Процесс оформления
Стержни из металла с обмазкой имеют большую разновидность, а каждый вид используется строго в определенных целях, поэтому и оформление сертификационной документации имеет существенные различия.
Для одного вида электродов обязательно требуется подтверждение соответствия разработанным требованиям по качеству и безопасности, для другого вида необходима сертификация в системе государственных стандартов, а некоторые требуют отдельного регистрационного удостоверения от Минздрава, которое называется паспорт на электроды, где обязательно указывается величина минимальной токсичности.
Для оформления документации производитель обращается в сертификационный центр, аккредитованный в городе, где он проживает, подает заявление и все необходимые документы, а также образцы выпускаемой продукции. Во время лабораторных исследований специалисты центра определяют, соответствуют ли предъявленные изделия нормам и стандартам, которые действуют в государстве, а результат заносится в протокол.
Сертификат на электроды выдается на руки только в случае полного соответствия всем действующим нормативам.
Национальное агентство контроля сварки и его роль в аттестации электродов как сварочного материала
Контроль, который проводит данная организация, направлен, в первую очередь, на выявление правильности в соблюдении технологий всех осуществляемых сварочных процессов в рамках строительной части. Для того чтобы эти процессы осуществлялись без отступлений от существующих сварочных технологий, у НАКС, как главного контролирующего органа, имеются достаточно серьезные механизмы влияния.
Одним из таких механизмов, целью использования которого является недопущение к использованию сварочных материалов, не соответствующих условиям специальных сварочных технологий, является аттестация таких материалов. Проводится она в отношении сварочных электродов, флюса, проволоки и других присадочных элементов, которые используются в сварочных процессах.
До того момента, пока вид электродов, как сварочного материала, не пройдет процедуру аттестации с присвоением сертификата соответствия, он не будет допущен для использования в производственных процессах.
В случае несанкционированного использования это может быть чревато для организации, нарушившей требования НАКС, необходимостью проведения внеочередной аттестации для выявления процентов брака.
Требования безопасности
Разнообразие материалов для сварки и методов ее проведения определяет широкое применение электродов, но каждый вид должен соответствовать следующим требованиям:
- Обеспечить устойчивое горение сварочной дуги, минимальный радиус разбрызгивания расплавленного металла, стабильную производительность сварочных работ.
- Создавать оптимальные условия для формирования качественного шовного соединения.
- Сохранять при сварке все перечисленные в паспорте качества на электроды технологические, химические и физические свойства.
Н. И. Новоградов, образование: ПТУ, специальность: сварщик шестого разряда, опыт работы: с 2001 года: «Малоопытные сварщики иногда работают электродами, среди которых многие изделия не соответствуют критериям годности из-за неправильного хранения или вышли сроки эксплуатации и т. д. и т. п. Не стоит подвергать здоровье повышенной опасности из-за того, что хозяйственники решили сэкономить».
Добровольная сертификация
Во время оформления добровольного сертификата испытание проводится на соответствие основных характеристик и параметров выпускаемой предпринимателем продукции требованиям государственных стандартов ГОСТ Р ИСО за номерами: 2560-2009, 3580-2009, 3581-2009 и ГОСТ 9466-75, 9467-75, 5.1215-72, 10051-75, 10052-75.
При желании заявителя оформить сертификацию продукции на добровольной основе, ему предоставляются преимущества — выборочная проверка определенных свойств, и на основании каких документов она будет проведена.
Особенности сертификации сварочного оборудования
Оборудование для дуговой сварки попадает под действие двух технических регламентов Таможенного союза на низковольтное оборудование и электромагнитную совместимость. Для законного выпуска технических устройств на территории стран-участниц союза обязательно соблюдение требований обоих документов.
Если на продукцию действуют несколько технических регламентов, необходимо подтвердить соблюдение требований каждого из них.
По желанию Заявителя можно заменить декларирование более строгой формой подтверждения соответствия в форме сертификата.
Процесс замены осуществляется в соответствии со статьей 7 пунктом 2 технического регламента Таможенного союза «О безопасности низковольтного оборудования».
Положениями технических регламентов предусмотрена только односторонняя замена: провести декларирование вместо сертификации нельзя.
Для выпуска сварочного оборудования, которое попадает под технический регламент Таможенного союза «О безопасности машин и оборудование» достаточно только зарегистрировать декларацию о соответствии. При этом, по желанию заявителя также может быть произведена замена декларирования на обязательную сертификацию (согласно статье 8 пункту 5).
Порядок проведения
Процедура проведения сертификации на добровольной основе имеет определенный стандарт и мало чем отличается от обязательного процесса. Основные этапы такие:
- в орган, отвечающий за сертификацию, подается письменное заявление и пакет необходимой документации, где указаны основные сведения о заявителе и продукции;
- проводится анализ всех документов и выбирается схема сертификации;
- отбираются образцы и передаются в испытательную лабораторию для исследований;
- при необходимости проводится оценка производства;
- при положительных результатах исследований, на основании поступившего из лаборатории в центр протокола, выдается сертификат соответствия.
При отрицательном результате заявителю предлагается комплекс мероприятий по устранению несоответствий требованиям ГОСТ. После проведенных изменений продукция направляется на повторное исследование.
Маркировка сварочного оборудования
Согласно техрегламенту, оборудование, которое попадает под его действие, и успешно прошедшее процедуру подтверждения соответствия, должно иметь маркировку единым знаком обращения продукции, знаком «ЕАС». Форма и порядок применения знака «ЕАС» определены решением Комиссии Таможенного Союза №711 от 15 июля 2022 года.
Знак «ЕАС» наносится на каждую единицу продукции. Изображение должно быть четким и ясным в течение всего срока службы продукции. Если на само оборудование нет возможности нанести маркировку, то возможно нанесение знака «ЕАС» на упаковку и эксплуатационные документы.
Сварочное оборудование необходимо промаркировать до выпуска в обращение. Если продукция отечественного производства, то она должна иметь знак ЕАС до момента отгрузки на склад покупателю. А в случае импорта – до поступления груза на таможню.
Специалисты окажут содействие в прохождении обязательной сертификации и декларирования сварочного оборудования.
Наши специалисты помогут определить, а также получить необходимые документы для законного выпуска сварочного оборудования в обращение.
Проверка документов
Сертификаты соответствия на электроды любой марки оформляются на специально разработанном бланке, подтверждающем, что указанная продукция прошла испытания и соответствует требованиям регламентирующих документов по безопасности и качеству. Например, сертификат соответствия на электроды Э42 должен соответствовать требованиям, которые изложены в ГОСТ-9567-75-Э42:
- линейные параметры изделия;
- диаметр металлического стержня и толщина слоя покрытия;
- общая масса;
- расход на образование шва в кг;
- ударные характеристики и относительное удлинение шва.
Кроме перечисленных параметров, в документе могут указываться и дополнительные сведения, характерные только для проверенного вида.
Сертификат качества на электроды э42
Сварка считается одним из наиболее надежных способов соединения стальных деталей. Существует несколько методик выполнения данной работы с использованием различных марок электродов.
Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, данный тип пользуется очень большим спросом. Информация о технических характеристиках электродов Э42 содержится в статье.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.
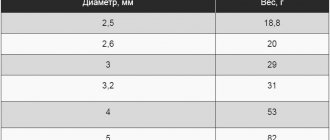
На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Необходимая информация о присадочном материале может быть почерпнута из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режимов.
- Обозначение «42» свидетельствует о том, что наплавленный материал обладает прочностью 420 МПа.
Предназначение
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности.
Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок.
Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Химический состав
В производстве электродов Э42 используются следующие химические элементы:
- Углерод. Его содержание в присадочном материале не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03 %.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления к разрыву составляет 420 МПа.
- «Наплавка» — 10 г/Ач.
- Размер стержня не превышает 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка выполняется при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплава.
- Шов обладает ударной вязкостью в 150 Дж/см. кв. при температуре +20 градусов. Вязкость при –40 градусов составляет 35 Дж./см. кв.
- Удлинение шва не превышает 22 %.
Нормативные документы
Плавящиеся электроды изготовлены в соответствии с ГОСТами и разделены на такие группы:
- У — для углеродистых и с низким содержанием углерода сталей.
- Л — легированные конструкционные стали.
- Г — для обработки теплоустойчивой легированной стали.
- В — только высоколегированные стали, обладающие особыми свойствами.
Основная задача электрода — обеспечивать устойчивое горение сварочной дуги и получение шва с заранее заданными параметрами. Обмазка или напыление призвано защищать расплавленный металл от окисления, замедляя его остывание и затвердение, чтобы газы и неметаллические составляющие улетучились.
Сертификат на электроды
В общем виде электроды – это часть токопроводящей конструкции, элементы гальванической цепи в виде металлической пластины или стержня. Основные параметры классификации электродов:
- область применения – различают электроды сварочные, биомедицинские, электроды сравнения, индикаторные и т.д., каждый из этих видов имеет свои варианты применения;
Таб. 2. Назначение сварочных электродов по ГОСТ 9466-75
| Тип стали | Обозначение (литера) | ГОСТ |
| низколегированные конструкционные и углеродистые стали с определенными параметрами (до 60 кгс/мм² (600 МПа) временного сопротивления разрыву | У | 9467-75 |
| аналогично по параметрам, но легированные конструкционные стали | Л | 9467-75 |
| теплоустойчивые легированные стали | Т | 9467-75 |
| высоколегированные с особыми свойствами | В | 10052-75 |
| поверхностные слои (наплавка) | Н | 10051-75 |
Таб. 1. Электроды по материалу изготовления
| Неметаллические | Металлические | |
| Неплавящиеся | Плавящиеся | |
| Покрытые | Непокрытые | |
|
| в современном варианте это непрерывная сварочная проволока для работы в среде защитных газов |
Таб. 3. Типы покрытия сварочных электродов
| Покрытие | Обозначение | |
| ISO | ГОСТ 9466-75 | |
| Основные | B | Б |
| Кислые | A | А |
| Рутиловые | R | Р |
| Целлюлозные | C | Ц |
| Покрытия смешанные | ||
| Рутилово-целлюлозные | RC | РЦ |
| Рутилово-основные | RB | РБ |
| Кисло-рутиловые | AR | АР |
| С железным порошком рутиловые | RR | РЖ |
| Прочие | S | П |
Обязателен ли сертификат соответствия на электроды
В Единые Перечни Техрегулирования (ПП №982, 2009г., II раздел) включены только электроды, измеряющие биометрические потенциалы (9331 ОКП), им нужна декларация. На остальные виды электродов оформляется отказное письмо или – в качестве альтернативы – сертификат соответствия на электроды, оформленный по вашей инициативе, т.е. добровольно. Сертификат будет необходим вам и при вступлении в СРО, и при соискании госзаказа, в любом тендере, инновационном проекте и т.д.
Сертификат на электроды НАКС
Эта аббревиатура «Национального Агентства Контроля Сварки» — специально созданного некоммерческого партнерства в рамках профессиональной СРО, со своими стандартами, правилами и – системой сертификации. НАКС представлена практически во всех регионах РФ и занимается в т.ч.
сертификацией разных элементов сварочного производства. Сертификат на электродыНАКС – самое убедительное в России подтверждение их качества.
Система пользуется заслуженным авторитетом – например, СМК НАКС имеет сертификат ISO 9001-2008, от DVS ZERT.
Сертификат на электроды Уони 13/55
Электроды этой марки отличаются от других ударной вязкостью, углом изгиба и т.д., т.е. могут быть использованы для работы и с углеродистой, и с низколегированной сталью или когда нужен пластичный сварной шов.
Этими электродами варят и при экстремально низких (≤ -40о) и при очень высоких температурах, практически в любом положении и при обратной полярности постоянного тока.
Добровольная сертификация позволяет выбрать критерии оценки, поэтому полученный по желанию поставщика сертификат на электроды Уони 13/45 или 13/55, ОЗС-12, АНО-21, МР-3 и любые другие – уникальная возможность официально подтвердить их сильные стороны и преимущества.
Где заказывать сертификат соответствия на электроды
Кроме указанных выше сертификатов, вы можете заказать у нас:
- сертификат на электродыLB (рекомендованы ВНИИСТ), для ремонта магистральных трубопроводов и строительства;
- сертификат на электроды ОК 46, которыми варят углеродистые стали, в т.ч. оцинкованные гальванизированные, судовую и автомобильную сталь;
- сертификат на электроды Э42 будет подтверждать особые параметры сварного шва; как и с ОК46, сварка возможна при любо и т.д., но используют их и для низколегированной стали.
Сертификация продукции
Такая методика появилась, чтобы защитить внутренний рынок РФ и не допустить появления непригодной для эксплуатации продукции, при этом производители привлекаются к ответственности за выпуск неликвидов. Сертификация видов промышленных товаров соответствует международным требованиям и основана на проведении углубленных испытаний, а также оценке условий производства.
Поэтому сертификат соответствия на электроды — это надежная гарантия соответствия продукции ГОСТу, а также эффективная стимуляция повышения качества для производителей. Кроме сертификата, наносится специальный знак, обозначающий, что продукция проверена и соответствует требованиям ГОСТа.