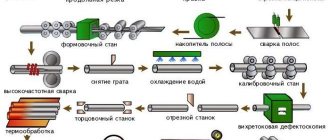
Среди множества способов раскроя, плазменную резку металлов называют в числе наиболее популярных. Технологию поддерживает специальное оборудование – плазморезы с числовым программным управлением.
Их широко используют во многих отраслях. При помощи этой машины точно, эффективно производятся элементы строительных металлоконструкций, детали для различного оборудования, компоненты сельхозмашин, металлические двери, стеллажи учреждений торговли; вентиляционные устройства в промышленности, множество другой продукции.
Плазменная резка и ее особенности
Процесс плазменной резки представляет собой уникальную технологию раскроя листового металлопроката, которая применима для конструкционных, легированных сталей, чугуна и цветных металлов (медь, алюминий, их сплавы). Заключается она в обжимании плазменной дуги при ее прохождении через сопло.
Существует несколько схем резания:
- Плазменно-дуговая резка – более эффективная технология, которая применяется для обработки электропроводных материалов. Здесь дуга прямого действия образуется при протекании электротока от электрода на обрабатываемый металл.
Рисунок 1. Дуга прямого действия
- Резка плазменной струей – используется для резания материалов, не обладающих электрической проводимостью. Дуга косвенного действия возникает между катодом и соплом – т.е. разрезаемая заготовка не включена в электрическую цепь.
Рисунок 2. Дуга косвенного действия
Плазменно-дуговая резка считается одним из самых эффективных с экономической точки зрения методов раскроя листового проката малых и средних толщин (до 50 мм). При работе с таким материалом плазменный станок с ЧПУ обеспечивает наиболее высокое качество и точность реза. Однако погрешность небольшая и при резании более толстого металла (до 100 мм и более в зависимости от вида оборудования).
Плазменные газы в дуге частично диссоциируются и ионизируются, поэтому становятся электропроводными. Повышенная плотность энергии и температура обеспечивают расширение плазмы и ее движение к обрабатываемому изделию со скоростью, превышающей почти в 3 раза скорость звука. Большая температура плазменной дуги (до 30 тыс. К) в сочетании с высокой кинетической энергией обеспечивают повышенную скорость резания металлов.
Начинается процесс раскроя с поджига дежурной дуги между соплом и катодом, которая вызывает частичную ионизацию, необходимую для подготовки пространства между плазмотроном и заготовкой. Поджигается она за счет подачи повышенного напряжения. При ее контакте с материалом автоматически повышается мощность и зажигается режущая дуга. Тепловая энергия дуги плавит и частично испаряет металл. Под воздействием кинетической энергии расплавленный материал удаляется из зоны реза.
Фото 3. Процесс плазменно-дуговой раскроя
Преимущества машины INCUT CNC-1530H, Integral
- Стабильная работа, высокая частота эффективной плазмы, легкая переносная конструкция.
- Поддержка двух способов резки — газовым пламенем и плазмой.
- Экономические преимущества — конструкция и дизайн, легкая в управлении.
- Высокое качество резки, высокая точность повторяемости контура вырезаемых деталей.
- Наиболее эффективное использование плазменной технологии резки при раскрое стального листа толщиной до 20-25 мм, при толщинах углеродистой стали свыше 30 мм, целесообразно применять газопламенную технологию.
- Встроенная система THC (Torch Height Control) — система регулировки высоты резака.
- Чертежи, изготовленные в CAD программах, являются основой для создания управляющей программы.
- Программное обеспечение позволяет сохранять чертежи в формате .dxf, совместимом с большинством программ проектирования (такие как AutoCAD, SolidWorks, Компас).
- С помощью программного обеспечения машины компьютерная графика в формате .dxf может быть сведена к G-коду.
- Машина оснащена USB-интерфейсом для удобной передачи управляющей программы.
| Шаговые двигатели | Редуктор | Зубчатая передача |
| Зубчатая рейка | Программное обеспечение FastCam |
Устройство и принцип работы оборудования
Для плазменной резки используется станок, состоящий из таких конструктивных элементов:
- Источник питания – служит для подачи тока и напряжения для поджига пилотной и режущей дуги.
Фото 4. Внешний вид источника питания
- Плазмотрон – устройство, генерирующее плазму. В нем электрический ток преобразуется в плазменную дугу. Его основными конструктивными элементами являются электрод (он же катод) со вставкой из тугоплавкого металла, сопло и завихритель. Обычно в плазмотронах предусмотрено водяное охлаждение. Катод и сопло – расходные материалы, периодичность замены которых зависит от интенсивности работы, вида и толщины разрезаемого металлопроката.
Фото 5. Внешний вид плазмотрона
- Портальная система – состоит из портала с продольными направляющими, механизма для поперечного перемещения плазмореза. Движение обеспечивается благодаря реечному приводу, также портал оборудован системой динамической виброзащиты для повышения эксплуатационного ресурса комплекса и увеличения качества реза.
Фото 6. Портальная конструкция без рабочего стола
- Координатный стол – представляет собой стабильную основу для укладки обрабатываемого металлопроката. В зависимости от типа оборудования могут иметь разные размеры – стандартная ширина составляет от 1,5 до 8 м.
Фото 7. Автоматический комплекс для раскроя с раскроечным столом
- Система числового программного управления – компьютеризированная система для автоматического управления приводами оборудования. Включает рабочую консоль (для ввода программ воспроизведения и управления режимами работы), консоль оператора (для визуального наблюдения за рабочим процессом) и контроллер (для управления движущейся оснасткой).
Фото 8. Внешний вид системы ЧПУ
Основные рабочие параметры процесса – сила тока, скорость резки, зазор между соплом резака и заготовкой, вид используемого газа. Самым доступным и простым плазмообразующим газом считается воздух, но он оптимально подходит только для раскроя углеродистых и нержавеющих сталей. Также при его применении наблюдается незначительное обесцвечивание и нитрирование кромки, что несколько усложняет последующую мехобработку из-за увеличения твердости.
Не менее важен такой параметр, как давление газа. Выбор оптимально подходящего значения обеспечивает длительный срок службы расходных элементов плазмотрона и высокое качество реза. Однако при работе на повышенном давлении снижается эксплуатационный ресурс катода, наблюдаются проблемы в начале процесса резания. Пониженные значения ведут к недостаточному охлаждению плазменного резака, что может стать причиной образования двойной дуги и даже разрушения сопла.
За перемещение технологической оснастки портальной системы отвечает контроллер. Но предварительно в систему ЧПУ нужно загрузить разработанную технологом управляющую программу. Использование числового программного управления обеспечивает возможность воспроизведения контуров любой сложности.
Разработка управляющих программ выполняется для вырезания как единичных заготовок, так и целых комплектов деталей разных размеров и форм. Карты раскроя разрабатываются на ПК при помощи специального программного обеспечения. Изначально прочерчивается каждая деталь с учетом всех припусков, затем заготовки раскладываются на виртуальном листе металла определенных габаритов в специальном ПО. Благодаря этому максимально рационально используется металлопрокат, минимизируется количество отходов.
Лучшие плазморезы с ЧПУ
Плазменные модели с ЧПУ делятся по разным параметрам. Выделяют две группы:
- Передвижные модели небольшого размера имеют специальные колеса для передвижения по мастерской.
- Стационарные устройства. Крупные с большой массой.
Также плазменное оборудование делится по допустимому числу разрезаемых листов из металла из-за обрабатываемых изделий. Одни устройства служат для резки листового материала, а другие — для разделения труб.
Некоторые организации собирают плазменное оборудование по своим требованиям, но многие потребители используют готовые устройства. Выбор оборудования представлен моделями как российского, так и зарубежного изготовления.
PlasmaCut
Оборудование российских производителей, предназначенное для использования на средних и мелких предприятиях. Модель имеет компактную поверхность и мощный механизм Focut, который проводит контроль высоты резки.
PresCut 1530
Модель относится к устройствам портального типа. Благодаря ее особой конструкции обеспечивается высокая точность при резке металла. Рядом с порталом находятся основные элементы оборудования: источник плазмы, каналы, а также система контроля высоты.
PlasmaBox
Отличается от предыдущих моделей большей мощностью, которая обеспечена 4-шаговыми движками. Общий пакет электроники для оборудования включает датчики, сетевые кабели и диск с настройками для оборудования. Аппаратом возможно управлять со стойки через сеть или USB-портал.
IGNIS
Устройство имеет разные размеры, мощность плазмообразующего источника и грузоподъемность. Он рассчитан на использование металла, толщина которого двадцать восемь миллиметров, имеет высокий спрос и используется в техническом оснащении небольших по размеру мастерских.
Во многих моделях станков, используемых в промышленности, плазмотрон охлаждается принудительно под действием жидкости, а другие естественным путем при помощи воздуха.
Также стоит заметить, что слабое место таких станков — уязвимость для действия электромагнитного излучения. Это делает модели с ЧПУ требовательными к методу поджига электрической дуги. Самый безопасный вариант — пневмоподжиг, который обозначается в названиях устройств как PN.
Отличительная его черта заключается в подвижном электроде, который в необходимый момент придвигается к соплу. Благодаря уменьшению расстояния для движения дуги не нужны высокочастотные импульсы.
Преимущества аппарата
Плазморезы или плазменные станки с ЧПУ отличаются такими преимуществами:
- Высокое качество реза – за счет использования качественных плазмотронов, правильного выбора плазмообразующего газа обеспечивается малая ширина реза, минимальное угловое отклонение и чистые кромки без наплывов и окалины.
- Технологическая гибкость – подходят для прямолинейного и фигурного раскроя разных металлов и сплавов.
- Повышенная скорость резки – в зависимости от марки металла и толщины может достигать до 6 м/мин.
- Минимальная зона термического влияния, направленное воздействие плазменной дуги – обеспечивает возможность вырезания заготовок из тонколистового металлопроката без их тепловой деформации.
- Невысокая себестоимость процесса – актуальна при работе с листовым прокатом толщиной до 50 мм.
- Малое время прожига в отличие от воздушно-кислородной резки, где требуется длительный предварительный подогрев.
Фото 9. Автоматизированный раскрой листового проката
Преимущества станков плазменной резки
Портальные установки плазменной резки активно применяются в современной промышленности России. Подобные устройства оснащены уникальной системой настройки, которую очень легко освоить. Системы плазменной резки существенно упрощают рабочий процесс. Оборудование данного типа способно обрабатывать заготовку по установленной программе, а автоматическая система вносит необходимые коррективы для создания изделия необходимой величины.
Плазменное оборудование может применяться для осуществления технологических процессов разного типа, повышая производительность труда. Обратите внимание на основные преимущества:
- Высокая скорость реза (зависит от толщины металла);
- Быстрый прожиг повышает скорость работы и улучшает производительность;
- Плазменная машина обладает высоким показателем качества реза;
- Универсальность работы – обрабатывает металл разного типа;
Приемы плазменного раскроя
Машины для плазменного раскроя с ЧПУ могут комплектоваться разным дополнительным функционалом и системами. Одной из самых полезных считается автоматический контроль высоты, так как зазор между соплом и обрабатываемым материалом оказывает влияние на скос кромок. При увеличении расстояния повышается и угол скоса, а при уменьшении – снижается срок службы электрода и сопла. Резка с поддержанием постоянной высоты положительно влияет на качество кромок и эксплуатационный ресурс расходных элементов.
Скорость перемещения плазмотрона в процессе работы должна обеспечивать угол отставания прорезания нижней кромки от верхней не более 3-5°.
При разработке управляющих программ технологу рекомендуется придерживаться следующих требований для обеспечения минимальных деформаций:
- Первоочередно вырезаются отверстия.
- Вырезание заготовок начинается от одной кромки, последовательно перемещаясь от одной детали к другой в направлении противоположной кромки.
- При разработке карт на резку комплекта заготовок используются совмещенные резы, при которых линия реза разрезает сразу 2 детали.
- Длинные заготовки располагаются ближе к кромке листа, от которой будет начинаться резка, а короткие – ближе к середине и противоположной кромке.
- Вырезание заготовок длиной более 3 м и шириной больше 0,5 м выполняется с угла, а начинается с длинной кромки.
- Детали, занимающие большую часть листа, вырезаются в первую очередь.
Фото 10. Процесс вырезания детали
Конструктивные особенности INCUT CNC-1530H, Integral
Устройство ЧПУ машины
- Поддержка языков: английский, русский, китайский.
- Библиотека стандартных деталей: больше 40 стандартных заготовок с изменяемыми размерами и типами деталей (отверстие, деталь).
- Калибровка угла поворота детали относительно листа. Система может развернуть деталь (группу деталей) относительно листа. Достаточно указать две точки на кромке листа и вся система координат развернётся параллельно листу. Также можно вручную ввести угол поворота деталей.
- Функция раскладки деталей. Оператор, без участия инженера программиста, может размножить детали на ЧПУ, указав необходимое количество деталей и тип раскладки (матрица, шахматный порядок, ячейка).
- Возможность сохранения отработанных программ во внутренней памяти и USB накопителе. Возможность редактирования программ через текстовый редактор.
Описание G и M кодов
| Код | Функция | Код | Функция |
| G99 | Вращение Масштаб Зеркальное отражение (XY) | G00 | Быстрое перемещение |
| G92 | Установка координат | G01 | Линейная интерполяция |
| G91 | Относительная система координат | G02 | Круговая интерполяция по часовой стрелке |
| G90 | Абсолютная система координат | G03 | Круговая интерполяция против часовой |
| G20 | Английская система (в дюймах) | G04 | Программный останов (пауза) |
| G21 | Метрическая система (в миллиметрах) | M07 | Включение резки (плазма, газ) |
| G41 | Компенсация ширины реза слева | M08 | Выключение резки |
| G42 | Компенсация ширины реза справа | M02 | Конец программы |
| G40 | Отмена компенсации ширины реза |
Цифровое управление
- Графическое отображение резки.
- 7″ широкоформатный ЖК-дисплей
- Клавиатура и кнопки режима работы.
- Поддержка приостановки рабочего процесса, перемещение вперёд, назад, скорость управления и т. д.
- Функция возврата параметров и автоматической перфорации при сбоях.
- Ручное/автоматическое управление.
- Функция компенсации расстояния резки.
- Автоматическое сцепление (кнопка отключения шаговых двигателей) — удобно в пользовании, реализовывает быстрое позиционирование резака.
- Вентилятор воздушного охлаждения с термодатчиком.
- Сохранение до 300 файлов (каждый файл до 2000 строк), до 2 ГБ на диске U.
- Высокоскоростной 16-битный чип, возможна работа с флеш-накопителей и внешних USB.
- Высококлассный шаговый двигатель, плавные движения, низкий уровень шума, высокая точность операций.
- Скорость резки может быть задана до 3 м/мин.
- Выдерживают высокочастотные помехи, адаптировано для всех видов плазменных источников.
- Упрощенная эксплуатация.
- Удобные функции управления: возврат к памяти, смена горелки, прерывание резки, автоматическое переключение сцепления.
Программное обеспечение
Программное обеспечение FastCAM на основе AutoCAD. Используется для вывода управляющей программы из файла формата DXF. Для оптимизации раскладки деталей используется модуль FastNest. Программное обеспечение может помочь пользователю выполнять различные чертежи сложных частей. Используя функции AutoCAD можно обработать чертеж в DXF файл, который автоматически делает код резки.
Функции:
используя функции AutoCAD можно обработать чертеж в файл.dxf, из которого FastCFM автоматически делает код резки.
Обработка:
установка точки резки, функция вычисления фактического центра для резки пламенем, он также может определить направление и путь резки — маршрутизация инструмента.
Способы:
в программном обеспечении с чертежом детали можно сделать поворот, копирование, зеркальное отображение, масштабирование, и т.д. по расширенной технологии обработки.
Экран моделирования:
процесс резки может быть смоделирован на экране, маршрутизация процесса резки и масштаба, перемещение инструмента
Плазматрон и газокислородный резак (в комплекте)
Применение установок
За счет высокой технологической гибкости и производительности, станки с ЧПУ для плазменной резки применяются преимущественно крупными и средними заводами по производству промышленного оборудования, металлоконструкций и т.д.
Плазменное оборудование с числовым программным управлением используется для резки таких металлов:
- Углеродистые стали – обычно при раскрое листов до 40-50 мм применяется сжатый воздух, а также азот, смеси на основе азота и кислорода.
- Низкоуглеродистые – для толщин до 40 мм наиболее эффективен сжатый воздух, но при резании металлопроката толщиной более 20 мм может использоваться азот и азотно-водородные смеси.
- Нержавейка – используется азот (до 20 мм), смеси на азоте и водороде (до 50 мм). Допускается применение сжатого воздуха.
- Стали с большим содержанием легирующих элементов – для толщин 50-60 мм используется воздушно-плазменная резка, для более толстых листов рекомендованы азотно-кислородные смеси.
- Медь и ее сплавы – для обработки металлопроката малых и средних толщин подходит сжатый воздух. При его использовании на кромках образуется грат, но при этом излишки металла легко удаляются с поверхности. Азот подходит для вырезания заготовок толщиной от 5 до 15 мм. Латунь режется с такими же газами, однако на более высоких скоростях (до 20-25 %). Также следует учитывать, что медь отличается высокой теплопроводностью и теплоемкости, поэтому для работы нужна более мощная дуга, чем для обработки сталей.
- Алюминий и сплавы на его основе – сжатый воздух обычно используется исключительно для разделительного резания с обязательной последующей мехобработкой деталей. При этом качественный рез возможен только при резке изделий толщиной до 30 мм на рабочем токе до 200 А. Также для резания листов до 20 мм может использоваться азот, от 20 до 100 мм смеси из азота и водорода, более 100 мм – аргоно-водородные смеси.
Фото 11. Вырезание заготовок из алюминиевого листа
Что даёт установка плазменного станка на предприятии?
Использование оборудования данного вида повышается скорость и качество резки металла разного вида. Это может быть покрашенная, или грязная сталь низкоуглеродистого типа. Следует отметить тот факт, что толщина листа металла может быть как больше 35 мм, так и тоньше. Машина портальной резки используют электроэнергию и сжатый воздух. Для функционирования устройства нет нужды тратить деньги на баллоны с газом, что приводит к экономии финансовых средств.
Владелец предприятия сможет избавиться от дополнительных затрат на каждый метр обработки металла, увеличивая рентабельность производственного процесса. Простота операций позволяет мастеру быстро овладеть необходимыми навыками для управления машиной термической резки. Данный вид оборудования является грамотным вложением, которое увеличивает качество проведения операций.
Каждая модель способна вывести производственный процесс завода на новый уровень, сокращая расходы на резку металла. Ещё одним преимуществом продукции данного вида является возможность обработки изделий сложной формы. Высокая безопасность, которая является следствием отсутствия взрывоопасных баллонов с кислородом, ацетиленом или пропан-бутаном является ещё одним немаловажным преимуществом для приобретения портального станка. Плазменная резка – это современный и прогрессивный метод обработки металла.
Любой желающий может приобрести продукцию следующих брендов: ECKERT, HASA CS, Galaxy, SQL4, Sapphire BL2, Jantar2.
Каждая плазменная установка соответствует современным стандартам качества и обладает сертификатом. Вы можете быть уверены в надёжности оборудования.
Виды станков
Плазменное оборудование с числовым программным управлением производится нескольких типов:
- Переносное – установки относительно небольших размеров, на котором можно выполнять раскрой металлопроката ограниченных габаритов. Обычно ширина рабочей зоны у них составляет 1,5-3 м. При желании такие устройства можно перемещать в пределах цеха либо на другой производственный участок или объект.
Фото 12. Портативное устройство для плазменной резки
- Стационарное – мощные автоматизированные линии с шириной координатного стола до 8 м. Устанавливаются стационарно, перемещение возможно только при условии предварительного демонтажа с использованием специальной грузоподъемной техники.
Фото 13. Стационарная машина
Стоимость станков с ЧПУ
Цены на плазменные установки с ЧПУ колеблются в широких пределах. Все зависит от разновидности и технических характеристик оборудования, функциональных возможностей, габаритных размеров рабочей зоны.
Стоимость полноценной автоматической линии начинается от 1,5 млн руб. Однако на большинство машин цена формируется по запросу с учетом индивидуальных потребностей заказчика, предполагаемых видов работ, комплектации установки и других параметров.
Дополнительно в общую цену могут быть включены расходы на вспомогательное оснащение (компрессоры, система вентиляции), а также на такие услуги, как монтаж, пуско-наладочные работы, обучение персонала, техническое обслуживание и др.
Производители оборудования
Сегодня плазменные ЧПУ выпускаются как зарубежными, так и отечественными производителями. В продаже есть машины разной ценовой категории, но то, что стоит дороже, не всегда является более качественным.
Отечественный производитель ПУРМ разрабатывает и производит плазменные станки ЧПУ с учетом суровых российских условий эксплуатации. Оборудование этой марки успешно используется предприятиями в средней полосе России и даже в условиях Крайнего Севера.
Фото 14. Оборудование отечественного производителя ПУРМ
Компания занимается не только изготовлением установок, но и поставками запасных частей, расходных материалов, комплектующих. При желании можно заказать шеф монтаж, пуско-наладку, послегарантийное обслуживание.
Как выбрать станок с ЧПУ?
Для правильного выбора плазменного станка ЧПУ необходимо определиться с такими моментами:
- Виды работ – только прямолинейный раскрой или с возможностью вырезания деталей сложной конфигурации.
- Максимальные размеры листового металлопроката – от этого зависят габариты рабочей зоны координатного стола.
- Максимальная толщина материала – определяет номинальную мощность источника питания и тип используемого газа для резания.
Фото 15. Вырезание одиночной детали
Одной из основных характеристик оборудования является продолжительность включения (или ПВ). Этот параметр определяет интенсивность эксплуатации, а именно временной отрезок, на протяжении которого станок может работать без перерывов на охлаждение.
Обозначается ПВ в процентах – если продолжительность включения составляет 80 %, то это значит, что в течение 10-минутного рабочего цикла установка сможет работать 8 минут на максимальных нагрузках. В случае превышения этой нормы возможен ее перегрев и выход из строя. Однако большинство промышленных плазморезов с ЧПУ имеют продолжительность включения 100 %, поэтому рассчитаны на непрерывную работу на протяжении всей рабочей смены.
Не менее важной характеристикой установок является сила тока, которую выдает источник питания – именно она определяет предельную толщину обрабатываемого металлопроката.
Основные поломки машин
При эксплуатации плазменных станков с ЧПУ не наблюдается особых проблем с их работоспособностью. Однако есть несколько факторов, которые могут способствовать нарушению правильного функционирования оборудования:
- Короткое замыкание в электросети – может стать причиной перегорания основных управляющих плат.
- Перепады напряжения, если они превышают диапазон, установленный производителем – тоже могут привести к выходу из строя электрических компонентов.
- Физический износ механизмов либо чрезмерное превышение установленного ресурса деталей.
Фото 16. Резание тонколистового металла
Любые нарушения в работе плазмореза можно устранить в сжатые сроки, но лучше своевременно выполнять техобслуживание, менять детали с большим износом и расходные элементы. Это обеспечит стабильную его работу, высокую производительность и качество реза.