Всем доброго времени суток! В этом уроке мы создадим сборочный чертеж металлоконструкции, сборку которой мы выполнили в уроке: «Создание сборки из металлоконструкции в SolidWorks».
В общем у вас должна быть открыта данная сборка.
Сборка металлоконструкции в SolidWorks
Если у вас ее нет, то можно скачать в конце данного урока: Сварочная конструкция в SolidWorks часть 2.
Назначение материала деталям сборки.
Начинаем с назначения материла, для этого в дереве конструирования нажимаем правой кнопкой мыши по детали «3ДДД.001.01.005 Раскос».
Меню для выбора материала на сборке в SolidWorks
В открывшемся меню переходим на строку «Материал», нажимаем на «Редактировать материал». Открывается окно назначения материала.
Окно выбора материала в SolidWorks
Выбираем «Сталь 3 ГОСТ 535-88» и нажимаем применить. Как видим по цвету деталей на сборке к ним применился другой материал.
Изменённый материал для раскосов на сборке в SolidWorks
Напомню, если у вас не установлена база материалов по ГОСТ, то узнать, как это сделать можно на этой странице: Добавление базы материалов по ГОСТ в SolidWorks.
Далее точно также назначаем материал Сталь 3 ГОСТ 535-88 для остальных деталей сборки.
Материал назначенный для всех деталей сборки
После назначения материала ко всем деталям нужно заполнить свойства сборки.
Правила нанесения и особенности расшифровки
Пояснения к сварным стыкам на чертежах наносятся по правилам ЕСКД. На стык указывает односторонняя стрелка, идущая от горизонтальной линии с надписями, расположенными сверху и/или снизу от нее.
Поясняющая надпись состоит из 9 блоков, содержимое которых:
- Обозначает замкнутость контура либо монтажное соединение.
- Указывает ГОСТ, которому соответствуют использованные обозначения.
- Обозначает тип шва (цепной, шахматный, прерывистый).
- Приводит способ сварки по выбранному ГОСТ.
- Дает размеры элементов конструкции и тип, соответствующий стандартам.
- Содержит протяженность свариваемого участка в мм.
- Приводит тип соединения с дополнительными характеристиками.
- Показывает дополнительные характеристики, такие как длина шага и т.д..
- Содержит требования к чистоте поверхности свариваемых деталей, которые изображаются вспомогательными знаками. Этот параметр определяет необходимость механической зачистки торцов.
Рекомендованные стандартами обозначения сварных соединений и примеры производственной практики не всегда совпадают, что требует больших затрат времени на расшифровку описания.
Свойства сборки в SolidWorks
Для заполнения свойств нажимаем на иконку свойства файла…
Иконка свойства файла в SolidWorks
открывается окно для заполнения свойств. Заполняем свойства на вкладке «Конфигурация». Вводим обозначение: «3ДДД.001.01.000 СБ», и наименование: «Рама».
Свойства сборки в SolidWorks
Также в конце окна свойств вводим свойства в строку формат: «А3».
Переходи к созданию чертежа сборки.
9.5. Выполнение чертежа детали, имеющей форму тела вращения
Детали, имеющие форму тела вращения, в подавляющем большинстве (50-55% из числа оригинальных деталей) встречаются в машиностроении, т.к. вращательное движение – самый распространённый вид движения элементов существующих механизмов. Кроме того, такие детали технологичны. К ним относятся валы, втулки, диски и т.п. обработка таких деталей производится на токарных станках, где ось вращения расположена горизонтально.
Поэтому детали, имеющие форму тела вращения, располагают на чертежах так, чтобы ось вращения была параллельна основной надпись чертежа (штампу). Торец детали, принятый за технологическую базу для обработки, желательно располагать справа, т.е. так, как он будет расположен при обработке на станке. На рабочем чертеже втулки (Рисунок 9.9) показано выполнение детали, являющейся поверхностью вращения. Наружные и внутренние поверхности детали ограничены поверхностями вращения и плоскостями. Другим примером может быть деталь «Вал» (Рисунок 9.10), ограниченная соосными поверхностями вращения. Осевая линия параллельна основной надписи. Размеры проставлены комбинированным способом.
Рисунок 9.9 — Рабочий чертеж детали поверхности вращения
Рисунок 9.10 — Рабочий чертеж детали «Вал»
Создание чертежа из сборки.
Для создания чертежа нажимаем: «Файл, создать чертеж из сборки». Выбираем шаблон для чертежа и формат листа «А3- СПЕЦИФИКАЦИЯ-Л1-Г».
Формат листа для создания сборочного чертежа SolidWorks
Данные шаблоны форматов чертежей для SolidWorks по ГОСТ можно .
И нажимаем ОК. Лист чертежа открылся.
9.3. Нанесение размеров
Простановка размеров является наиболее ответственной частью работы над чертежом, так как неправильно проставленные и лишние размеры приводят к браку, а недостаток размеров вызывает задержки производства. Ниже предложены некоторые рекомендации по нанесению размеров при выполнении чертежей деталей.
Размеры детали замеряют с помощью измерителя на чертеже общего вида сборочной единицы с учётом масштаба чертежа (с точностью 0,5мм). При замере наибольшего диаметра резьбы необходимо округлить его до ближайшего стандартного, взятого по справочнику. Например, если диаметр метрической резьбы по замеру d=5,5мм, то необходимо принять резьбу М6 (ГОСТ 8878-75).
9.3.1. Классификация размеров
Все размеры разделяются на две группы: основные (сопряжённые) и свободные.
Основные размеры входят в размерные цепи и определяют относительное положение детали в узле, они должны обеспечивать:
- расположение детали в узле;
- точность взаимодействия собранных деталей;
- сборку и разборку изделия;
- взаимозаменяемость деталей.
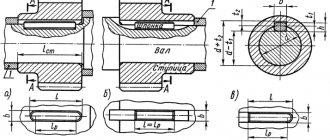
Примером могут служить размеры охватывающих и охватываемых элементов сопряжённых деталей (Рисунок 9.2). Общие соприкасающиеся поверхности двух деталей имеют одинаковый номинальный размер.
Свободные размеры в размерные цепи детали не входят. Эти размеры определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью (Рисунок 9.2).
А – охватывающая поверхность; Б – охватываемая поверхность; В — свободная поверхность; d – номинальный размер Рисунок 9.2
9.3.2. Методы простановки размеров
Применяются следующие методы простановки размеров:
- цепной;
- координатный;
- комбинированный.
При цепном методе (Рисунок 9.3) размеры проставляются последовательно один за другим. При такой простановке размеров каждая ступень валика обрабатывается самостоятельно, и технологическая база имеет своё положение. При этом на точность выполнения размера каждого элемента детали не влияют ошибки выполнения предыдущих размеров. Однако, ошибка суммарного размера состоит из суммы ошибок всех размеров. Нанесение размеров в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров цепи указан как справочный. Справочные размеры на чертеже отмечаются знаком * и записываются на поле: «* Размеры для справок» (Рисунок 9.4).
Рисунок 9.3
Рисунок 9.4
При координатном методе размеры проставляются от выбранных баз (Рисунок 9.5). При этом методе нет суммирования размеров и ошибок в расположении любого элемента относительно одной базы, что является его преимуществом.
Рисунок 9.5
Комбинированный метод простановки размеров представляет собой сочетание цепного и координатного методов (Рисунок 9.6). Он применяется, когда необходима высокая точность при изготовлении отдельных элементов детали.
Рисунок 9.6
По своему назначению размеры подразделяются на габаритные, присоединительные, установочные и конструктивные.
Габаритные размеры определяют предельные внешние (или внутренние) очертания изделия. Они не всегда наносятся, но их часто указывают для справок, особенно для крупных литейных деталей. Габаритный размер не наносится на болтах и шпильках.
Присоединительные и установочные размеры определяют величины элементов, по которым данное изделие устанавливают на место монтажа или присоединяют к другому. К таким размерам относятся: высота центра подшипника от плоскости основания; расстояние между центрами отверстий; диаметр окружности центров (Рисунок 9.7).
Группа размеров, определяющих геометрию отдельных элементов детали предназначенных для выполнения какой-либо функции, и группа размеров на элементы детали, такие как фаски, проточки (наличие которых вызвано технологией обработки или сборки), выполняются с различной точностью, поэтому их размеры не включают в одну размерную цепь (Рисунок 9.8, а, б).
Рисунок 9.7
| Неправильно | Правильно |
Рисунок 9.8, а
| Неправильно | Правильно |
Рисунок 9.8, б
Добавление видов на чертеж.
В качестве главного вида добавляем вид «Спереди», в качестве проекционного добавляем вид «Сверху».
Также добавляем вспомогательные виды с помощью «Местного вида» и «Разреза» и Триметрии.
Виды на чертеже в SolidWorks
Далее добавим сварные швы на чертеж.
Обозначение сварных соединений на чертежах
Общие сведения о сварке
В современном машиностроении широко применяют соединения деталей, выполненные с помощью сварки. Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологию изготовления деталей и узлов, снижает трудоемкость и стоимость изготовления изделия, а также уменьшает его вес.
В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением.
Сварка плавлением характеризуется тем, что поверхности кромок свариваемых деталей плавятся, взаимно перемешиваются и, остывая, образуют прочный сварной шов неразъемного соединения. К такой сварке относятся газовая и электродуговая сварки.
При газовой сварке горючий газ (например, ацетилен), сгорая в атмосферном кислороде, образует пламя, используемое для плавления. В зону плавления вводится присадочный пруток, в результате плавления которого образуется сварной шов (рис. 2, а). Газовая сварка применяется для сварки, как металлов, так и пластмасс (полимеров).
При электродуговой сварке источником тепла является электрическая дуга, которая возникает между кромками свариваемых деталей и электродом. Дуговая сварка может осуществляться неплавящимися (угольными или вольфрамовыми) электродами (рис. 2, б), либо плавящимися (рис. 2, в) электродами.
В случае использования неплавящихся электродов в зону возникающей дуги вводится присадочный пруток, который плавится и образует сварной шов. Дуговая сварка плавящимися электродами не требует введения присадочного металла – сварной шов образуется в результате плавления самого электрода. Электродуговая сварка применяется только для сварки металлов и их сплавов.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Деформация происходит за счет воздействия внешней силы, прижимающей участки поверхности свариваемых деталей друг к другу. Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 3, а), шовной – роликовой (рис. 3, б) и др.
Помимо упомянутых способов в современном машиностроении применяются и другие способы сваривания деталей (электрошлаковая, в инертном газе, ультразвуковая, лазерная, индукционная и др.).
По способу осуществления механизации технологического процесса различают ручную, механизированную (полуавтоматическую) и автоматическую сварку.
Для пояснения способов сварки и параметров сварных соединений на чертежах стандарты ЕСКД устанавливают соответствующие условные обозначения.
Условные обозначения сварных швов
ГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений.
В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 4. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями. Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 4, а).
Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами кириллицы (например, А, Б, В на рис. 4, б).
Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 4, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой.
Стандартные сварные швы
В сварочном производстве применяют, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами. Наиболее часто на чертежах приходится наносить подробное обозначение сварки деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой, поскольку при использовании ручной сварки соблюсти требования стандартов очень сложно. Поэтому ручная сварка в промышленном машиностроении используется редко.
Типы сварных швов определяет ГОСТ 5264-80. Сварные соединения из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80. Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов иных сварных соединений, а также способы их сварки.
Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы шва.
Буквенная часть обозначения определяется видом сварного соединения. Различают следующие виды сварных соединений:
- Стыковое соединение (С) – свариваемые детали соединяются своими торцовыми поверхностями (рис. 5, а).
- Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 5, б).
- Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 5, в).
- Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 5, г).
Между кромками свариваемых деталей предусматривается зазор величиной 0…5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному. Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9). Скосы могут быть симметричными и ассиметричными, прямолинейными и криволинейными.
По расположению швы делятся на односторонние и двухсторонние. Шов выполняется сплошным (рис. 6, а и б) или прерывистым (рис. 6, в и г), характеризуемым длиной l провариваемых участков, которые расположены с определенным шагом t . Двухсторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков.
Швы сварных соединений могут выполняться усиленными (рис. 7). Усиление (выпуклость) шва определяется величиной q . Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 7, а), называемой катетом шва.
Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, С3…, У1, У2, У3…, Т1, Т2, Т3…, Н1, Н2…, (см. рис. 8).
Читать также: Станина токарного станка по дереву своими руками
Обозначение на чертежах стандартных сварных швов
На изображении сварного шва различают его лицевую и оборотную сторону, при этом лицевой стороной считают ту сторону, с которой производится сварка (рис. 7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 7, б). При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в).
Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят на чертеже в соответствии с рис. 7:
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны.
ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 1).
Таблица 1. Вспомогательные знаки, характеризующие сварной шов и входящие в его обозначение (выдержка из ГОСТ 2.312-72)
Знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного сварного шва (рис. 9):
1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9). 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. 3. Буквенно-цифровое обозначение шва. 4. Условное обозначение способа сварки (допускается не указывать). 5. Для швов, тип которых характеризуется катетом шва (рис. 8, а), проставляют: знак 1 (табл. 1) и размер катета в миллиметрах. 6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага). 7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. таблицу 1). 8. Шероховатость механической обработки поверхности шва.
В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 5 и 9).
На рис. 10 и 11 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение шва должно находится только на одной стороне (предпочтительно на лицевой).
Условное изображение шва, изображаемого на рис. 10, расшифровывается следующим образом:
1) ┐ – шов выполняется при монтаже изделия; 2) ГОСТ 5264-80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан); 3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264-80, который устанавливает форму кромок; 4) знаки 7 (табл. 1) указывают, что усиление снято с обеих сторон; 5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80.
На рис. 11, а представлен сварной шов, характеризуемый следующими данными:
1) ○ – шов выполнен по замкнутой линии; 2) ГОСТ 14806-80 – шов для сварки алюминия; 3) Т3 – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую); 4) РИНп – сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать); 5) треугольник с цифрой 6 – катет шва 6 мм; 6) длина провариваемого участка 50 мм; 7) шаг 100 мм;
Рис. 11, б иллюстрирует изображение и обозначение шва со следующими характеристиками:
1) ГОСТ 14806-80 – шов для сварки алюминия; 2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен); 3) треугольник с цифрой 6 – катет шва 6 мм; 4) длина провариваемого участка 100 мм; 5) шаг 200 мм; 6) ﬤ – шов выполняется по незамкнутой линии.
Упрощения обозначений сварных швов
На рис. 11, в представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва:
1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена; 2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва; 3) НГП – сварка нагретым газом с присадкой (допускается не указывать).
При выполнении сварных соединений все швы могут быть одинаковыми. При этом одинаковыми считаются швы, если: – их типы и размеры конструктивных элементов в поперечном сечении одинаковы; – к ним предъявляются одинаковые технические требования; – они имеют одинаковое условное обозначение.
Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение шва наносят у одного из них, а от остальных проводят только линии-выноски с полками (рис. 12).
Всем одинаковым швам присваивается один порядковый номер. Этот номер наносится:
- на линии-выноске, имеющей полку с нанесенным условным обозначением шва (перед этим номером допускается указывать число одинаковых швов);
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны (на рис. 12 не показано).
Если на чертеже все швы одинаковые и изображены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, отмечаются только линиями-выносками без полок (рис. 13).
На изображении изделия, имеющего ось симметрии, разрешается отмечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения.
Допускается швы сварных соединений на чертежах не отмечать линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны определять места сварки, способы сварки, типы швов сварных соединений, их конструктивные элементы и расположение.
Размеры для сварной сборки в SolidWorks
На размерах отдельно останавливаться не будем, я поставил их как на картинке ниже. Все размеры на главном виде и виде сверху.
Размеры на сборочном чертеже сварной конструкции в SolidWorks
Далее нам осталось добавить номера позиций деталей и спецификацию. Начнем с номеров.
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5
В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Номера позиций на сборочном чертеже в SolidWorks
Все номера позиций проставим на главном виде.
Позиций на главном виде сварной конструкции в SolidWorks
Подробней про позиции добавления спецификации в уроке: Сборочный чертеж кривошипно-коромыслового механизма в SolidWorks часть 2.
9.8. Выполнение чертежа пружины
Пружины применяются для создания определённых усилий в заданном направлении. По виду нагружения пружины подразделяются на пружины сжатия, растяжений, кручения и изгиба; по форме – на винтовые цилиндрические и конические, спиральные, листовые, тарельчатые и пр. правила выполнения чертежей различных пружин устанавливает ГОСТ 2.401-68. На чертежах пружины вычерчивают условно. Витки винтовой цилиндрической или конической пружины изображают прямыми линиями, касательными к участкам контура.
Допускается в разрезе изображать только сечения витков. Пружины изображают с правой навивкой с указанием в технических требованиях истинного направления витков. Пример выполнения учебного чертежа пружины приведён на Рисунке 9.13.
Чтобы получить на пружине плоские опорные поверхности крайние витки пружины поджимают на 3/4 витка или на целый виток и шлифуют. Поджатые витки не считаются рабочими, поэтому полное число витков n равно числу рабочих витков плюс 1,5÷2:n1=n+(1.5÷2) (Рисунок 9.14).
Построение начинают с проведения осевых линия, проходящих через центры сечений витков пружины (Рисунок 9.15, а). Затем на левой стороне осевой линии проводят окружность, диаметр которой равен диаметру проволоки, из которой изготовлена пружины. Окружность касается горизонтальной прямой, на которую опирается пружина. Затем необходимо провести полуокружность из центра, расположенного в пересечении правой оси с той же горизонтальной прямой. Для построения каждого последующего витка пружины слева на расстоянии шага строят сечения витков. Справа каждое сечение витка будет располагаться напротив середины расстояния между витками, построенными слева. Проводя касательные к окружностям, получают изображение пружины в разрезе, т.е. изображение витков, лежащих за плоскостью, проходящей через ось пружины. Для изображения передних половин витков так же проводят касательные к окружностям, но с подъёмом вправо (Рисунок 9.15, б). Переднюю четверть опорного витка строят так, чтобы касательная к полуокружности касалась одновременно и левой окружности в нижней части. Если диаметр проволоки 2 мм и менее, то пружину изображают линиями толщиной 0,5÷1,4мм. При вычерчивании винтовых пружин с числом витков более четырёх показывают с каждого конца один-два витка, кроме опорных проводя осевые линии через центры сечений витков по всей длине. На рабочих чертежах винтовые пружины изображают так, чтобы ось имела горизонтальное положение.
Как правило, не рабочем чертеже помещают диаграмму испытаний, показывающую зависимость деформаций (растяжения, сжатия) от нагрузки (Р1; Р2; Р3), где Н1 – высота пружины при предварительной деформации Р1; Н2 – то же, при рабочей деформации Р2; Н3 – высота пружины при максимальной деформации Р3; Н0 – высота пружины в рабочем состоянии. Кроме того, под изображением пружины указывают:
- Номер стандарта на пружину;
- Направление навивки;
- n – число рабочих витков;
- Полное число витков n;
- Длину развёрнутой пружины L=3,2×D0×n1;
- Размеры для справок;
- Другие технические требования.
На учебных чертежах рекомендуется из перечисленных пунктов указать п.п. 2,3,4,6. Выполнение диаграммы испытаний также не предусмотрено при выполнении учебного чертежа.
Рисунок 9.13 – Рабочий чертеж пружины
| а | б |
Рисунок 9.14. Изображения поджатых витков пружины
Рисунок 9.15. Последовательность построения изображения пружины
9.9. Выполнение чертежа зубчатого колеса
Зубчатое колесо — важнейшая составная часть многих конструкций приборов и механизмов, предназначенных для передачи или преобразования движения.
Основные элементы зубчатого колеса: ступица, диск, зубчатый венец (рисунок 9.16).
Рисунок 9.16 — Элементы зубчатого колеса
Профили зубьев нормализованы соответствующими стандартами.
Основными параметрами зубчатого колеса являются (рисунок 9.17): m=Pt
/ π [
мм
] – модуль;
da
=
mст
(
Z
+2) – диаметр окружности вершин зубьев;
d
=
mстZ
– делительный диаметр;
df
=
mст
(
Z
– 2.5) – диаметр окружности впадин;
St
= 0.5 m
ст
π – ширина зуба; ha – высота головки зуба; hf – высота ножки зуба; h = ha+hf – высота зуба; Pt – делительный окружной шаг.
Рисунок 9.17 — Параметры зубчатого колеса
Основная характеристика зубчатого венца — модуль — коэффициент, связывающий окружной шаг с числом π. Модуль стандартизован (ГОСТ 9563-80). m = Pt / π [мм]
Таблица 9.1 — Основные нормы взаимозаменяемости. Колеса зубчатые. Модули, мм
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
На учебных чертежах зубчатых колес: Высота головки зуба – ha = m; Высота ножки зуба – hf = 1,25m; Шероховатость рабочих поверхностей зуба – Ra 0.8 [мкм];
Справа вверху листа выполняют таблицу параметров, размеры которой приведены на рисунке 9.18, часто заполняют только значение модуля, число зубьев и делительный диаметр.
Рисунок 9.18 — Таблица параметров
Зубья колеса изображают условно, согласно ГОСТ 2.402-68 (Рисунок 9.19). Штрихпунктирная линия — делительная окружность колеса.
В разрезе зуб показывают нерассеченным.
| а | б | в |
Рисунок 9.19 — Изображение зубчатого колеса а — в разрезе, б — на виде спереди и в — на виде слева
Шероховатость на боковую рабочую поверхность зуба на чертеже проставляют на делительной окружности. Пример выполнения чертежа зубчатого колеса приведен на рисунке 9.20.
Рисунок 9.20 — Пример выполнения учебного чертежа зубчатого колеса
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.