| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость,Дж/см2 |
| ≥450 | ≥22 | ≥78 |
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто. Работать с ними смогут даже молодые специалисты.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
| Сила сварочного тока (А), для электрода диаметром, мм | |||||
| 2,0 | 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
| 40-80 | 50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В.)
Упаковочные данные
| Диаметр, мм | Длина, мм | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,00 | 300 | 50-54; 99-108 | 0,5; 1 |
| 2,50 | 350 | 27-28; 53-56; 133-140 | 0,5; 1; 2,5 |
| 3,00 | 350 | 18-19; 35-37; 89-93 | 0,5; 1; 2,5 |
| 3,20 | 350 | 16; 32; 78-81 | 0,5; 1; 2,5 |
| 4,00 | 450 | 8; 16-17; 40-41; 81-83 | 0,5; 1; 2,5; 5 |
| 5,00 | 450 | 53-54 | 5 |
Аналоги
| Производитель | Марка электродов |
| ESAB | OK 46.00 |
| Oerlikon | Overcord, Overcord Z |
Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
| AWS A 5.1:E 6013 | ISO 2560-А- E 38 0 R 12 | ГОСТ 9466 | Э 46 –МР-3 АРС- Ø — УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
| Mn | C | Si | P | S |
| 0,40-0,70 | не более | |||
| 0,10 | 0,15-0,35 | 0,030 | 0,030 | |
Механические свойства металла шва
| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
| ≥450 | ≥22 | ≥78 |
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.
Сварочные данные
| Сила сварочного тока, А, для электрода диаметром, мм | ||||
| 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
| 50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Упаковочные данные
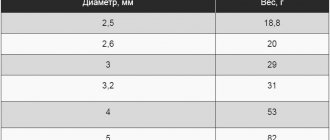
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,50 | 350 | 17-18 | 55-58; 139-147 | 1; 2,5 |
| 3,00 | 350 | 25-26 | 38-40; 96-100 | 1; 2,5 |
| 3,20 | 350 | 30-31 | 32-33; 80-83 | 1; 2,5 |
| 4,00 | 450 | 58-59 | 42-43; 84-86 | 2,5; 5 |
| 5,00 | 450 | 91-92 | 27; 54 | 2,5; 5 |
Аналоги
| Производитель | Марка электродов |
| ЛЭЗ | МР-3С, АНО-4 |
| СпецЭлектрод | МР-3С, АНО-4 |
| Thyssen | Phoenix SH Gelb R |
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Электроды сварочные ТМ: Монолит, Арсенал, Континент, Стандарт
Монолит РЦ
ВИД ПОКРЫТИЯ– рутил-целлюлозное.
Универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля.
Электроды Монолит РЦ малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием.
Электроды Монолит РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла.
Позволяют выполнять сварку на предельно-низких токах.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
Возможно сваривание по окисленным, масляным и окрашенным поверхностям.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Монолит УОНИ-13/55 Плазма
ВИД ПОКРЫТИЯ – основное с железным порошком.
Электроды УОНИ-13/55 ПЛАЗМА предназначены для сварки во всех пространственных положениях ответственных конструкций и трубопроводов из углеродистых и низколегированных сталей с пределом прочности от 500 МПа до 640 МПа
Коэффициент наплавки – 10,5-11,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,58 кг. Номинальная производительность до 115%.
Электроды Монолит УОНИ-13/55 ПЛАЗМА отличаются высокой прочностью метала шва, а также обеспечивают получение металла шва с особой металлургической чистотой и низким содержанием водорода. Возможность сваривания на переменном токе исключает действие магнитного дутья.
Благодаря добавлению железного порошка в обмазку электрода на 20 % возросла эффективность использования УОНИ 13/55 ПЛАЗМА:
- Снижен расход электродов 10-15%;
- Увеличена производительность наплавки на 8–10 %.
Монолит Professional
ВИД ПОКРЫТИЯ – рутиловое толстое.
Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов условиях.
Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки, что дает возможность варить поврежденные водопроводы, находящиеся под давлением до 1 атм.
Для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов.
АНАЛОГИ: OK 43.32 (ESAB), Overcord S, Fincord (Oerlikon); МГМ-50 (Lincoln Electric — Межгосметиз-Мценск)
Арсенал МР-3 АРС
ВИД ПОКРЫТИЯ– рутиловое.
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20)
Относительное удлинение металла шва ≥22 %
Электроды диаметром от 2,5 до 4 мм пригодны для сварки во всех пространственных положениях.
Сварку электродами Арсенал МР-3 АРС необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Электроды МР3АРС обеспечивает легкое перекрытие зазоров.
Допускается сварка удлиненной дугой по окисленной поверхности.
Стандарт РЦ
ВИД ПОКРЫТИЯ– рутил-целлюлозное.
Электроды Стандарт РЦ предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей
Электроды обеспечивают:
- хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов:
- легкое зажигание дуги;
- мелкочешуйчатое формирование металла шва;
- легкую или самопроизвольную отделимость шлаковой корки.
Возможно использование электродов для прихваток, коротких и корневых швов при низком напряжении в сети.
Сварка способом «сверху-вниз» производится короткой дугой или опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70° к направлению сварки
Континент МР-3 ПЛАЗМА
ВИД ПОКРЫТИЯ– рутиловое.
Электроды МР-3 ПЛАЗМА предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей во всех пространственных положениях, кроме вертикального способом сверху-вниз
Относительное удлинение металла шва — не менее 18%
Коэффициент наплавки – 8,5-9,5г/А*ч
Сварку электродами Континент МР-3 ПЛАЗМА необходимо выполнять постоянным током обратной полярности («+» на электроде) или переменным током от трансформатора с напряжением холостого хода не менее 60 В
Допускается сварка удлиненной дугой по окисленной поверхности
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
| WS A 5.1:E 7018 | ISO 2560-А-E 42 4 В 42 Н 5 | ГОСТ 9466 | Э 50А – УОНИ-13/55 ПЛАЗМА – Ø – УД Е 51 5 — БЖ 26 |
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Варить в любом положении, не зачищать соединяемые детали, не прокаливать электроды и не беспокоиться о соблюдении жестких правил их хранения – минимальный перечень преимуществ, связанных с продукцией украинского производства. Электроды МОНОЛИТ серии СТАНДАРТ заслуженно считаются универсальными расходными материалами. Они активно используются как частными лицами в повседневной жизни, так и на производстве. Что делает их столь востребованными и пригодными для решения самых разноплановых задач?
Основные сведения
Электроды СТАНДАРТ ориентированы на дуговую сварку на переменном/постоянном токе, вручную и во всех пространственных позициях. Единственное исключение — расходники 5 мм в диаметре. Ими не удается формировать соединения, двигая электрод сверху вниз. В остальном же СТАНДАРТ готовы создавать ответственные и рядовые конструкции из сталей с низким содержанием углерода. Максимальная толщина обрабатываемых металлов — 20 мм, минимальная — 3 мм.
Электроды МОНОЛИТ СТАНДАРТ позволяют быстро формировать качественные угловые, нахлесточные и стыковые швы. При этом нет надобности изменять параметры сварочного тока, зачищать детали от ржавчины или грязи.
Из негативных моментов эксплуатации можно выделить только нюансы сварки вертикальных стыков. Двигая электрод сверху вниз, нужно либо использовать короткую дугу, либо добиваться глубокого проплавления (метод опирания). Важно предотвращать затекание шлака впереди дуги, что достигается путем постоянного контроля за углом подъема. Последний должен равняться 40-70 градусам.
Отличительные черты
В процессе сварки электродами МОНОЛИТ СТАНДАРТ наблюдается невысокая интенсивность высвобождения марганца и аэрозоля. Попутно имеет место:
- Простой и быстрый стартовый/повторный розжиг дуги, ее ровное последующее горение.
- Снижение потерь металла за счет минимального разбрызгивания.
- Высокие качественные показатели готового соединения.
- Легкое и полноценное отделение шлаковой корки.
- Возможность работать на минимально низких токах.
- Простота эксплуатации.
- Легкая и простая сварка заготовок с окрашенной, окисленной или масляной поверхностью.
МОНОЛИТ СТАНДАРТ пригодны для сварки в труднодоступных участках конструкций. Обмазка электродов не трескается при их сгибании, горение дуги не ухудшается. Что касается расходников малого диаметра, то для работы с ними достаточно запитывать сварочный аппарат от бытовой розетки.
Поделиться в социальных сетях:
Похожие материалы
Виды сварки: MMA, MIG/MAG, TIG и их преимущества и недостатки
Линзы с диоптриями для сварочной маски
Классификация СИЗов
Характеристики электродов Монолит и их главные преимущества
У электродов производителя множество как поклонников, так и тех, кто категорически их не любит. Связано это не только с личными предпочтениями, но и с тем, что материалы нередко пытаются подделать. Уверенным в том, что вы варите оригиналом, можно быть лишь в том случае, если вы сделали покупку у официального представителя. Именно таким и является наш интернет-магазин Сварщик бай.
Среди многочисленных достоинств настоящего Монолита обязательно стоит выделить:
- Электродами можно варить и на постоянном, и на переменном токе. Это большой плюс, т.к. можно не переживать, подойдут ли они к вашему сварочному аппарату.
- Минимальное количество шлака. Его не только мало, он еще и отлично отстает от поверхности.
- Быстрый и беспроблемный розжиг. Это особенно актуально для специалистов с небольшим опытом или вообще без него. Главное, соблюдать правила хранения и не позволять материалам находится в условиях повышенной влажности.
- Отсутствие большого количества искр. Минимальное разбрызгивание металла позволяет сохранить поверхность свариваемых заготовок чистой и избавить себя от лишних проблем.
- Испарения при сварке Монолитом значительно менее токсичны, чем при работе с другими электродами. Особенно актуален этот фактор для тех, кто варит часто и много, и при этом заботится о своем здоровье.
- Доступная стоимость. Цена на электроды Монолит вполне демократична. Особенно если сравнивать их с аналогичными материалами от других производителей.
Стоит ли покупать электроды Монолит?
Безусловно, да. Вне зависимости от того, опытный вы сварщик или только начинаете. С этими электродами вы сможете варить даже в том случае, если в первый раз видите сварочный аппарат. Самой популярной маркой считается МР-3. Они используются для сварки углеродистых и низколегированных сталей. Оценить качество продукции ПлазмаТек вы легко сможете, если ознакомитесь с отзывами на электроды Монолит. Некоторые из них приводим ниже. Купить электроды Monolith в Минске по оптимальной цене вы всегда можете на Сварщик бай. Мы предлагаем не только приятную стоимость на все товары бренда, но и быструю доставку по Беларуси, возможность выбирать электроды различной фасовки из большого каталога. При необходимости наши специалисты будут рады помочь с подбором материалов для сварки, оборудования и комплектующих. Обращайтесь!