
-3.0-УД ———————————— Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, -5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, -13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, -6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45-3.0
-УД ———————————— Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0-У
Д ———————————— Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Выбор электродов для сварки
Общие принципы выбора электродов для сварки сталей определяются обеспечением следующих основных условий:
- требуемая физическая сплошность металла швов (отсутствие пор и шлаковых включений или минимальные размеры и количество на единицу длины шва, допустимые для конкретных изделий и условий их эксплуатации);
- требуемая эксплуатационная прочность, т.е. определенный комплекс и уровень механических свойств металла шва в сочетании с основным металлом;
- получение сварных швов с достаточной технологической прочностью, т.е. отсутствие горячих и холодных трещин;
- требуемая технологичность электродов, т.е. их универсальность по роду применяемого тока, пригодность для сварки в различных пространственных положениях, производительность и др.;
- получение комплекса специальных свойств металла шва (коррозионная стойкость, жаропрочность, немагнитность и др.) Это условие необходимо обеспечивать при сварке легированных сталей специального назначения и при наплавке слоев с особыми свойствами;
- удовлетворительные санитарно-гигиенические характеристики электродов, т.е. минимальное выделение токсичных аэрозолей и газов в процессе сварки.
При выборе электродов для сварки нужно знать, что каждая марка электродов обладает различным сочетанием и уровнем свойств, обеспечивающих выполнение указанных требований. Это достигается соответствующим подбором стержня электрода и компонентов электродного покрытия, которые разделяются на следующие группы:
- руды и минералы;
- металлы и ферросплавы;
- химические соединения (неорганические).
Каждый компонент покрытия может выполнять одну или несколько функций, как при изготовлении электродов, так и в процессе сварки, а одни и те же компоненты в различных видах покрытий могут выполнять различные функции такие как:
- шлакообразование;
- газообразование;
- стабилизация;
- раскисления;
- легирование;
- цементирование;
- пластифицирование.
В процессе сварки плавлением часть сварочного металла переходит в жидкое состояние и смешивается с наплавленным металлом. Доля основного металла в шве зависит от ряда факторов:
- способа сварки,
- режима сварки,
- типа сварного соединения,
- толщины и массы свариваемых деталей.
Вследствие этих факторов химический состав металла шва и, следовательно, его механические свойства могут существенно отличаться от аналогичных свойств наплавленного металла.
При проектировании сварных конструкций нельзя производить выбор металла только по признаку соответствия его свойств эксплуатационным требованиям, после определения нужных рабочих качеств металла необходимо в первую очередь проверить сварочные свойства намеченной стали и установить необходимые для данной конструкции термические условия процесса сварки. Все конструкционные стали разделяются на соответствующие группы (см. таблицу 1).
На образование трещин влияет не только химический состав стали, но и конструктивные факторы, термические условия процесса сварки для одной и той же марки металла могут быть различными.
Необходимые термические условия процесса сварки в зависимости от группы сталей и типа конструкции приведены в таблице 2.
Примечание. Сварка должна производиться в помещении при температуре не ниже +15° С и при отсутствии сквозняков. Данное ограничение не распространяется на сварку углеродистых сталей, содержащих углерода менее 0,20% и высоколегированных (с особыми свойствами), отнесенных к группе I (см. таблицу 1).
При ручной дуговой сварке конструкционных сталей, когда к сварному соединению предъявляются требования обеспечения только механических свойств, необходимо применять электроды типа Э. Выбор определенного вида электрода этого типа следует производить с учетом химического состава и механических свойств стали и толщины свариваемых деталей.
Рекомендуемые типы электродов для различных групп сталей в зависимости от указанных факторов и при условии сварки соединений встык приведены в таблице 3.
* Рекомендуется назначать при сварке сосудов, работающих при высоких давлениях с малым запасом прочности (≤2).
Электроды типа Э42 могут назначаться только для сварки углеродистых сталей, содержащих углерода не более 0,35%. При этом следует иметь виду, что при сварке «кипящих» сталей возможно в некоторых случаях образование трещин в швах.
При сварке легированных и среднеуглеродистых сталей необходимо назначать электроды типа Э42А, Э50А, Э55А, Э60А, Э85 и Э100 (см. табл. 3) с покрытием УОНИИ-13 или аналогичным. Электроды с покрытием УОНИИ-13 обеспечивают высокое качество сварных соединений и обладают более высокой технологичностью, чем электроды, в покрытие которых и значительных количествах находятся окислы железа, марганца и других металлов. При таком количестве выделяемых токсичных аэрозолей требуется общеобменная и местная вытяжная вентиляция.
При сварке электродами типа Э100 применение после сварки упрочняющей термообработки обязательно.
В тех случаях, когда при сварке сталей, отнесенных к группам III и IV (см. таб.1) и свариваемых после термической обработки их на пределе прочности более 85 кг/м2, обеспечение необходимых термических условий процесса сварки (применение подогрева, термообработки после сварки и т.п.) технически невозможно или экономически нецелесообразно, рационально назначать аустенитные электроды типа ЭА395/9.
При сварке сталей с особыми свойствами, когда и металл шва должен иметь аналогичные свойства (крипоустойчивость, кислотостойкость и т.п.), следует применять электроды, обеспечивающие химический состав наплавленного металла, близкий к свариваемости стали. Нормы химического состава металла шва и особых свойств сварного соединения, определяемые в зависимости от условий эксплуатации, оговариваются в технических условиях на изделия (узел). В связи с тем, что швы, выполняемые аустенитными электродами, часто обладают повышенной склонностью к горячим трещинам, целесообразно дополнительно легировать металл шва ферритообразующими элементами — хромом, молибденом, кремнием, ванадием. Легирование может осуществляться через покрытие или за счет применения проволоки с повышенным содержанием указанных элементов. Однако легирование ферритообразующими элементами должно быть таким, чтобы содержание альфафазы в металле шва не превышало 4-5%.
Возможность дополнительного легирования должна устанавливаться с учетом влияния отдельных элементов на свойства металла шва, определяемые в зависимости от условий эксплуатации. Механические свойства сварного соединения должны удовлетворять требованиям ГОСТ 9467-75 для электродов аналогичного типа, т.е. наплавленный металл должен быть перлитного, аустенитного или ферритного класса. При сварке разнородных сталей, например, низколегированной с кислотостойкости, выбор типа электрода зависит от условий работы сварного соединения.
Если сварное соединение не подвергается воздействию агрессивной среды, например, в случае приварки деталей из обычной стали к трубопроводам с наружной стороны и т.п., то оно может производиться электродами типа Э42А (УОНИИ -13/45) и Э50А (УОНИИ-13/55).
При воздействии агрессивной среды более высокая стойкость сварного соединения будет иметь место при сварке электродами типа ЭА, наплавленный металл которых по своему химическому составу должен приближаться к составу свариваемой стали, обладающей особыми свойствами.
Выбор электродов зависит и от технических характеристик используемого оборудования. Так, например, высокотехнологичные аппараты контактной точечной сварки финского производства KEMEC KRW В81-121 обладают такой конструкцией системы сведения электродов, которая может удовлетворить любые сварочные задачи.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-УД
———————————— Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД ———————————— Е432(5)
-Б 1 0
Цифра 4
указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3
относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2
— предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД ———————————— Е
432(5)-
Б
1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Виды электродов
Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
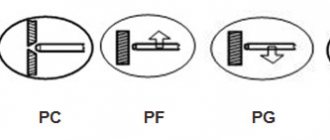
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Э42А-УОНИ-13/45-3.0-УД ———————————— Е432(5)-Б 1
0
- универсальные для всех положений (как в нашем примере).
- для всех положений, кроме вертикального сверху-вниз.
- оптимально варят по горизонтали на вертикальной поверхности. Не предназначены для потолочной сварки.
- для нижних угловых, тавровых и обычных соединений.