Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов. Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф — магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 — J св R г, где U2 — выходное напряжение на клеммах генератора при нагрузке; Jсв — сварочный ток; Rг — суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков — ступень больших токов.
Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
Сварочный аппарат колёсный (САК)
Выбирая сварочный аппарат, мы задумываемся о его мощности, габаритах, технических характеристиках и дополнительных функциях. Но мы редко думаем об условиях, в которых должен работать наш будущий сварочный аппарата. А ведь от этого во многом зависит выбора оборудования.
Если вы предполагаете, что будете часто работать без электросети рядом, то вам понадобится передвижной сварочный агрегат, он же САК (сварочный аппарат колесный). Сварочный аппарат САК — это не просто аппарат для сварки. Это полноценный генератор, способный работать даже в чистом поле. В этой статье мы подробно расскажем, что такое САК.
Агрегат сварочный: обзор, виды, характеристики, описание и отзывы
Далеко не во всех ситуациях можно использовать сварочный аппарат, который подключается к источнику электричества. Особенно если это постройка помещения с нуля. Для таких случаев предназначен агрегат сварочный. Это высокотехнологичный элемент, без которого просто не обойтись на производственных объектах.
Зачастую данные агрегаты построены на базе шасси и являются незаменимыми, когда необходимо выполнять уличные работы. Также без такого устройства невозможно обойтись на стройках и крупных производствах. Эти агрегаты представляют собой сочетание сварочного аппарата и генератора.
Устройство можно применять для резки и сварки металлом.
Устройство
Чтобы понимать, как работает оборудование, к примеру, сварочный агрегат типа САК, необходимо детально разобрать устройство. Конструктивно система представляет собой современную и технологичную начинку и прочный корпус.
Узкоспециализированные агрегаты, а также универсальное оборудование состоит из двух базовых компонентов – это двигатель и генератор.
Кроме базовых узлов, система состоит из топливного бака, приборов для контроля и измерений, панели управления, аккумуляторных батарей, реостатов для регулировки силы тока, а также ниши для инструментов в корпусе агрегата.
За счет такой надежной конструкции можно эксплуатировать агрегат сварочный в любую погоду – в снег, дождь, летний зной или мороз, не опасаясь, что в устройство проникнет вода. Вся конструкция тщательно продумана.
К примеру, на боковой и на тыльной части имеются специальные двери, через которые можно удобно получить доступ к внутренним системам. Также за счет этих дверей значительно облегчается ремонт.
Для большего комфорта в транспортировке и в эксплуатации, передвижные сварочные агрегаты типа Д144 могут быть оснащены прожектором.
Колесный агрегат АДД
Наиболее удобный вариант, по мнению большинства сварщиков, это сварочный агрегат АДД 4004.
Данная модификация пользуется спросом потому, что оснащена колесами и ее легко транспортировать в место проведения работ совершенно любыми способами.
Отзывы говорят, что колеса позволяют без наличия автомобиля силами двух человек перетянуть агрегат из одного цеха в другой. Если нужно доставить систему на большие расстояния, тогда для этого подойдет любое авто.
Шасси значительно повышает несущие характеристики автономного сварочного аппарата. Масса его достаточно велика, а за счет шасси давление на почву нивелируется. Поэтому такую систему можно установить даже в заболоченных участках.
Возможности бензиновых агрегатов
Генераторы, которые работают на бензине, как можно понять из отзывов, применяются чаще всего. Мощность такого оборудования колеблется в диапазоне от 0,5 кВт до 100 кВт. Среди преимуществ – простота и универсальность, небольшой вес, низкая цена. Также отзывы отмечают возможность проводить сварочные работы при низких температурах.
Однако имеются и недостатки. Отзывы отмечают сравнительно небольшой срок службы и высокий расход топлива. В зависимости от производителя и модели, бензиновые генераторы могут эффективно работать от 500 до 3000 часов. Что касается расхода топлива, то для производства 1 кВт энергии необходимо около 5,5 литра горючего. Это очень много.
Дизельные устройства
Отзывы говорят, что аппараты такого типа могут соединять металлы даже при высоких нагрузках, чего не могут обеспечить бензиновые устройства. Такой механизм не подойдет для использования в быту и для частной эксплуатации. Начальная мощность этой техники – от 5 кВт.
Среди плюсов можно выделить высокие характеристики сварочных агрегатов такого вида, стабильность, возможность работы при больших нагрузках. Моторесурс – до 40 000 часов. Еще один серьезный плюс – расход топлива.
Если бензиновому генератору требовалось 5,5 литров горючего, то здесь на 1 кВт израсходуется не более 300 мл.
Но есть и минусы. Это высокая стоимость (зачастую в 3-5 раз дороже). В связи с особенностью топлива, двигатель плохо запускается при низких температурах. В этом плане, бензиновые агрегаты более практичны.
Общая информация
Агрегат сварочный колесный (САК, САГ, сварочный аппарат передвижной/колесный и пр.) — это гибрид из сварочного аппарата и портативной электростанции-генератора, вырабатывающей электрический ток для выполнения сварки и резки. Для выработки электроэнергии используется дизельный двигатель внутреннего сгорания, который заставляет вращаться генератор сварочный. После вырабатываемый сварочный ток поступает к электроду, и вам становится доступна полноценная сварка и резка.
Яркий пример САК — электрогенератор dy6500lxw с функцией сварки с передвижными колесами от бренда Huter. Его технические характеристики позволяют использовать такой аппарат во многих сферах: от ремонта до полноценного производства.
В каких ситуациях вам может понадобиться САК? Когда доступ к электричеству либо затруднен, либо вовсе невозможен. Например, при строительстве на частном загородном участке. Зачастую в процессе строительства удается получить всего пару кВт для бытовых нужд, которых недостаточно для полноценной сварки.
Также САК может понадобиться для выездной сварки, когда вы не знаете, будет ли доступ к электричеству на месте у заказчика. Возможно, он и сможет предоставить вам нужную мощность, но вы никогда не узнаете это наверняка. И в таких ситуациях лучше подстраховаться заранее.
Особенности
САК сварочный аппарат имеет ряд особенностей, которые вам нужно учитывать.
Начнем с топлива. Как вы уже поняли, САК — аппарат, работающий от топлива. И зачастую используется дизельное топливо. Оно недорогое и экономичное, а его характеристик достаточно для выработки электроэнергии. Реже можно встретить аппараты на бензиновом топливе. Это скорее исключение, чем правило.
Убедитесь, что выбранная вами модель САК имеет встроенную систему охлаждения. Благодаря ей аппарат будет работать стабильно и не подведет вас в самый неподходящий момент. Если вы купите САК без охлаждения, то существенно усложните себе сварку. Вам придется постоянно следить за температурой аппарата, не использовать его дольше, чем указано в инструкции и беспокоиться о длительности работы. Такому агрегату нужно постоянно остывать, а это потеря времени.
Сами компоненты аппарата прикреплены к раме и закрыли металлическим кожухом. Проверьте перед покупкой, насколько прочна и надежна эта рама и из какого металла сделан кожух. Не покупайте некачественный аппарат, даже если он предлагается по заманчивой цене. Из-за некачественного корпуса такой агрегат просто не сможет выполнить все те задачи, которые вы на него возложите.
Выбранный вами аппарата должен быть с колесами. На них тоже обратите свое внимание. Они должны быть прочными и иметь покрышку из толстой резины. Ведь вам придется перемещать его отнюдь не по асфальту.
Сварочный генератор постоянного тока схемы
Сварочный генератор – это автономная установка, применяемая для проведения сварки в условиях отсутствия полноценного источника электроэнергии. Данный агрегат гармонично сочетает в себе две важнейшие функции: организует независимое электроснабжение и вырабатывает сварочный ток определенных параметров.
Его использование позволяет проводить ремонтные и монтажные работы любой сложности там, где снабжение электричеством происходит с перебоями или невозможно вообще в силу отсутствия соответствующих линий. Кроме этого, такой аппарат часто незаменим и в быту, например, в качестве автономной системы освещения или для проведения срочной сварки.
Конструктивно устройство сварочной установки представлено генератором тока и приводным топливным двигателем, которые объединены рядом контролирующих и управляющих узлов и систем. К ним относятся: реостат для отладки сварочного тока, якорь, топливная емкость, пульт управления, коллектор, корпус, токосъемный механизм, капот со шторами и кровлей.
Стоит отметить, что в целом принцип работы сварочного генератора аналогичен действию других подобных установок. Однако у данного аппарата имеется одно главное отличие – наличие такого узла, как якорь, вращаемый посредством двигателя. Благодаря этому он вырабатывает электрическую энергию с постоянными характеристиками, что позволяет обеспечить стабильную и непрерывную сварочную дугу.
Главные эксплуатационные преимущества сварочных генераторов:
- компактность, мобильность;
- высокая надежность, функциональность;
- небольшой уровень шума;
- работа в сложных условиях и в режиме высоких нагрузок;
- удобный, недорогой и независимый источник питания;
- продолжительная эксплуатация в автономном режиме;
- стабильная генерация электротока с определенными параметрами.
Типы сварочных генераторов
Приобретая такую технику, следует осознавать, что она предназначена для производства определенного объема электричества, которое нужно для сварки. В связи с этим все конкретные требования потребителя должны совпадать с эксплуатационными возможностями оборудования. В противном случае его эффективная работа невозможна. В зависимости от технических и функциональных характеристик, выделяют следующие типы сварочных генераторов:
- Трансформаторы – удобные в работе и компактные агрегаты, выдающие переменный ток и отличающиеся доступной стоимостью.
- Выпрямители – станции, предназначенные для производства постоянного тока. Это оборудование используется для получения качественных сварочных швов и обработки деталей из нержавеющей стали.
- Инверторы – устройства с функцией высокоточной настройки рабочих параметров. Чаще всего применяются для сваривания в автоматическом или аргонодуговом режиме.
Также в продаже имеются сварочные генераторы, классифицируемые по виду используемого топлива на:
Эти установки характеризуются небольшой мощностью и доступной ценой. Они непригодны для длительных работ в сложных условиях, но считаются наилучшим решением для периодического применения в быту. Отличаются оптимальными габаритами и малым весом, при работе производят мало шума, не загрязняют окружающую среду.
Технические характеристики и разновидности сварочных аппаратов
Сварочный агрегат – это мобильное оборудование на основе двигателя внутреннего сгорания, приводящего в действие электрогенератор. Фактически передвижная электростанция, обеспечивающая энергией аппарат дуговой сварки.
Сфера применения сварочных агрегатов
Автономный агрегат для выполнения сварочных работ представляет конгломерат из платформы автономной сварочной установки с синхронным трансформатором для работы в полевых условиях без использования постоянных источников электричества.
Энергетическая независимость, возможность свободного перемещения по объектам без учёта климатических условий, оперативное решение задач по устранению аварий – малая часть спектра востребованности силовых установок.
Функционально это неубиваемые системы универсально назначения, имеющие мощную защиту против физического внешнего воздействия и неумелого обращения. Простота обслуживания, предохранительные системы позволяют доверить дорогостоящее оборудование персоналу средней квалификации.
Технологический отсек заключён в прочный вентилируемый металлический корпус. Станция объединяет два ключевых блока: двигатель, и электрогенератор. Силовая установка задаёт вращение генерирующему электроэнергию и ток узлу посредством муфтового соединения.
Электропитание расходуется на обслуживание профессионального сварочного аппарата. Мощные станции способны прогревать бетон, оттаивать мёрзлый грунт, обслуживать дополнительные механизмы. На панели управления сгруппированы приборы управления и контроля.
Конструкция и устройство
Конструктивно агрегаты распределяются по категориям:
- По монтажно-установочному типу – колёсные, на грузовой платформе, самоходные с добавлением грузоподъёмных механизмов;
- По типу силового привода – дизельные, бензиновые;
- Промышленного назначения и бытовые;
- По категории электроустановки – вентильные, коллекторные.
Свободный доступ к узлам и механизмам для ухода и ремонта осуществляется через распашные дверцы, съёмные шторки. В отдельных случаях предусматривается оснащение станции дополнительным газобаллонным оборудованием в изолированных отсеках, инструментарием.
Профессиональные установки ориентированы на безостановочную эксплуатацию с периодическими краткосрочными технологическими перерывами.
Подача энергии промустановок варьируется 220/380 В. Бытовые ограничены подачей напряжения 220 В.
Дизельные двигатели обладают запасом мощности, способны выдавать до 500 кВт. Бензиновые – максимум 15 кВт.
Принципиальные различия установок:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы;
- полуавтоматическое оборудование.
Электросварочный аппарат трансформаторного типа
Профессиональный сварочный аппарат простого типа. Громоздок из-за объёма и веса понижающего трансформатора, меняющего напряжение до рабочего оптимума, необходимости принудительного охлаждения установки. Сила тока регулируется изменением расстояния между подвижной и стационарной обмотками либо балластным реостатом.
Выгоды использования:
- КПД трансформаторов в пределах 90%.
- Конструктивная простота, редкость отказов.
- Простота обслуживания, длительная эксплуатация.
- Относительная дешевизна в сравнении с другими.
Минусы:
- Потребность в сварщиках высокой квалификации.
- Стабильность дуги ниже в сравнении с инвертором.
- Габариты и масса.
Выпрямители
Аппарат с преобразователем переменного тока – следующее поколение дуговой сварки. Полупроводниковые вентили выравнивают ток и проводят в одном направлении. Формируется стойкая дуга, влияющая на повышение качества шва. Дроссели выступают фильтрами и регуляторами потока электронов.
Достоинства выпрямителей:
- Упростилось сваривание цветных металлов, чугунов.
- Аппаратура потеряла в массе и объёме.
- Снизился угар металла, разбрызгивание электрода.
- Возросло качество при меньшем уровне квалификации операторов.
Существенные недостатки:
- Возросшая стоимость в сравнении с трансформатором.
- Потребность в интенсивном охлаждении.
- Уязвимость при колебаниях уровня напряжения.
Мобильные сварочные аппараты 220 В
Пример – семья сварочных высокочастотных моторизованных агрегатов «Север», предназначенных для интенсивного использования. Способны выполнять полный цикл работ по электродуговой сварке, резке, ванному соединению в плеть рельсов.
Оснащение дизельным двигателем с расходом топлива 1,1–4,5 л/час, электростартером мощностью 5–66 кВт при весе 0,13–0,92 т работают как одно- и многопостовые аппараты без теплопотерь в кабелях большого протяжения. Встроен вспомогательный генератор.
Технологические характеристики позволяют:
- Соединять намагниченные трубы.
- Зажигать дугу по слою грунтовки.
- Варить под водой.
Неприхотливые автономные агрегаты АДД на шасси
Конструкторы пошли по пути упрощения и удешевления. Однопостовая установка монтируется на 2–4-колёсные шасси в цельном каркасе с обвязкой швеллером, накрыта кожухом для подавления шума, защиты в непогоду. Обеспечивает энергией профессиональный сварочный аппарат. Возможно подключение иного электрооборудования и инструмента.
Производитель в угоду безотказности техники исключил электронику.
Результат:
- Допустима эксплуатация при 98% влажности.
- Амплитуда рабочих температур –45–+450 С.
Дизельный 4-цилиндровый двигатель охлаждается потоком воздуха, дополнительная мера предупреждения повреждения мотора. Настройка силы тока доступна огрублённая ступенчатая, плавная, дистанционная с удалением до 20 м. Диапазоны 3-ступенчатого регулирования:
- 60–165 А;
- 150–320 А;
- 300–430 А.
Генератор постоянного тока обеспечивает стабильность розжига, поддержание горения, эластичность дуги. Подтверждено качественное превосходство над дизель-генераторами коллекторного типа.
Рабочее напряжение 36–100 В. Ограничен размер электрода до Ø 6 мм.
Агрегат адаптирован к зацепу и транспортировке автотранспортом, трактором по пересечённой местности. Объёма топливного бака достаточно для непрерывной работы в течение суток. При отрицательных температурах топливная сеть прогревается в автоматическом режиме. Рабочая площадка в непогоду укрывается полипропиленовой непромокаемой палаткой.
Характеристики агрегатов сварочных АДД на одноосной тележке:
| Марка | Дизель | Расход топлива | Ток диапазон | Вид охлаждения | Масса, размеры |
| АДД-4004П | 37 кВт, 1800 об/мин | 4,4 кг/ч. | 60–450 А | Воздушное | 1,03 т, 1,68х1,93х2,85 м |
| АДД-4001 | 36,8 кВт, 1800 об/мин | 5,2 л/час | 45–430 А | Воздушное | 0,82 т, 1,0х1,3х224 м |
Мобильные полуавтоматы
Автономные передвижные станции, вырабатывающие постоянный либо импульсивный ток, где сварочные процессы ведутся в среде защитных газов или под флюсом при автоматической подаче присадочной проволоки – современные продуктивные установки.
Конструктивная сложность соседствует с простотой управления. Высокая производительность, внушительный набор функций и компактность выдвинули полуавтоматы в лидеры.
В полевых условиях рабочее место сварщика накрывается переносным тентом для предохранения раздувания защитного газа ветром. Работа с присадочной флюсовой проволокой упрощает предохранительные меры. Манипуляции по управлению и регулировкам проводятся дистанционно, с удалением до 15 м.
Преимущества полуавтоматов:
- Двойная производительность при повышении качества.
- Пульт дистанционного управления.
- Мягкие бесступенчатые регулировки.
- Всепогодность.
- Избыточная резервная мощность способствует подключению дополнительных механизмов.
Минусы:
- Дорогостоящие расходные материалы.
- Высокая стоимость установки.
Инверторные генераторы
Инверторное преобразование электросигналов генераторами, сблокированными с источником энергии высшего качества, представляют собой профессиональный сварочный инвертор автономного типа.
В состав агрегата входят:
- Двигатель внутреннего сгорания.
- Генератор переменного тока.
- Инверторный преобразователь.
- Блоки контроля и управления.
- Выводные разъёмы на 220 В.
С запуском двигателя синусоидальная энергия генератора следует на диодный мост для выпрямления, конденсаторный фильтр сглаживает пульсации до прямой линии.
- Автоподстройка по действующей нагрузке порождает экономичность.
- Качество тока генератора.
- Вес и габариты в 2–6 раз меньше при равной мощности.
- Функция Antistick, предупреждающая залипание электрода.
- Удвоенный срок эксплуатации и гарантии.
Дизель-генератор MOSA GE 20 PSX при паспортной мощности 18 кВт весит 650 кг.
Варианты исполнения – контейнер, на тележке 2-колёсного шасси в кожухе. Расход топлива 4-цилиндровым дизелем с жидкостным охлаждением укладывается в 5,3 л при нагрузке 100%; 4 л/ч. – при 75%; 2,7 – при 50%. Габариты: 0,98х1,11х1,72 м.
Помимо основного предназначения, генератор используется для электроснабжения промышленных и жилых объектов.
Параметры электроэнергии:
- Напряжение – 230/400 В.
- Ток – 29/32 А.
Сварочный генератор-полуавтомат двухпостовой
Shindaiwa DGW500DM/EURA сконцентрировал в одном корпусе мультирежимные устройства на возникновение любой потребности без перенастройки оборудования:
- Варит металлическим электродом с покрытием Ø 1.6–8 мм.
- Неплавящимся вольфрамовым электродом в защитной среде с автоматической подачей газа.
- Полуавтоматическая сварка с активной газозащитой.
- Сварка порошковой флюсовой проволокой.
- Как мобильная электростанция.
Независимость сварочных постов с подачей на каждый 280 А. Функция облегчения горячего стартового поджига VRD, мягкая регулировка динамики процесса, простой переход на иной тип электрода. Напряжение холостого хода 85 В исключает обрыв дуги при изменении её длины.
Предусмотрены гнёзда 14 разъёмов для подключения различных потребителей энергии для подготовительных работ и обработки швов. Переход на холостой режим ведёт к незамедлительному сбросу оборотов и потреблению горючего.
Цифровая панель приборов контроля и управления позволяет выполнять предустановки режимов без последующей коррекции. В пределах населённых пунктов не требуется организации шумопоглощения – звуковой порог 57 дБ.
Каждое рабочее место оснащено независимым дистанционным пультом. Дизельный двигатель запускается электростартером, потребляет горючего 3,8 л/ч. Генератор выдаёт напряжение 230/380 В, ток до 500А. Агрегат укладывается в скромный вес в 613 кг.
Для дома и дачи
Строительно-монтажные работы малых объёмов, создание собственного бизнеса по ремонту и производству требуют хорошего технического обеспечения. Порой и подвод линии электропередачи дорог и долог.
В этом случае бензиновый сварочный агрегат до лучших времён превратится в рабочий инструмент и передвижную электростанцию для освещения и обеспечения работоспособности электроинструмента.
Изначально предусмотрено использование комбайна в двух режимах: электросварочного аппарата и генератора тока бытового назначения. Выработка постоянного тока в пределах 160–50 А обеспечивает успешную работу сварщика электродом до Ø 4 мм.
2-тактный бензомотор запускается ручным шнуровым стартером. Синхронный генератор вырабатывает 1-фазное напряжение 230 В при потреблении 2 л бензина в час. Номинал мощности 4,7–5,2 кВт.
Прибор относится к классу переносных – собственный вес 28 кг. Габариты 0,3х0,41х0,53 м позволяют водрузить его для удобства передвижения на обычную хозяйственную тележку для покупок.
Самоделки живут и процветают
Создание личного энергетически независимого блока на базе покупного генератора мощностью 4 кВт и самодельного либо готового сварочного аппарата оправдано и целесообразно. Идею мобильности и автономности следует дополнить:
- Установить дополнительно для расширением функция генератора 1–2 розетки;
- Заключить оборудование во всепогодные съёмные кейсы из пластика или металла;
- Организовать дополнительное охлаждение вентилятором;
- Поставить блок на колёса.
Схема генераторов вентильного типа
Бензогенераторы данного типа выполнены в виде индукторного трехфазного генератора переменного тока. Он отличается повышенной частотой, а в схеме имеется встроенный выпрямительный блок. Трехфазная якорная обмотка переменного тока установлена на статоре. Она соединяется по схеме «звезда» или «треугольник». Между двумя роторными пакетами, на статоре также расположена обмотка возбуждения.
Сам ротор изготовлен в виде двух пакетов, состоящих из зубчатых элементов, изготовленных из электротехнической стали. Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов.
Когда по обмотке возбуждения проходит постоянный ток, в ней происходит возникновение переменного магнитного потока. Его распределение осуществляется таким образом, чтобы первый пакет создавал лишь северные полюсы, а второй – южные. При совмещении зубцов ротора и статора достигается максимальное значение магнитного потока, а величина сопротивления на пути этого потока будет минимальной. Магнитный поток становится минимальным, когда зубец статора совпадает с пазом ротора.
Таким образом наглядно видно, что обмотка возбуждения принимает непосредственное участие в создании пульсирующего или переменного магнитного потока. Пронизывая трехфазную обмотку статора, этот поток вызывает наведение в ней переменной ЭДС с повышенной частотой. В свою очередь, переменная ЭДС с помощью выпрямительного блока преобразуется в постоянное напряжение вентильного генератора.
Название устройства связано с выпрямительным блоком, в котором используются кремниевые вентили, собранные по трехфазной схеме в виде моста. Питание обмотки возбуждения осуществляется через трехфазную силовую цепь генератора. Для этого существует специальный блок, в который входят трансформаторы тока и напряжения, а также выпрямители. После запуска генератор изначально самовозбуждается за счет остаточного магнитного потока.
Коллекторная схема генераторных установок
Одной из ведущих схем подобной аппаратуры являются сварочные генераторы коллекторного типа. Работы этих устройств осуществляется следующим образом.
При нахождении сварочной цепи в разомкнутом виде, и отсутствии нагрузки, на зажимах аппарата появляется так называемое напряжение нулевой нагрузки. Его величина эквивалентна ЭДС, возникающей в якорной обмотке. При нахождении в рабочих режимах данное напряжение находится в полной зависимости от потока магнитной индукции, появляющегося в независимой обмотке возбуждения. Одновременно, магнитный поток зависит от тока возбуждения в обмотке и регулируется специальным реостатом.
В момент зажигания дуги запускается течение тока в якорной обмотке. Далее ток идет через витки в последовательной обмотке возбуждения. В ней создается магнитный поток, направленный против другого магнитного потока, который создается в намагничивающей обмотке ОВН. В связи с этим сварочный ток возрастает, а суммарный магнитный поток в воздушном зазоре генератора снижается. Соответственно происходит уменьшение ЭДС, наводимой в якорной обмотке, и снижение генерируемого напряжения на зажимах.
Характеристики сварочных генераторов
Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем.
Во-вторых, защита от пыли и влажности. Современные требования безопасности категорически запрещают работу на бытовых и профессиональных сварочных генераторах в условиях проливного дождя, поскольку велик риск заработать электрический шок и испортить оборудование. Именно поэтому большинство станций имеет класс защиты от «одиночных капель и крупных частиц дождя», также встречаются установки с защитой от «косого дождя».
В-третьих, ремонтопригодность. Прежде чем начать беседу с продавцом о всех прелестях определенной модели, рационально узнать, – где, кем и на каких условиях оказывается техническая поддержка и проводится гарантийный ремонт. Важным критерием является и комплектация. Если оборудование предназначено для ручной переноски, оно должно оснащаться соответствующим чемоданчиком. Также стоит обратить внимание на следующие показатели:
- тип и стартовая сила тока;
- рабочее и холостое напряжение;
- диаметр электродов;
- продолжительность включения;
- рабочая температура;
- вес, размер, транспортабельность.
Что такое САК: общая информация + особенности
Когда человек выбирает лазерный станок, он в первую очередь обращает внимание на выдаваемую мощность, габариты и прочие технические характеристики. Очень редко покупатель задумывается по вопросу, в каких условиях он будет использовать сварочный агрегат в будущем.
Я имею в виду именно продумывание наперед, а не сиюминутный порыв приобретения на 1-2 дела.
САК (Сварочный аппарат колесный) – гибридная конструкция, которая объединяет в себе сварку и передвижную электростанцию. Помимо классической аббревиатуры, данное оборудование часто называют также САГом или сварочной электростанцией.
Обратите внимание: при строительстве в труднодоступных местах или на новых площадях, проблема подключения к источнику питания стоит крайне остро. Подпитка без оформления соответствующих разрешений влечет за собой штрафные санкции.
Ключевая конструкционная особенность сварочных колесных агрегатов – это наличие двигателя внутреннего сгорания. Именно по нему и производится классификация оборудования в рамках нашего государства. Детальное распределение по типу двигателя для источников питания я опишу ниже в таблице.
| Тип | Подвиды | Описание | |
| Бензиновый | Инверторные портативные | Это небольшие генераторы с мощностью для 1 кВт. Изготовляются по типу форм-фактора «чемодан». Покупаются для домашнего пользования, ибо интенсивность выдаваемой электрической энергии на промышленные цели не хватит. | |
| Инверторные до 6 кВт. | Повышенная мощность влечет за собой и повышение веса агрегата. Такие модели поставляются в форм-факторе сундука на колесах. Чтобы детали оборудования не принимали механических повреждений, вокруг двигателя обычно делают каркас из труб. | ||
| Бензиновые до 10 кВт | Назначены для использования при высокой интенсивности на больших промежутках времени. Форм-фактор по типу бочки на колесах. | ||
| Дизельный (ДГУ) | Исполнение конструкции | Классический | Генератор с вращением линейного типа |
| Открытый | Используется в зданиях. | ||
| Звукоизоляционный | Если требуется «тихий» режим работы. | ||
| Фургонный | Для тяжелого климата. | ||
| Мобильный | В передвижных конструкциях. | ||
| Род тока | Слабый вольтаж | до 1 кВт. | |
| Высоковольтный | от 1 к Вт до 10 кВт. | ||
| Тип электрогенератора | Параллельный | Генерация тока стандартной частоты. | |
| Асинхронный | Генерация тока нестандартных частот. | ||
| Сварочный агрегат | Постоянный | Генерация постоянного тока. | |
| Сменный | Генерация тока переменного типа. | ||
Среди бензиновых еще можно выделить электростанции контейнерного типа. Для постоянной эксплуатации вне помещения требуется доработка внешней обшивки (используется шумопоглощающие кожуха) + тонкая подгонка по форм-фактору. Обычно такое оборудование делается под заказ. Пиковая мощность может составлять до 200 000 Ватт.
Среди дизельного оборудования нельзя путать 3 понятия – «электростанция», «агрегат» и «генератор». Каждый из объектов имеет собственную конструкцию + отличается по масштабам сборки.
Конструкционные особенности САКов:
- встроенная система охлаждения, которая защищает чувствительные детали от перегрева. С качественным охлаждением, работа сварочного агрегата не будет приостанавливаться в самый неподходящий момент;
- часть оборудования, которая ответственна за саму работу сварки, изготовляется по типу индукционного генератора;
- двигатель обычно покрывают специальным огнеупорным кожухом для препятствия внешнего негативного воздействия погоды. Вторая функция – защита сварщика от потенциальных травм;
- нижняя часть рамы оснащается шасси. Размер колес может варьироваться, и зависит от условий эксплуатации оборудования. Для помещений – это мелкие, а если речь о транспортировке САКа на большие расстояния (по типу прицепа), диаметр колес значительно увеличивается. Все эти моменты проговариваются индивидуально с поставщиком агрегатов.
При обращении к техническим характеристикам САКов, важно обращать внимание на тип сварочного тока и его пиковую мощность. Обычно это до 120 А. Второе, не менее важное правило отбора, — это возможность подключения к агрегату другого электрического оборудования. Тягать за собой подобную махину лишь ради сварки нерационально. Требуется выбирать агрегаты, которые способны продуцировать выходное напряжение, подходящее большинству классических электроинструментов. Подобные САКи могут пригодиться при строительных или монтажных работах, и даже в быту как временный источник питания жилья.
Сварочный агрегат сак технические характеристики – Справочник металлиста
Далеко не во всех ситуациях можно использовать сварочный аппарат, который подключается к источнику электричества. Особенно если это постройка помещения с нуля. Для таких случаев предназначен агрегат сварочный. Это высокотехнологичный элемент, без которого просто не обойтись на производственных объектах.
Зачастую данные агрегаты построены на базе шасси и являются незаменимыми, когда необходимо выполнять уличные работы. Также без такого устройства невозможно обойтись на стройках и крупных производствах. Эти агрегаты представляют собой сочетание сварочного аппарата и генератора.
Устройство можно применять для резки и сварки металлом.
Общая информация
Сварочный агрегат отличается от традиционных аппаратов мобильностью и независимостью от электричества. Также это оборудование можно без проблем транспортировать вручную или при помощи автомобильного транспорта.
Устройства на шасси отлично показывают себя в условиях полевых работ – на улице.
Этим можно объяснить тот момент, почему автономный агрегат сварочный выполнен в том числе и для эксплуатации в тяжелых и экстремальных условиях – дождь, ветер, летний зной.
Устроены эти агрегаты из двух узлов. Это двигатель, который отвечает за генерацию электропитания и генератора. Задача последнего – формировать необходимый ток.
Кроме того, некоторые модели автономных сварочных устройств могут оснащаться генераторами тока, приборами для подогрева почвы или бетона, устройствами, позволяющими регулировать сварочный ток, блоком плазменно-воздушной резки, механизмами просушки сырых электродов.
Виды мобильного сварочного оборудования
Можно выделить три типа агрегатов. Различаются они по трансформатору – он может быть коллекторным или вентильным. Также оборудование различается по типу привода. Генератор бывает бензиновым, дизельным или электрическим.
Также установка может иметь колеса или являться стационарной. Двигатель оснащается воздушным либо жидкостным охлаждением. Рабочий ток – постоянный или переменный. Также существует агрегат сварочный двух-, одно- или многопостовой.
Номинальный ток – от 250 до 500 А. Устройства, оснащенные бензиновым мотором 4004, предлагаются по очень приемлемым ценам, но имеют один недостаток. Для работы двигателю требуется качественное топливо. Оборудование на базе дизельного двигателя имеет более высокую стоимость. Однако, качество топлива здесь не имеет значения. Устройство может эффективно работать на недорогом горючем.
Дизельный сварочный агрегат неприхотлив в эксплуатации и может исправно работать даже при минусовых температурах воздуха.
Чтобы понимать, как работает оборудование, к примеру, сварочный агрегат типа САК, необходимо детально разобрать устройство. Конструктивно система представляет собой современную и технологичную начинку и прочный корпус.
Узкоспециализированные агрегаты, а также универсальное оборудование состоит из двух базовых компонентов – это двигатель и генератор.
Кроме базовых узлов, система состоит из топливного бака, приборов для контроля и измерений, панели управления, аккумуляторных батарей, реостатов для регулировки силы тока, а также ниши для инструментов в корпусе агрегата.
Основные, а также дополнительные системы жестко закреплены на рамке из крепкого металла. Корпус предназначен для защиты конструкции. Он бережет оборудование от воздействия различных негативных факторов, неблагоприятных погодных условий и от механических повреждений.
За счет такой надежной конструкции можно эксплуатировать агрегат сварочный в любую погоду – в снег, дождь, летний зной или мороз, не опасаясь, что в устройство проникнет вода.
Вся конструкция тщательно продумана. К примеру, на боковой и на тыльной части имеются специальные двери, через которые можно удобно получить доступ к внутренним системам.
Также за счет этих дверей значительно облегчается ремонт.
Для большего комфорта в транспортировке и в эксплуатации, передвижные сварочные агрегаты типа Д144 могут быть оснащены прожектором.
Особенности сварочного устройства
Совершенно любые аппараты для сварки работают по одному и тому же базовому принципу. Он специально разработан таким образом, чтобы система выдавала максимальный КПД. Именно поэтому сварщики должны хорошо знать теоретическую часть.
Современные производители предлагают широкий ассортимент оборудования – согласно отзывам, всегда есть что выбрать для решения тех или иных задач. При этом одинаковые по внешнему виду агрегаты будут различаться по типу ключевых узлов. Хотя схема, по которой они работают, будет одинаковой. Схема необходима для запитывания стабильными напряжениями.
Работа сварочного генератора
Многофункциональность генерирующей техники, т.е. возможность использовать ее как независимую электростанцию, и как аппарат для сварки, обеспечивает комфорт и мобильность процесса, а также существенно сокращает время на его подготовку. Такой агрегат достаточно заправить топливом, и он уже готов к сварке. В то время, как подготовка к работе обычного сварочного оборудования (прокладка кабелей, подключение, отладка) занимает намного больше времени, что весьма неудобно.
Практически всегда выгоднее приобрести именно сварочный генератор, а не автономную станцию и отдельно установку для сварки. Ведь часто случается так, что топливный агрегат не обеспечивает работу сварочного аппарата по причине нехватки мощности. А вот генератор для сварки рассчитан на определенную мощность и эксплуатацию в широком спектре температур, что при правильном подборе гарантирует отличное качество созданных швов.
Также немаловажен факт, что подобные установки предназначены для обработки разных металлов в различных, порой сложных климатических условиях. Кроме того, именно в автономных системах предусмотрены разнообразные защитные функции, микропроцессорное управление и возможность автоматической отладки напряжения. Благодаря этому такое оборудование отличается универсальностью, высокой производительностью и безопасностью.
Схемы сварочных генераторов
Современная промышленная индустрия предлагает широкий ассортимент моделей этих установок. Схемы сварочных генераторов, определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере.
Такой подход весьма полезен для конечных потребителей, поскольку обеспечивает возможность выбрать продукцию не только с учетом планируемых работ, но и по бюджету. В настоящее время наибольшим спросом пользуется оборудование, функционирующее по типу независимого или самовозбуждения и следующим схемам:
- универсальная;
- с падающей характеристикой;
- с жесткой или пологопадающей характеристикой.
Ремонт сварочного генератора
Несмотря на то, что сварочный генератор отличается высокими техническими характеристиками и степенью надежности, иногда, как и все электромеханическое оборудование, он ломается. Причины выхода аппарата из строя могут быть разными: некачественное топливо, ненадлежащее обслуживание, некорректно установленный режим работы и т.д.
Чтобы избежать неожиданного отказа сварочного генератора и последующей остановки работ на объекте, необходимо своевременно проводить его техническое обслуживание и по возможности устранять выявленные неисправности. Как правило, к каждому аппарату прилагается инструкция, в которой подробно описываются самые распространенные проблемы и методы их решения.
Однако самостоятельный ремонт сварочного генератора требует определенных познаний в сферах электрики и механики. Если таковых не имеется, лучше остановиться на стандартном профилактическом обслуживании, а все остальное доверить профессионалам сервисных центров. Подобное распределение ответственности, несомненно, позволит увеличить срок службы сварочного генератора от любого производителя. Типичные работы по устранению дефектов можно разделить на две основные группы:
Обычно предусматривает периодическую проверку и при необходимости замену поршневых колец. Срок непрерывной эксплуатации данных элементов сварочного генератора указывается в инструкции. Поэтому если при разборе двигателя выявляется изношенность этих запчастей, их следует заменить. Дальнейшая пригодность к службе или необходимость смены смазки для двигателя и свечи также определяется путем визуального осмотра;
Чаще всего такие работы заключаются в замене истертых токосъемных щёток и перематывании обмоток в ситуации межвиткового замыкания. Даже если выявлен износ только одной щетки, обязательно меняют сразу обе. Именно для этого типовой ремнабор комплектуется парой запасных. Еще одним распространённым дефектом является поломка валовых подшипников или их прокрутка внутри корпуса. Подобные неисправности сварочного генератора сопровождаются ощутимым шумом и повышенной температурой.
Время чтения статьи, примерно 7 мин. Генератор сварочный типа ГД-4006 У2. Паспорт. Техническое описание. Руководство по эксплуатации
1. НАЗНАЧЕНИЕ Генератор сварочный типа ГД-4006 У2 служит для питания одного сварочного поста при электрической ручной дуговой сварке, наплавке и резке металлов постоянным током. Генератор ГД-4006 У2 предназначен для работы в условиях умеренного климата, при температуре окружающего воздуха от – 45 до +40С и относительной влажности воздуха не более 75% при +15С. Степень защиты генератора соответствует IP22 по ГОСТ 14254. Исполнение 00 генератора с переходным фланцем и на 4-х лапах предназначено для встраивания в агрегаты с приводом от дизеля ВТЗ типа Д144-81. Исполнения 01 и 02 генератора без фланца, на 4-х лапах предназначены для прочего привода, в том числе и ремённой передачей, для встраивания в различные генераторные установки. Исполнения 00 и 01 для правильной вентиляции требуют правого направления вращения, а исполнение 02 – левого направления, если смотреть на генератор со стороны привода. Генератор сварочный ГД-4006У2 сертифицирован на соответствие требованиям БЕЗОПАСНОСТИ И ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ: ГОСТ 27570.0-87, ГОСТ 12.2.007.8-75 и нормы 8-95 разд.5. Сертификат № РОСС RU.ME27.B04352 со сроком действия по 28 августа 2003г., выданный Органом сертификации электрооборудования УЦСМ, находящимся по адресу: 620019, г. Екатеринбург, ул. Красноармейская, 2а.
2 ТЕХНИЧЕСКИЕ ДАННЫЕ
| Номинальный сварочный ток при ПН=60%, А | 400 |
| Номинальное рабочее напряжение, В | 36 |
| Наибольший сварочный ток при ПН=35%, не менее, А | 430 |
| Наибольший сварочный ток при ПН=100%, не менее, А | 310 |
| Наименьший сварочный ток, А, не более | 60 |
| Напряжение холостого хода, В, | 70-90 |
| Коэффициент полезного действия, %, не менее | 74 |
| Номинальная частота вращения, об/мин | 1800 |
| Мощность на валу, необходимая при наибольшем сварочном токе, кВт (л.с.), не менее | 25 (34) |
| Масса, без комплектации, кг, не более | 225 |
3. КОМПЛЕКТ ПОСТАВКИ
| Наименование | Кол-во на исполнения | ||
| 01 | 02 | ||
| Генератор сварочный ГД-4006У2 в сборе по чертежу УТСВ. 526754.001, шт. | 1 | — | — |
| Генератор сварочный ГД-4006У2 в сборе по чертежу УТСВ. 526754.001-01, шт. | — | 1 | — |
| Генератор сварочный ГД-4006У2 в сборе по чертежу УТСВ. 526754.001-02, шт. | — | — | 1 |
| Щиток защитный лицевой | 1 | 1 | 1 |
| Электрододержатель на номинальный ток 500А, штУ’’ | 1 | 1 | 1 |
| Диод Д248Б (или другой взаимозаменяемый – запасной), шт. | 1 | 1 | 1 |
| Паспорт (руководство по эксплуатации), экз. | 1 | 1 | 1 |
4. ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
4.1 Эксплуатировать генератор следует по ГОСТ 12.3.003-86 «Работы электросварочные» и в соответствии с настоящим руководством. 4.2 При дуговой сварке следует принимать меры против: 1) поражения электрическим током; 2) повреждения глаз и ожогов кожи лица и рук лучами электрической дуги; 3) повреждения кожи лица и рук брызгами расплавленного металла. 4.3 Напряжение на отдельных элементах схемы сварочного генератора при работающем агрегате может достигать опасной величины, поэтому во время работы агрегата запрещается открывать крышку распределительного устройства и касаться токоведущих частей и элементов схемы. Кроме того, необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями при смене электрода. 4.4 Излучаемые сварочной дугой лучи вредно влияют на человеческий организм, особенно на глаза, вызывая резкую боль и временное ухудшение зрения. Чтобы предохранить глаза от вредного действия лучей, сварщик должен смотреть на дугу, закрыв лицо щитком, снабженным специальным фильтром. Сварщик должен предупредить окружающих о вредном влиянии лучей на зрение. 4.5 Для предохранения от ожогов невидимыми лучами (излучаемыми дугой) и брызгами расплавленного металла руки сварщика должны быть защищены рукавицами, а тело – специальной одеждой. 4.6 Для предохранения глаз от осколков горячего шлака зачищать шов нужно в очках с простыми стеклами.
4.7 Если сварщик работает в общем помещении, на открытой площадке с другими работниками, он должен изолировать свое рабочее место несгораемыми ширмами, щитами и предупредить окружающих о вредном влиянии дуги на зрение. 4.8. Поднимать генератор следует за специальные проушины на станине.
1. Общий вид генератора ГД-4006 У2
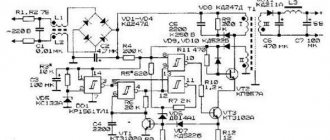
5. УСТРОЙСТВО 5.1 Общий вид генератора с габаритными и установочными размерами показан на рис.1, схема электрическая принципиальная – на рис.2, схема монтажная подсоединения проводов – на рис. З. Значения символов таблички паспортных данных приведены в приложении. Генератор представляет собой бесконтактную электрическую машину переменного тока с вентильным преобразователем. Отсутствие вращающихся обмоток и скользящих контактов обеспечивает повышенную надежность. 5.2 Приводным двигателем для сварочного генератора может быть двигатель внутреннего сгорания или электродвигатель со стабилизированной частотой вращения 1800±200 об/мин. При мощности привода менее указанной в технических данных, наибольший сварочный ток соответственно снижается. 5.3 Передача крутящего момента от приводного двигателя на вал генератора может осуществляться при помощи муфты с эластичными элементами, (муфта входит в генератор исполнения 00) или ремённой передачей (исполнения 01 и 02). 5.4 Тип подшипников генератора – 80309 ГОСТ 8338 – 2 шт. 5.5 Ступенчатое регулирование сварочного тока осуществляется выключателем и тумблером (S1 и S2 по схеме рис 2.). Выключатель и тумблер расположены на лицевой панели, их положения определяют диапазон: малый, средний или большой в соответствии с таблицей выбора диапазонов (рис. 4). Плавное регулирование сварочного тока внутри каждого диапазона производится вращением ручки выносного регулятора RP2, который позволяет настраивать режим сварки непосредственно с рабочего места на расстоянии до 20 метров. 5.6 Для подключения сварочных проводов служат выходные зажимы «+» и « —» на лицевой панели генератора. Зажимы рассчитаны на сварочные провода с наконечниками под болт М8. 5.7 Генератор имеет систему самовозбуждения, работающую от остаточного намагничивания магнитопровода. На практике, однако, возможны ситуации глубокого размагничивания, когда остаточного намагничивания недостаточно для надёжного возбуждения. На этот случай предусмотрена внешняя подпитка от напряжения 12 В постоянного тока (бортовая сеть сварочного агрегата). 5.7. Типичные внешние характеристики сварочного генератора показаны на рис. 5.
Рис. 2 Схема электрическая принципиальная ГД-4006 У2
6. ПОДГОТОВКА К РАБОТЕ 6.1 Перед монтажом генератора в генераторную установку (агрегат) следует убедиться в свободном вращении ротора генератора. 6.2 Перед первым пуском нового генератора или перед пуском генератора длительное время не работавшего, а также при изменении места установки следует: 1) проверить надежность контактов в цепи внутренних соединений сварочного генератора, и во внешней сварочной цепи; 2) проверить мегаомметром сопротивление изоляции обмоток относительно корпуса и сопротивление изоляции между рабочими обмотками и обмоткой возбуждения. Внимание! Для предохранения выпрямительного блока VD1 от пробоя, на время проверки следует его зашунтировать, соединив в один электрический узел провода 7, 8, 9, «+», «-». Выводы обмотки возбуждения следует отсоединить от блока зажимов для предохранения диодов цепи возбуждения. При сопротивлении изоляции ниже 0,5 МОм генератор следует просушить в сухом теплом помещении. 6.3 (Не касается генераторов встроенных в агрегат). Подключить источник постоянного напряжения 12 В двужильным кабелем в резиновой оболочке сечением жилы 0,75 мм2. Кабель пропустить в отверстие корпуса маркированное «Подпитка» и подсоединить к блоку зажимов согласно схеме (рис. 3): «+» к проводу 27, «-» к проводу 23. Ошибка в полярности может быть причиной невозбуждения генератора. В цепи источника рекомендуется установить выключатель и предохранитель на 5 А. Кабель зажать от выдергивания имеющимся специальным зажимом. 6.4 Для ведения сварки необходимо: 1) подключить сварочные провода к выходным зажимам генератора учитывая их полярность; 2) установить согласно таблице диапазонов (она расположена на напели и повторена на рис.4.) выключатель и тумблер в то положение, в пределах которого находится значение сварочного тока, на котором намереваетесь производить сварку; 3) пустить приводной двигатель и установить номинальные обороты, (при частоте вращения ниже номинальной снижается напряжение холостого хода, что отрицательно отражается на возбуждении дуги); 4) возбудить дугу между электродом и изделием и приступить к сварке. 6.5 При реализации необходимого Вам режима нужно учитывать некоторые особенности поведения генератора в разных частях одного и того же диапазона. Вблизи нижней границы диапазона начальный ток дуги в большей степени превышает установленный по шкале, чем вблизи верхней границы -имеет место так называемый «горячий старт» повышающий надежность зажигания. Вместе с тем такой интенсивный процесс зажигания требует от сварщика более точного манипулирования длиной дуги, чтобы избежать прожога. Поэтому, если предстоящая Вам сварочная операция требует возможно меньших отклонений от установленного режима по току, то следует работать в верхней части диапазонов. Например, значение тока 150А может быть установлено как в малом, так и в среднем диапазонах. Выставляя 150А в малом диапазоне, Вы, в момент зажигания дуги, будете иметь именно этот ток, а выставив эти же 150А в среднем диапазоне, получите «горячий старт» с постепенным снижением тока к установленному значению.
В отличие от других известных сварочных генераторов, ГД-4006 прошёл специальные исследования на сварочные свойства и допускает зажигание дуги производить любым способом, обеспечивая в любом случае надежное и устойчивое ведение процесса сварки.
Рис. 3 Схема присоединения проводов ГД-4006 У2
7. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ ДИАГНОСТИКИ И УСТРАНЕНИЯ
| Неисправность, внешнее проявление и дополнительные признаки | Вероятная причина | Метод диагностики и устранения |
| Повышенный шум подшипника, сопровождаемый нагревом | Подшипник вышел из строя | Заменить подшипник |
| Генератор не дает напряжения холостого хода | Обрыв цепи возбуждения. | Проверить наличие электрического контакта в цепи возбуждения. Протянуть ослабевшие контакты. Устранить обрывы. |
| Генератор дает пониженное значение напряжения холостого хода | Неисправность в цепи трансформатора напряжения | См. примечание 1. |
| Генератор не дает напряжения; генератор нагружен – издает ненормальный гул, греется | Замкнуты между собой выводы обмоток статора в распределительном устройстве;Пробит один или несколько силовых вентилей выпрямительного блока | Устранить короткое замыкание фазСм. примечание 2. |
* Примечание 1: если напряжение холостого хода генератора составляет не больше 25-ЗОВ, то возможной причиной неисправности может стать неисправность в цепи трансформатора напряжения. Заводом – изготовителем рекомендуется провести диагностику по указанной ниже программе для точного определения ее причины. При проведении диагностики соблюдать требования электробезопасности.
1.1 Проверить наличие электрического контакта в цепи трансформатора напряжения, ослабевшие контакты протянуть. 1.2 Проверить диод VD2 на одностороннюю проводимость, для чего отсоединить провод 17 от пластины диодов VD2-VD4. 1.3 Замерить напряжение на первичной обмотке трансформатора напряжения TV1 между проводами И и 12. Если оно меньше 55 В, то возможная причина неисправности состоит в дефекте обмоток генератора. 1.4 Замерить напряжение на вторичной обмотке трансформатора напряжения TV1 между проводами 17 и 18. Если оно меньше 25 В, то трансформатор напряжения вышел из строя. ** Примечание 2: если генератор не дает напряжения, и при этом гудит и греется, то, возможно, вышли из строя силовые вентили выпрямительного блока. Заводом-изготовителем рекомендуется провести диагностику работоспособности выпрямительных блоков по указанной ниже программе. 2.1 Визуальным способом проверить целостность пайки перемычек между пластинами и силовыми диодами. 2.2 Замерить напряжение на входе выпрямительного блока, для чего отсоединить от пакетного переключателя провода 11, 12, 13. Если напряжение между ними составляет 55 В и больше, то причина неисправности состоит в дефекте выпрямительного блока. Дефектные части генератора, выявленные в процессе диагностики, подлежат замене.
8 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 8.1 При ежедневном обслуживании необходимо: 1) перед началом работы произвести внешний осмотр генератора для выявления случайных повреждений отдельных наружных частей и устранить замеченные неисправности; 2) проверить состояние болтовых соединений сварочных проводов и подтянуть ослабевшие контакты. 8.2 При периодическом обслуживании (через каждые 100-200 часов работы, но не реже одного раза в месяц) необходимо: 1) очистить генератор от пыли и грязи. В случае необходимости подкрасить поврежденные места, предварительно очистив их от ржавчины и обезжирив;
2) проверить и подтянуть все резьбовые соединения, особенно электрических контактов;
3) проверить сопротивление изоляции генератора согласно п. 6.2.
9. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА ЗАО «УРАЛТЕРМОСВАР», как предприятие-изготовитель генератора сварочного ГД-4006 У2 гарантирует его соответствие требованиям ТУ 3441-003- 16516326-99 при соблюдении правил эксплуатации, изложенных в настоящем руководстве. Гарантийный срок – 12 месяцев с дня отгрузки с предприятия- изготовителя.
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ Генератор ГД-4006 У2 исполнение
заводской номер № 7У соответствует требованиям ТУ 3441-003-16516326-99 и признан годным к эксплуатации. Дата приёмо-сдаточных испытаний. Ответственный за приемку.
Расшифровка символов таблички паспортных данных: приложение
АДРЕС ИЗГОТОВИТЕЛЯ: Офис: 620014, г. Екатеринбург, ул. Московская, 49, офис 67 тел. (3432) 126-457, 126-458, факс 109-767. E-mail Производственный участок: 623101, г. Первоуральск, ул. Емлина, 1 тел. (34392) 2-50-64 E-mail: [email protected]
,616
Коллекторные генераторы
Устройство коллекторных генераторов
Основными элементами сварочного коллекторного генератора постоянного тока являются: статор с корпусом, четырьмя основными магнитными полюсами и обмотками возбуждения; якорь с сердечником, в пазах которого уложена обмотка; коллектор, набранный из медных изолированных пластин; четыре токосъемные щетки, а также выводные зажимы.
Рис. 1. Конструктивная схема коллекторного генератора
Щеточно-коллекторное устройство обеспечивает получение постоянной ЭДС генератора при переменной ЭДС отдельных проводников, выполняя функцию механического выпрямления тока.
Генератор независимого возбуждения с последовательной размагничивающей обмоткой
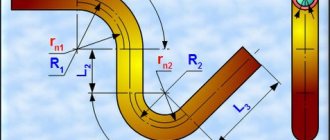
На рис. 1 приведена упрощенная принципиальная схема генератора. Он имеет всего одну пару щеток и одну пару полюсов. На одном из полюсов намотана независимая обмотка НО, получающая питание от постороннего источника постоянного тока. На другом полюсе намотана размагничивающая обмотка ПР, включенная последовательно с якорем и нагрузкой. Таким образом, магнитный поток создается совместным действием независимой и последовательной обмоток. Это, как будет показано ниже, обеспечивает формирование крутопадающей внешней характеристики генератора. Плавное регулирование режима выполняется с помощью реостата R1, грубое — изменением числа витков последовательной обмотки и включением балластного реостата R2.
Рис. 2. Принципиальная схема генератора с независимым возбуждением и последовательной размагничивающей обмоткой
Падающая внешняя характеристика у генератора с последовательной обмоткой получается благодаря ее размагничивающему действию.
Регулирование режима выполняется: плавно — изменением тока независимой обмотки и грубо —секционированием последовательной обмотки и включением балластного реостата.
Как работают генераторные установки
Схема сварочного генератора часто применяется не только на производстве, но и в домашних условиях при выполнении ремонтных работ. Нередко они используются как автономные источники электроэнергии и являются незаменимым оборудованием, особенно на дачах и в загородных домах при регулярных отключениях электричества.
В целом, действия сварочных электрогенераторов происходят по одной и той же схеме.
- В якорной обмотке появляется ток с переменным значением. Он появляется там, где эти обмотки пересекают магнитные силовые линии, находящиеся на полюсах статора.
- Затем ток подводится к коллекторам и преобразуется из переменного в постоянный.
- На следующем этапе этот постоянный ток подается на угольные щетки, очень плотно контактирующие с коллекторами.
- В завершение процесса ток идет к зажимам, подключенным к этим щеткам, а уже от них – к сварочным проводам.