Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Как соорудить гидравлический трубогиб
Конструкция гидравлического трубогиба своими руками представлена в видеоролике ниже.
Соорудить инструмент такого типа не составит большого труда, если в распоряжении имеется два швеллера по 0,5 метра. В основание такого устройства вошли следующие элементы:
- гидроцилиндр;
- упоры;
- нагнетатель.
Кроме того, нужно также выделить:
- Домкрат, который способен выдерживать нагрузки до 5 тонн.
- Ролики в числе 2-3 штук.
- Швеллер — 3-4 мм.
- Толстые пластины.
Принцип применения такого инструмента возлагается на то, что нужно установить профилированную трубу в башмак. Домкратом устанавливается требующийся радиус изгиба. При накачивании домкрата происходит поднятие штока, давящий на ролик. После установления угла изгиба, можно извлекать трубу. Такой вариант гибочного приспособления актуален, когда требуется изгиб трубы в одном месте, к примеру, при обустройстве системы отопления.

Подготовка к изготовлению станка
Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Устройство и принцип работы трубогиба с электроприводом
Основная нагрузка при работе трубогиба с электроприводом приходится на мощный двигатель. Именно он передает на изгибаемый элемент вращательную нагрузку. На ротор надеваются различные насадки, форма которых зависит от ожидаемого результата.
Кроме того, строение трубогиба включает такие детали:
- корпус;
- зажимные устройства;
- крепления;
- контрольную панель.

Если это более дешевый вариант для обычных пользователей, в нем, как правило, присутствуют кнопки для настройки и контрольную панель. На промышленных станках данного типа устанавливают дисплеи, с помощь которых производится настройка.
Основные функции зажимов заключаются в:
- надежной фиксации обрабатываемой детали;
- защите работника от возможных травм.
Крепежи также служат для удерживания сгибаемого элемента в нужном для работы положении.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.

Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.



Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Как сделать трубогиб своими руками инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как сделать трубогибы разного типа
Принцип работы трубогибов отличается – можно по-разному воздействовать на отрезок трубы. Например, устройство пружинного типа поможет деформировать полимерные трубы, благодаря давлению. Сегментные устройства будут их растягивать, придавая кривизну.
Способ изготовления шаблонного трубогиба доступен даже новичку. Для этого нужно точно вычертить часть окружности требуемого диаметра (или другой тип кривизны). Эту полусферу или другую кривую вычерчивают на деревянной заготовке, как на фото самодельного трубогиба шаблонного типа.

Полученную деталь нужно зафиксировать на устойчивом основании вдоль плоскости (стена, стол).

После того как шаблонный упор готов, нужно разобраться, как пользоваться трубогибом данного типа. Это понятно по рисунку – трубу крепят между шаблоном и упорным брусом.

Воздействием на противоположный конец прогретой алюминиевой или тонкой стальной заготовки получают желаемый изгиб. При необходимости получить отрезки разной кривизны, делают несколько подходящих шаблонов.

Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.
Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.

Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.

Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки.
Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой – ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.



Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
- Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Виды и изготовление гибочных приспособлений
Способов, чтобы согнуть трубу, не так уже и много, но приспособлений, для выполнения этих действий имеется довольно большое количество. При этом они могут быть самых разных типов. Для того чтобы сделать правильно трубогиб для круглой трубы своими руками, чертежи можно составить самостоятельно или свободно скачать из интернета.
По принципу воздействия на заготовку круглой трубы, чтобы придать ей изгиб под определенным углом, существуют трубогибы различных видов.
Модель арбалетного типа
Эти модели трубогибочных приспособлений приводятся в действие гидравлическими либо винтовыми приводами. В процессе обработки заготовки модель изгибается в виде арбалетного плеча, от которого и пошло название гибочного приспособления.
Конструкция арбалетного трубогиба в изготовлении имеет некоторые сложности, но ее силовые и технические возможности довольно большие. Само приспособление можно сделать с несколькими функциями, например, использовать его в качестве гибочного станка и гидравлического пресса.
В зависимости от конструкции жесткой металлической рамы станок может работать в горизонтальном положении (домкрат или иное силовое приспособление расположено горизонтально) и в вертикальном.
Конструкция состоит из жесткой рамы и двух роликов, закрепленных на специальных стойках, приваренных к платформе. По центру между стойками расположен домкрат, а к осям роликов закреплены хомуты, обеспечивающие свободную фиксацию заготовки, которая укладывается на них.
Пуансон для трубогиба (башмак, шаблон) можно изготовить из старых роликов, шкивов или изогнутых и разрезанных вдоль труб.
Работа арбалетного станка производится таким образом:
- На ролики укладывается и фиксируется хомутами заготовка из трубы.
- На домкрат закрепляется башмак (шаблон с определенным углом изгиба).
- Домкрат давит на центр заготовки башмаком и плавно изгибает ее под заданный угол.
По этой же методике можно сделать небольшой ручной трубогиб, при помощи которого легко изгибать прочные толстостенные трубы среднего и малого диаметра. Для этой цели нужно будет приобрести гидравлический домкрат небольших размеров, два ролика, изготовить пуансон и прочную Т-образную насадку из металла для домкрата.
Вся конструкция «арбалетного» механизма должна быть с большим запасом прочности. В ином случае, если под давлением домкрата произойдет срыв заготовки из фиксирующих скоб, оператор может быть травмирован.
Система с роликовой прокаткой
Такие трубогибочные модели еще называют вальцовочными. С помощью этой системы можно изгибать круглые или профильные трубы, а также стальную арматуру под большой радиус. Идеальное приспособление для заготовки дуг под навесы или теплицы.
Основными элементами такого рода приспособления являются три металлических ролика, подобранных под диаметр изгибаемой заготовки трубы. Заготовка укладывается на два крайних ролика и третьим, расположенным в центре, прокатывается по трубе. Под его усилием деталь постепенно прогибается, приобретая определенный радиус изгиба.
Система может приводиться в движение с помощью ручной рукоятки или электродвигателя через специальный редуктор для трубогиба. Качество полученного изделия, прошедшего обработку на этом приспособлении, довольно высокое, а сама труба, контактируя с роликами из металла, практически не получает повреждений.
Преимущество вальцовочного трубогиба — в его небольших размерах, благодаря чему инструмент занимает в любой домашней мастерской мало места и его легко можно закрепить на верстаке или стене. А благодаря тому, что он изготовлен полностью из металла, заготовку в процессе ее изгибания можно для облегчения работы подогревать паяльной лампой или газовой горелкой.
Простейшее устройство
Для выполнения срочной работы, когда требуется ручной трубогиб для круглой трубы, чтобы быстро выгнуть угловое колено, например, для домашнего водопровода, можно изготовить простое гибочное устройство, используя подручные средства. Для этого следует приготовить рычаг из обрезка металлической круглой трубы диаметром примерно 32−42 мм или толстой, желательно гладкой арматуры. Длина рычага должна быть в пределах 1−1,5 м, в зависимости от загибаемой заготовки.
На один из концов рычага приваривается кольцо из толстостенного трубного обрезка шириной примерно 30−40 мм. Внутренний диаметр кольца должен быть больше наружного диаметра приготовленной к загибанию заготовки.
Читать также: Формулы сопротивления проводника при параллельном соединении
Вместо кольца к рычагу можно приварить два стержня из толстого гладкого прута. Стержни привариваются перпендикулярно к рычагу и параллельно друг к другу. Расстояние между ними должно быть больше наружного размера подготовленной к изгибу заготовки.
роцесс загибания производится следующим образом:П
- Заготовка укладывается на твердую ровную поверхность, это может быть асфальт, бетонный пол, ж/б панель или толстая доска.
- Приготовленная к загибу трубчатая заготовка продевается в кольцо изготовленного приспособления или вставляется между его штырями, после чего, воздействуя на рычаг мускульной силой, производится ее загибание.
Станок намоточного типа
Трубогибочные станки этого типа отличаются от других гибочных приспособлений тем, что прижимной ролик придавливает заготовку непосредственно к самому шаблону, как бы наматывая трубу на него. Это позволяет выгибать из заготовок кольцевидные и спиральные детали, что совершенно невозможно сделать на обычных трубогибочных станках.

Во время работы сам ролик находится в неподвижном состоянии, а вот шаблон, к которому жестко закреплен конец заготовки, проворачивается вокруг своей оси, наматывая на себя трубу, из-за чего и называют станки такого типа намоточными.
Привод на таких устройствах чаще всего электрический, так как для скручивания трубы в кольцо требуется большое усилие. Оправка для шаблона должна быть съемной, иначе снять с него выгнутую спиралью заготовку будет довольно затруднительно. Шаблон может изготавливаться из древесины, текстолита или металла.
Преимущество наматываемого станка заключается в его простой конструкции, а недостаток — в некотором ограничении размеров шаблона и в необходимости мощного рычага.
Кондуктор из дерева
Эту конструкцию можно считать обкаточным приспособлением, а разница состоит в том, что здесь отсутствует прижимной ролик. Для изготовления этого устройства понадобится толстая фанера или доски, в качестве основания можно использовать верстак либо массивную плиту из ДСП.
Из толстой доски делается шаблон, у которого одна сторона имеет закругление под определенный радиус. Он жестко закрепляется на краю верстака с таким расчетом, чтобы вокруг него можно было свободно обернуть приготовленную к загибу заготовку.
Конец заготовки можно зафиксировать примитивным деревянным упором из бруса или обрезкой той же доски, из которой был изготовлен шаблон. Изгибание трубы производится при помощи мускульной силы плавно, без резких движений, тогда ее повреждения будут незначительными, а приобретенная геометрическая форма получится точной и ровной.
Чтобы загибаемая деталь не соскочила с шаблона (пуансона), по периметру его закругленной части желательно сделать полукруглое углубление, обработав торец рашпилем круглой формы.
Фиксацию трубы на шаблоне можно сделать и иным способом, набив сверху на него округленный кусок фанеры, который должен выступать за пределы его кромки в пределах 6−10 мм. Правда, этот вариант хорошо подойдет, если трубка имеет тонкие стенки, так как для загибания деталей с толстыми стенами нужны более мощные усилия, при этом деревянный пуансон может просто разрушиться.
Перед тем как приступить к изгибанию трубы, рекомендуется засыпать в нее сухой песок и заткнуть оба конца деревянными пробками.
Это поможет избежать появлению на заготовке волн (гофры) с внутренней стороны изогнутого участка, и большого растяжения металла на наружной стенке загиба.
Из всех существующих трубогибочных станков самое широкое распространение получил изготовленный трубогнув своими руками, работа которого производится по принципу прокатного приспособления. Такая модель трубозагибки практически не имеет недостатков, у нее небольшой вес и размеры, она может свободно переноситься и занимает мало места при хранении.
Трубогиб – это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Как собрать ЭТ самостоятельно
При желании, можно собрать трубогиб с электроприводом своими руками, достаточно лишь выполнить ряд последовательных действий.
На начальном этапе стоит решить, какой будет рама у прибора. Собрать такую конструкцию можно из прямоугольных профильных труб с толщиной стенки в 3 мм.
На конце профиля в 3 см от торца выполните отверстие сечением, равным размерам оси.
Следующий шаг сборки электрического трубогиба своими руками включает несколько действий:
- На каркас монтируют рычаг управления с подвижным колесом, приводящим в движение ремень.
- Устанавливают стационарное колесо.
- Закрепляют падающий вал. В торцевой части вала размещают шкив с ременной передачей от движка.
- На втором торце станины располагают звезду для ведущей передачи.
- Последним прикрепляют второй вал.
Далее можно приступить к обрезке профиля. Степень обрезки этой детали будет зависеть от желаемого угла изгиба с учетом запаса в 5 см. Все лишнее можно будет обрезать ножовкой по металлу.
Ось, на которой будет установлено колесо и рычаг, легко изготовить самостоятельно:
- вам понадобятся две стальных пластины шириной, равной диаметру оси и толщиной в 5 мм;
- сложив вместе стальную трубу и эти две пластины, нужно произвести сварку конструкции.
Теперь можно браться за сборку всего механизма.
Сделать это можно в несколько шагов:
- Готовую раму из профиля нужно надежно зафиксировать в тисках.
- Теперь устанавливаем ось в проделанные заранее отверстия.
- Производим стыковку оси с ручкой и колесом.
- Надежно затягиваем колесо болтом.
- В конце монтируем фиксатор со шпилькой.
Поскольку приведение в действие собираемого собственноручно трубогиба задумывалось посредством подключения к электросети, последнее, что нужно сделать – подсоединить к станку электропривод. Это приспособление будет заставлять вал вращаться.
Таким образом, можно сказать, что трубогибы электрического типа отличаются своей эффективностью и многофункциональностью. Кроме того, способность быстро выполнять работу делает их незаменимыми на промышленных предприятиях и при выполнении работ на профессиональном уровне.
Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.

Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки
. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы
. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом
. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия
. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Трубогибы для быстрого сооружения теплицы
Если нужно сделать теплицу в домашних условиях, то для этого вовсе не обязательно изготавливать самодельное приспособление для сгибания труб и профиля или вовсе покупать его. Есть простейший способ, как научиться изгибать металлические детали, чтобы в последующем изготовить из них теплицу. Перед рассмотрением этого способа надо отметить, что его недостаток в том, что требуется много времени для достижения результата.
Если учесть, что для этого практически ничего не понадобится, то этот недостаток можно считать неактуальным. Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
- Соединить две трубы — одна длинная, которая выступает в качестве рукоятки или держателя
- Вторая трубка короткая — 10-15 см. Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
- Для увеличения прочности соединения двух трубок, рекомендуется их тщательно проварить сваркой, дополнительно воспользовавшись стальными уголками или пластинами
Этот метод требует приложения физических усилий, а еще он неудобен в реализации, но если нет других вариантов, то этот способ работает эффективно, и не требует изготовления специального станка.
Трубогибы стационарного типа
Для стационарного оборудования требуется выделить отдельное место, поскольку они отличаются большим весом и размерами. В таких моделях ЭТ предусмотрена крепкая большая рама, которая поддерживает достаточно мощный двигатель.

Подобные устройства могут работать с трубной продукцией всевозможных типов и размеров. В частности, ими можно обработать профильные стальные трубы с тонкими стенками, изделия с крупным сечением и толстыми стенками, применяемые в водопроводных магистралях с высоким давлением.
По сравнению со стационарными устройствами, ручные ЭТ обладают более ограниченными возможностями, хотя для своих целей они также могут быть очень полезными.
Арбалетные станки и их основные достоинства
Такого типа устройствами пользуются сантехники для сгибания труб малого диаметра. Стационарные устройства позволяют выполнять изгибание материалов большого диаметра и размера. Принцип работы основывается на упоре сгибаемого материала в двух неподвижных роликах. Деформация осуществляется шаблоном в виде пуансона, перемещающимся по подвижному штоку. Шаблон воздействует на центральную часть закругленного участка материала, осуществляя деформацию до необходимого угла.

Такой тип станка также не трудно изготовить в домашних условиях, а в качестве подвижного шаблона используется масляный домкрат. Приспособление подходит для деформирования не только круглых стальных материалов, но и профилированной трубы. Достоинство таких станков в том, что сделать их можно с подручных средств, а изгибание выполняется за счет прикладывания усилия от домкрата, то есть, исключена необходимость физического воздействия человеком.
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
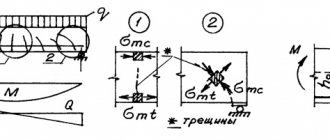
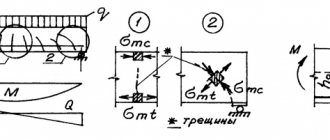
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).



Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

ИЗГИЗГ
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
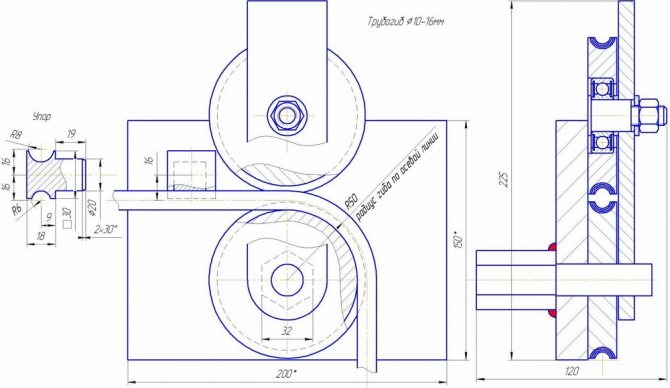
Трубогиб арбалетный пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.

На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.

Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.

Разновидности приспособлений для гибки труб
Агрегаты для сгиба стальных труб различаются:
- По параметру мобильности: стационар и с перспективой переноса.
- По типажу привода: ручной вид, электрический, электро гидравлика и гидравлика. Гидроцилиндрические – производятся с особым прижимающим механизмом.
- По методике влияния: наматывание, обкатка – роликовый вид, прокатка, арбалетный. Служат для гибки труб под прямым углом.




Автоматизированные модели работают под управлением компьютера и снабжаются калибровочными деталями.