Магнитный контроль качества сварных швов относится к неразрушающим методам. Дефектоскоп проверяет готовые стыки, нахлесты. Применим ко всем видам сварных соединений. Дефектоскоп выявляет незначительные инородные включения: трещины, свищи, кусочки шлака, другие дефекты. Использование магнитных методов рассеивания полей ограничено, для магнитного контроля у металла должна быть определенная структура, способность намагничиваться. Магнитопорошковую, магнитографическую, индукционную дефектоскопию применяют только для контроля швов на ферромагнитных сплавах – углеродистых и низколегированных сталях, легированных кобальтом, цинком, марганцем.
Содержание
- Сущность магнитной дефектоскопии, её методы
- Магнитопорошковый метод контроля (магнитопорошковая дефектоскопия)
- Технология магнитопорошкового контроля
- Эффективность магнитопорошковой дефектоскопии
- Дефектоскопы для магнитопорошкового контроля
- Видео: магнитопорошковая дефектоскопия с применением люминисцентных концентратов
- Магнитографический метод контроля сварных соединений
- Технология магнитографического контроля
- Эффективность магнитографического контроля
- Магнитографический дефектоскоп и магнитная лента
По каким параметрам подбирают магнитные порошки
неразрушающего контроля
- размер частиц. Определяется при помощи импедансных счётчиков Култера либо эквивалентным методом. Частицы в суспензиях должны иметь размер 1,5–40 мкм. У сухих порошков, как уже было отмечено выше, диаметр достигает 30, 40 мкм и более;
- концентрация. Остаётся на совести изготовителя и указывается на упаковке;
- цвет. Лучше подбирать по контрасту с фоновой поверхность – то есть с самим объектом контроля. Либо – использовать вышеупомянутую контрастную краску;
- термостойкость. Максимально допустимая температура опять же указывается производителем. Магнитный порошок должен выдерживать её не менее 5 минут без потери своих эксплуатационных качеств;
- коэффициент флуоресценции и её стабильность. Актуально для флуоресцентных индикаторов, свечение которых становится заметно в ультрафиолетовом спектре. Для проверки этих параметров материал тестируют дважды, используя УФ-лампу и прибор для измерения яркости. Сначала индикаторное вещество равномерно освещают ультрафиолетом, после чего измеряют яркость свечения. Второе значение делят на первое – так высчитывается коэффициент флуоресценции. А чтобы убедиться в её стабильности, после спустя 30 минут процедуру повторяют. Если коэффициент уменьшился не более чем на 5%, то всё в порядке;
- пенообразование. Обильное количество пены мешает нормальной работе с материалом;
- вязкость дисперсионной среды (если магнитный порошок используется в качестве концентрата для приготовления жидкой суспензии). При температуре 20±2 ˚С динамическая вязкость должна оставаться в пределах 5 мПа*с;
- влияние на коррозию и pH-фактор. По химическому составу современные индикаторы сбалансированы таким образом, чтобы не допустить коррозионного и эрозионного воздействия на поверхность;
- стойкость. Так называемые долгосрочные испытания магнитных порошков на усталость выполняются в установках для магнитопорошковой дефектоскопии либо в замешивающих устройствах – стальных барабанах с центробежным насосом. Последний обеспечивает принудительную циркуляцию частиц (в течение 5 секунд с открытым клапаном и ещё столько же – с закрытым). Затем выжидают 2 часа и тестируют индикатор на эталонном образце. Если выявляемость и другие показатели остались прежними, то продукт можно смело допускать к интенсивной работе;
- экологичность (отсутствие серы, галогенов) и т.д.
зарегистрируйтесь
Сущность магнитной дефектоскопии, её методы
Магнитная дефектоскопия — один из методов неразрушающего контроля сварки. Сущность магнитных методов контроля сварных соединений заключается в выявлении рассеянных магнитных потоков, которые появляются в намагниченных изделиях в случае присутствия в них различных дефектов. Намагниченными материалами могут служить железо, никель, кобальт и некоторые сплавы на их основе.
Намагничивание изделия можно добиться, если, пропуская ток по нему, создать вокруг изделия магнитное или электромагнитное поле. Наиболее простым способом получения магнитного потока является пропускание тока плотностью 15-20 А/мм по виткам сварочной провода, намотанного витками на изделие. Количество витков обычно составляет 3-6. Для намагничивания соединения рекомендуется применять постоянный ток.
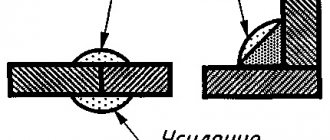
Принцип выявления дефекта в сварном шве состоит в следующем. Магнитный поток, проходя по сварному соединению и встречая на своём пути дефект, начинает обходить его из-за того, что магнитная проницаемость дефекта значительно ниже, чем магнитная проницаемость основного металла, а электрический ток, как известно, идёт по пути наименьшего сопротивления.
В результате этого, часть силовых линий магнитного потока вытесняется дефектом на поверхность, образуя местный рассеянный магнитный поток, см. рисунок:
Магнитные потоки рассеяния могут регистрироваться разными способами. По способу регистрации методы магнитного контроля разделяются на магнитопорошковый метод контроля (магнитопорошковая дефектоскопия), магнитографический метод контроля и индукционный метод контроля.
Видимый свет и флуоресцентные свет
Освещение является одной из наиболее важных частей контроля магнитных частиц. Флуоресцентные частицы легко увидеть под ультрафиолетом светом. Это лучший выбор для автоматического или полуавтоматического магнитного контроля. Однако и тут поверхность должая быть очищена от сколов и грязи, чтобы был лучший результат.
Для обыкновенных частиц используют дневной или искусственный свет. Белый свет, например, используемый в галогенных лампах, является наиболее эффективным и помогает свести к минимуму флуктуации света, наблюдаемые при естественном освещении.
Сухие или влажные частицы суспензии для магнитного контроля.
Магнитный контроль сухими частицами лучше всего использовать при поиске мелких трещин вблизи поверхности. Однако, детали с краской или ржавчиной если на таких проводить тест могут снизить чувствительность теста, но все же позволяют получить желаемый результат.
Влажные магнитные частицы — это когда частицы наносятся кистью, они удерживаются внутри жидкого носителя, обеспечивая равномерное покрытие и подчеркивая утечку. Такой метод неразрушающего контроля обеспечивает оптимальный контраст с поверхностью что, показывает нам большую детализацию, чем просто у сухих частиц. Такой способ особенно подходит для гладких поверхностей, так как эти частицы оседают на шероховатых поверхностях.
Магнитопорошковый метод контроля (магнитопорошковая дефектоскопия)
Как следует из названия, магнитопорошковая дефектоскопия проводится с помощью магнитного порошка. Существуют два метода магнитопорошкового контроля: сухой и мокрый.
В случае сухой магнитопорошковой дефектоскопии на поверхность сварного соединения наносится сухой магнитный порошок (железные опилки, окалина и др.). В случае мокрой магнитопорошковой дефектоскопии магнитный материал наносится в виде суспензий магнитного порошка с керосином, маслом, мыльным раствором.
Под действием электромагнитных полей рассеяния, частицы порошка равномерно перемещаются по поверхности сварного соединения. Над сварными дефектами магнитный порошок скапливается в виде валиков. По форме и размерам этих валиков можно судить о форме и размерах найденного дефекта.
Технология магнитопорошкового контроля
Метод магнитопорошковой дефектоскопии включает в себя следующие технологические операции:
1. Подготовка поверхности сварного соединения к проверке. Поверхности необходимо очистить от загрязнений, окалины, сварочных брызг, наплывов и шлака после сварки. 2. Подготовка суспензии, заключающаяся в динамичном перемешивании магнитного порошка с транспортируемой жидкостью 3. Намагничивание контролируемого изделия 4. Нанесение суспензии или магнитного порошка на контролируемую поверхность 5. Осмотр контролируемой поверхности сварного соединения и определение участков, на которых присутствуют отложения порошка 6. Размагничивание сварного соединения.
Эффективность магнитопорошковой дефектоскопии
Метод магнитопорошковой дефектоскопии обладает хорошей чувствительностью к тонким и мельчайшим сварным трещинам. Он прост в исполнении, даёт наглядные результаты, и не растянут по времени.
Чувствительность магнитопорошкового метода может различаться в каждом отдельном случае. Зависит это от следующих причин:
1. Величины частиц порошка и от метода его нанесения 2. Напряжения магнитного поля, воздействующего на сварное соединение 3. Рода применяемого тока (переменный или постоянный) 4. От формы и величины дефекта, от глубины его расположения, а также от того, как дефект ориентирован в пространстве. 5. От способа и направления намагничивания соединения 6. От качества и формы контролируемой поверхности
С помощью магнитных методов контроля лучше всего обнаруживаются плоскостные дефекты: сварочные трещины, несплавления и непровары, если наибольший их габарит ориентирован под прямым углом (или близким к прямому) относительно направления магнитного потока.
Дефекты округлой формы (поры, раковины, неметаллические включения) могут не создать достаточного рассеянного потока и при контроле обнаруживаются хуже всего.
Дефектоскопы для магнитопорошкового контроля
В состав дефектоскопов для такого метода контроля входят источники тока, устройства для подведения тока к контролируемой поверхности, приборы для намагничивания поверхности (соленоиды, электромагниты), устройства для нанесения магнитного порошка или суспензии на проверяемую поверхность, измерители величины тока (или напряжённости магнитного поля).
Магнитопорошковые дефектоскопы подразделяются на стационарные, передвижные и переносные. Стационарные дефектоскопы нашли широкое применение на заводах и других предприятиях с крупносерийным выпуском различной продукции. Среди них такие модели, как УМДЭ-2500, ХМД-10П, МД-5. Такое оборудование позволяет контролировать качество сварных соединений различной формы. Они способны обеспечить высокую производительность контроля — от нескольких десятков, до нескольких сотен изделий в час.
Распространённые, серийно выпускаемые модели переносных и передвижных дефектоскопов — это ПМД-70 и МД-50П. Переносной дефектоскоп для магнитного контроля ПМД-70 широко используется для контроля сварных соединений в полевых условиях. А передвижной дефектоскоп модели МД-50П чаще всего используется для контроля массивных крупногабаритных сварных соединений по участкам.
Видео: магнитопорошковая дефектоскопия с применением люминисцентных концентратов
Поверхностные условия
Перед началом проверки на магнитный контроль необходимо провести проверку шероховатых поверхностей и принять соответствующие меры. Частицы могут слишком легко накапливаться на шероховатой поверхности, что приводит к незаслуженной отрицательной оценке. Тонкие покрытия краски и другие подобные обработки не будут препятствовать испытанию при условии, что они наносятся равномерно и равномерно.
Магнитографический метод контроля сварных соединений
Магнитографический контроль — один из двух методов магнитного контроля. Сущность данного метода состоит в намагничивании контролируемой поверхности сварного шва и зоны термического влияния, и одновременном записывании магнитного поля на магнитную ленту. Далее, записанную на ленту информацию считывают с помощью специальных устройств, входящих в состав магнитографического дефектоскопа.
Схема магнитографического контроля показана на рисунке слева. Позиции на рисунке:
1-сварной шов; 2-дефект в сварном шве; 3-магнитная плёнка; 4-намагничивающее устройство;
Технология магнитографического контроля
Метод магнитографического контроля сварного соединения включает в себя следующие технологические операции:
1. Очистка проверяемых поверхностей от шлака, сварочных брызг и других загрязнений 2. Наложение на сварной шов размагниченной магнитной ленты и прижатие её эластичной резиновой лентой 3. Намагничивание контролируемого соединения. Намагничивание производится при оптимальных режимах, которые зависят от типа намагничивающего прибора, толщины контролируемого металла, и его магнитных свойств. 4. Расшифровка результатов дефектоскопии. Для расшифровки результатов магнитную ленту, на которую записывалось магнитное поле, помещают в считывающее устройство дефектоскопа и по сигналам на его экранах обнаруживают дефекты.
Магнитографический метод контроля применяют, в большинстве случаем, для проверки стыковых сварных швов, выполненных сваркой плавлением. Чаще всего такой контроль применяют при дефектоскопии сварных соединений магистральных трубопроводов. Максимально возможная толщина металла, которую можно контролировать данным методом, составляет 20-25мм.
Эффективность магнитографического контроля
Эффективность по выявлению дефектов у магнитографического контроля примерно такая же, как и магнитнопорошкового. Факторами, влияющими на эффективность метода, являются величина и форма сварных дефектов, а также их пространственная ориентация и глубина расположения. Влияет также считывающая способность головки дефектоскопа и записывающая способность магнитной ленты.
Магнитографическим контролем хорошо обнаруживаются плоскостные сварные дефекты (это различные трещины в металле, непровары и несплавления), а также различные цепочки неметаллических включений и шлака. Лучше всего выявляются дефекты, расположенные перпендикулярно движению магнитного потока, а хуже всего обнаруживаются те, которые имеют сферическую форму — поры, раковины и др.
Опытным путём было выяснено, что магнитографический метод контроля с очень высокой долей вероятности позволяет выявить плоскостные дефекты в том случае, если их вертикальный размер равен 8% и более от толщины сварного соединения.
На эффективность этого метода контроля существенное влияние оказывает высота сварного шва, его форма и качество поверхности. Если усиление шва удалить, то чувствительность магнитографии к вышеназванным дефектам достигает 5%. Дефекты сферической формы выявить значительно сложнее. Они выявляются в том случае, если их высота составляет 20% или более от толщины соединения.
Высокая производительность магнитографического контроля является главным его преимуществом перед магнитопорошковой дефектоскопией. Запись на магнитную ленту происходит без какой-либо подготовки, а время её считывания и воспроизведения незначительно.
Магнитографический дефектоскоп и магнитная лента
Регистратором магнитных полей при магнитографическом контроле служит специальная магнитная лента. Основой для изготовления магнитной ленты служит лавсан или триацетат с нанесёнными на них мельчайшими ферромагнитными частицами. Существуют разные типы магнитных лент, которые различаются по своим физико-механическим свойствам и могут применяться при разном температурном интервале.
Расшифровка записей, сделанных на магнитных лентах, происходит с помощью магнитографических дефектоскопов. Они различаются по способу индикации, и в зависимости от этого, делятся на дефектоскопы с импульсной и телевизионной индикацией (видеоиндикацией).
У дефектоскопа с импульсной индикацией на экране электронно-лучевой трубки отображаются импульсы. Они имеют разную амплитуду, и её величина характеризует размер дефекта в вертикальном направлении.
У дефектоскопов с видеоиндикацией магнитный рельеф полей рассеяния отображается на мониторе в виде обычной магнитограммы отдельных участков сварного соединения. Процесс отображения происходит аналогично изображению в телевизоре, отсюда данный метод индикации и получил название «телевизионного».
На практике применяются такие дефектоскопы, как МД-9, имеющие импульсный метод индикации и МД-11 с телевизионным изображением. Существуют также типы дефектоскопов, с двойной индикацией. Это наиболее совершенные приборы таких моделей как МДУ-2У, МД-10ИМ, МГК-1.
Где применяются испытания магнитным контролем
Магнитный контроль используется от компонентов в мостах до гоночных автомобилей с высокими эксплуатационными характеристиками, испытания на магнитные частицы используются для обнаружения дефектов в деталях перед их использованием, также применяется при проверки сварного шва. Неправильное проведение метода контроля является основным источником ошибочного тестирования. Понимание основных проблем, присущих магнонному контролю позволяет избежать многих ошибок при его проведении. Поэтому важно обращаться к квалифицированным специалистам и в лаборатории по неразрушающему контролю.
Где купить магнитопорошковый дефектоскоп
| Научно-производственный . Основан в 1989 году, сертифицирован по международному стандарту ISO 9001:2015. Для ручного контроля в НПЦ «Кропус» можно купить универсальный магнитопорошковый дефектоскоп МДМ-2, модульный МД-М, импульсный МД-И, а также оснащённый двумя катушками намагничивания ДУКАТ-300. Кроме того, в линейке доступны решения для автоматизированного контроля на производстве – СМ-20, СМ-20Н и СМ-30. Мощная техническая база центра позволяет разрабатывать индивидуальные решения под конкретные задачи. Контакты производственной площадки НПЦ «Кропус» в Ногинске,, [email protected] |
| Научно-производственная . Как у официального дистрибьютора Magnaflux GmbH, здесь представлена вся линейка мобильных приборов ITW Tiede GmbH – Ferrotest 10, 20, 40, 60, 80, 100, GWH 15, 30, 40, Isotest 60E, 100E и др. Здесь же можно подобрать и купить и стационарный магнитопорошковый дефектоскоп: как универсальный (например, Ferroflux 1000 и Universal 600 WE), так и специализированный – для контроля пружин, коленвалов, муфт, труб малого и большого диаметра, железнодорожных пар колёс и т.д. Есть в «АВЭК» и собственная разработка – установка «МАГ-Инспект Универсал». Контакты центрального офиса в Екатеринбурге: +7 (343) 217-63-84, |
| Научно-промышленная . Главный продукт для метода МПД – стационарная установка МДС-09, разработанная собственными силами для контроля изделий длиной до 900 мм, диаметром до 210 мм и весом до 100 кг. Производственная база предприятия находится в Балашихе. Связаться с НПК «ЛУЧ» можно по телефону +7 (498) 520-77-99 или по почте |
ТРЕБОВАНИЯ К ПОДГОТОВКЕ К КОНТРОЛЮ
Обозначение сварных швов
1.1. При подготовке объекта к контролю следует провести тщательный визуальный осмотр с целью оценки состояния контролируемой поверхности, а также обнаружения трещин, подрезов, забоин, коррозионных язвин или следов эрозионного износа.
Если поверхность детали не имеет нарушений сплошности и ее шероховатость не превышает RА£ 10 мкм, или если поверхность покрыта тонким слоем окалины, которая прочно сцеплена с металлом, то такую поверхность достаточно протереть ветошью и при необходимости обезжирить.
Если в слое окалины имеются отслоения или шероховатость поверхности детали превышает RА > 10 мкм, то вместо зачистки абразивными кругами (механическая зачистка) целесообразно наносить грунтующее покрытие быстросохнущими красками и лаками, алюминиевой пудрой со связующими добавками или растворами на основе жидкого стекла.
Покрытие наносится кистью в один-два слоя или распылением. Цвет покрытия должен составлять резкий контраст с черным порошком, тогда не будет затруднен осмотр детали на наличие индикаторных валиков магнитного порошка.
Толщина грунтующего покрытия не должна превышать 20 — 30 мкм (это соответствует примерно двум-трем слоям краски при нанесении ее кистью), так как с увеличением толщины покрытия чувствительность метода снижается.
После нанесения грунтующего покрытия изделие должно высохнуть. Допускается при входном контроле проводить МПД по заводскому покрытию.
1.2. Параметры контроля, применяемые дефектоскопические материалы и аппаратура, квалификация дефектоскопистов, виды намагничивания, уровни чувствительности, техника безопасности должны соответствовать ГОСТ 21105-87 «Контроль неразрушающий. Магнитопорошковый метод».
1.3. Проверку работоспособности намагничивающих устройств (дефектоскопов) и качества дефектоскопических материалов осуществляют при помощи стандартных образцов предприятий, которые могут быть либо специально изготовлены или подобраны из числа забракованных деталей с дефектами, размеры которых соответствуют принятому уровню чувствительности. Режим контроля считается стабильным, если количество и длина обнаруживаемых трещин остаются постоянными при многократных проверках.
1.4. Освещенность контролируемой поверхности должна быть не менее 1000 лк. При использовании люминесцентных порошков осмотр проводят при ультрафиолетовом облучении источником с длиной волны 315 — 400 мкм. При этом УФ — облученность поверхности должна быть не менее 2000 лкВт/см2 (200 отн. ед. по ГОСТ 18442-80).
Поверка и калибровка магнитопорошковых дефектоскопов
оборудованиянеразрушающего контроля
- максимального значения импульсного тока, длительности и частоты следования импульсов;
- погрешности измерения тока самим прибором;
- определение механических свойств и микроструктуры листового, сортового, фасонного, полосового металлопроката, включая листы с немагнитными покрытиями и трубы из электротехнической, легированной, углеродистой стали. Магнитный метод контроля как одно из направлений структуроскопии регламентирован ГОСТ 30415-96;
- длительности протекания тока в соленоиде в состоянии остаточной намагниченности и силы удержания. Данный эффект возникает из-за так называемой самоиндукции, когда даже после отключения питания затухающий ток протекает в катушке;
- продолжительности размагничивания;
- длительности тока и паузы в режиме «ток-пауза»;
- выявляющей способности – возможности выявления несплошностей при использовании магнитных суспензий надлежащего качества.
лаборатории