Применение устройства
Сварочный аппарат вд 306 предназначен для сваривания металлических заготовок из среднеуглеродистых и малоуглеродистых сталей. При помощи него можно осуществлять ручную электродуговую сварку постоянным током. Есть возможность производить резку и наплавку металла.

Сварочный выпрямитель ВД-306
Выпрямитель ВД 306 используется на станциях по ремонту автомобильной техники, небольших мастерских, стройплощадках, в бытовых условиях и т. д. Отличительной особенностью этой модели является возможность создания качественного шва при нестабильном напряжении сети питания.
ВД 306 можно использовать при температуре окружающей среды от -40 до +40 градусов. Максимальный показатель влажности воздуха, при которой можно безопасно пользоваться сварочным аппаратом, составляет 80%. Прибором можно пользоваться как в закрытых помещениях, которые имеют естественную вентиляцию, так и на открытом воздухе. Производитель не рекомендует использовать прибор в помещениях с повышенным содержанием пыли, а также в среде агрессивных газов.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник. Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора
Иначе возможны пробои элементов или выход из строя из-за перегрева
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.





Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Конструкция агрегата ВД 306
Сварочный выпрямитель вд 306 подключается к трехфазной сети питания напряжением 380 вольт. Устройство имеет один диапазон регулировки рабочих настроек. Силовой трансформатор имеет подвижные обмотки. Это позволяет регулировать рабочие параметры путем перемещения магнитного шунта.
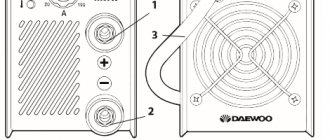
Модель выполнена в металлическом корпусе. Это защищает ее детали от повреждений при попадании искр и предотвращает поражение оператора электрическим током. Для удобного передвижения выпрямитель оборудован колесами. Для удобства выполнения процесса на передней панели корпуса установлен индикатор сети питания.
Выпрямитель для сварки вд 306 состоит из следующих элементов:

Сварочный аппарат ВД-306 — устройство
- Металлический корпус.
- Магнитный шунт.
- Вентилятор охлаждения.
- Амперметр.
- Блок выпрямителей.
- Силовой трансформатор.
- Разъемы для подключения сварочных кабелей.
- Выключатель.
- Шнур питания для подключения к сети 380 вольт.
Питание изделия осуществляется переменным током. Блок выпрямителей позволяет преобразовать переменный ток в постоянный. Это дает возможность получить электродуговую сварку постоянного тока.
В процессе использования внутренние детали устройства нагреваются. Во избежание перегрева и выхода из строя комплектующих, ВД 306 оборудован электрическим вентилятором. Он осуществляет принудительное охлаждение деталей.
Во избежание поражения оператора электричеством, на корпусе изделия установлен зажим для подключения заземления. Зажим крепится на корпус прибора при помощи болта.

Внутреннее устройство аппарата ВД-306
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
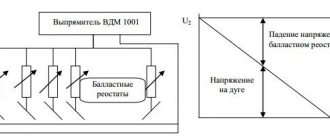
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Характеристики сварочного аппарата
Выпрямитель имеет следующие технические характеристики:

Сварочный аппарат ВД-306 — технические характеристики
- Номинальный сварочный ток при работе – 315 ампер.
- Сеть питания – трехфазная.
- Напряжение сети питания – 380 вольт.
- Частота – 50 Гц.
- Сила первичного тока – 36 ампер.
- Напряжение при работе – 32 вольта.
- Холостой ход – 69 – 70 вольт.
- Диапазон напряжения при работе – от 22 до 32 вольт.
- Диапазон регулировки – от 45 до 315 ампер.
Продолжительность включения выпрямителя при работе составляет 60%. Полная масса установки составляет 104 килограмма. Аппарат имеет следующие габариты – 560х510х660 миллиметров (длина, ширина, высота).
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

Подготовка к использованию и сварка
Перед тем, как приступить к сварке металла, необходимо подготовить устройство к работе. Для этого следует выполнить ряд действий, таких как:

Передняя панель сварочного выпрямителя ВД-306
- Удалить частицы пыли с корпуса и токоведущих частей. Можно сделать это сжатым воздухом;
- Подключить кабели в соответствующие разъемы;
- Подсоединить кабель заземления;
- Включить сетевой шнур в трехфазную сеть.
После включения установки необходимо определить вращается ли вентилятор принудительного охлаждения. При отсутствии вращения необходимо выключить устройство.
Непосредственно, перед началом сварки следует выполнить настройку выпрямителя ВД 306. Сила тока регулируется управляющей рукояткой. Настраивать установку следует, исходя из толщины металлических заготовок, и диаметра сварочных стержней. Во время рабочего процесса силу тока можно контролировать, благодаря встроенному амперметру.
ВНИМАНИЕ: Во избежание перегрева и повреждения деталей аппарата, следует периодически отключать установку.
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания. В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:

Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Из вышеперечисленного следует, что данная модель является аппаратом для ручной электродуговой сварки. Им можно сваривать металлические детали из среднеуглеродистых и малоуглеродистых сталей. Изделие соответствует требованиям безопасности, и оборудовано специализированным зажимом для подключения заземления.

Техника безопасности на рабочем месте сварщика