Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
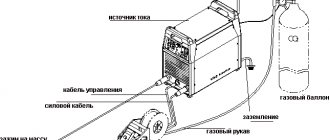
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Аргонодуговая сварка нержавеющих сталей
Настоящая инструкция распространяется на ручную и автоматическую сварку в среде аргона нержавеющих сталей аустенитного класса.
В соответствии с требованиями инструкции разрешается производить сварку деталей из нержавеющих сталей типа Х18Н9Т с деталями из малоуглеродистой стали и никеля.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в Приложении.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
К выполнению сварных работ допускать дипломированных сварщиков, имеющих право на производство работ по сварке нержавеющих сталей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажной тканью, смоченной бензином.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку или травление сварочной проволоки согласно соответствующей ТИ.
Производить механическую зачистку свариваемых деталей с двух сторон до металлического блеска на ширину 15-20 мм с помощью стальной щетки или шабера.
Примечание — На подготовленных к сварке кромках деталей не допускаются заусеницы, трещины, расслоения.
Протереть после механической зачистки кромки деталей хлопчатобумажной тканью, смоченной бензином.
Производить химическое травление деталей из нержавеющих сталей согласно соответствующей ТИ.
Производить отжиг тонколистовых деталей в вакуумной печи при температуре 900-950 °С в течение 20-30 мин. Рабочий вакуум 5×10-4 мм рт.ст.
Использовать подготовленные согласно данной инструкции детали и сварочную проволоку для сварки не позднее 72 ч.
Сварка
Выбор цанги, сопла и вольфрамового электрода горелки осуществлять исходя из соотношений, указанных в таблице 1.
Таблица 1
| Диаметр вольфрамового электрода, мм | 1,5-2 | 2,5-3 | 3,5-4 | 4,5-6 |
| Диаметр выходного отверстия сопла, мм | 5-7 | 7-9 | 9-12 | 12-14 |
| Расход аргона, л/мин | 2-3 | 4-5 | 6-8 | 10-18 |
Примечание — Использование рекомендуемых соотношений позволяет обеспечивать хорошую защиту зоны сварного шва от воздействия окружающей среды.
Протереть цангу, сопло и вольфрамовый электрод горелки х/б тканью, смоченной спиртом. Протирку производить каждый раз перед началом смены.
Установить многослойную сетку с отверстием под вольфрамовый электрод между цангой и соплом горелки.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Перед началом смены проводить операции.
Проверить внешний вид сварочной установки, убедиться в отсутствии посторонних предметов и наличия заземления установки.
Подать на установку напряжение питания от силового распределительного щита.
Открыть вентиль баллона с аргоном. С помощью редуктора установить расход газа по ротаметру согласно таблице 2.
Производить сварку на постоянном токе прямой полярности.
Произвести сборку деталей или сборочных единиц под сварку с использованием кондуктора и сделать прихватки свариваемых кромок в диаметрально противоположных точках режимом согласно таблице 2.
Снять кондуктор с узла после прихватки и установить его в приспособление для сварки.
Сварку производить рекомендуемым режимом согласно таблице 2.
Примечание — Если сварной шов узла замкнутый, произвести перекрытие его по длине на 10-20 % от периметра шва.
По окончании сварки извлечь сваренный узел из приспособления.
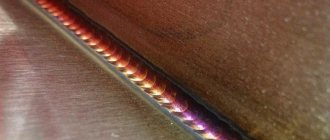
Осмотреть узел с помощью лупы на отсутствие дефектов сварного шва. Швы должны иметь гладкую или мелкочешуйчатую поверхность без видимых дефектов: непроваров, подрезов, пор, трещин, незаплавленных кратеров.
Примечание — Окисление основной зоны (цвета побежалости) браковочным признаком не являются.
По окончании рабочей смены выключить установку и закрыть вентиль редуктора баллона.
Зачистку сварного шва с целью установления окалины, выплесков и наплывов металла производить по маршрутной карте на изготовление узла.
Марки стальной сварочной проволоки (присадочного материала) в зависимости от марок стали свариваемых деталей указаны в таблице 3.
Таблица 2 — Ориентировочные режимы сварки нержавеющих сталей Толщина, мм Режим сварки Расход аргона л/мин Сварочный ток, А Напряже-ние на дуге, В Скорость сварки, м/час Диаметр вольфра-мового электрода, мм Диаметр присадочной проволоки, мм В зону дуги для защиты шва На поддув
| Автоматическая сварка, вольфрамовым электродом без присадки | |||||||
| 0,8 | 60-100 | 9-10 | 30-50 | 2,0 | — | 6-8 | 1-2 |
| 1,0 | 70-100 | 9-10 | 25-40 | 2,0 | — | 6-8 | 1-2 |
| 1,5 | 100-160 | 10-12 | 20-35 | 3,0 | — | 9-10 | 2-3 |
| 2,0 | 160-180 | 12-13 | 20-30 | 3,0 | — | 10-12 | 2-3 |
| 2,5 | 180-200 | 12-15 | 20-30 | 3,0 | — | 10-12 | 3-4 |
| 3,0 | 200-220 | 12-15 | 20-30 | 4,0 | — | 12-14 | 3-4 |
| Автоматическая сварка, вольфрамовым электродом с применением присадки | |||||||
| 1,0 | 70-120 | 9-10 | 20-25 | 2,0 | 0,5-0,8 | 6-8 | 1-2 |
| 1,2 | 70-120 | 9-10 | 20-25 | 2,0 | 0,8-1,2 | 6-8 | 1-2 |
| 1,5 | 120-150 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,0 | 170-200 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,5 | 180-210 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| 3,0 | 200-240 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| Ручная сварка вольфрамовым электродом | |||||||
| 1,0 | 45-65 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 1,5 | 45-70 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 2,0 | 70-90 | — | — | 2,0 | 2,0 | 8-10 | 2-3 |
| 2,5 | 80-100 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 3,0 | 100-130 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
Таблица 3 — Выбор марки сварочной проволоки в зависимости от марки свариваемой стали Марка стали свариваемых деталей Марка стальной сварочной проволоки ГОСТ 2246-70
| 12Х18Н9 | Св-04Х19Н9 |
| 12Х18Н9Т | Св-06Х19Н9Т |
| 12Х18Н10Т | Св-07Х19Н10Б |
Контроль качества сварки
Выполнять сплошной контроль качества сварных швов после окончания сварки с помощью лупы в соответствии с чертежом.
Произвести осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектом сварных швов согласно требованиям таблицы 4.
Подваривать дефектные участки сварных швов допускается не более двух раз.
Браковать окончательно сварные узлы, имеющие в сварных швах дефекты, размеры которых более допустимых к исправлению.
Таблица 4 — Разбраковка дефектов швов по результатам визуального осмотра Наименование дефектов Количество и размеры дефектов на 100 мм шва Допускается оставлять без исправления Допускается к исправлению
| Смещение кромок свариваемых деталей | Величиной до 0,1δ по всей длине шва | Величиной более 0,1δ по всей длине шва |
| Непровары | Не допускаются | Любой протяженности |
| Трещины | Не допускаются | Общей длиной до 15 мм |
| Прожог | Не допускается | Не более 1 |
| Подрезы | Глубиной до 0,1δ | Глубиной более 0,1δ |
| Раковины | Глубиной до 0,2δ | Глубиной более 0,2δ |
| Диаметром до 0,5δ – не более 2-х штук | Диаметром до 0,5δ – не более 5-ти штук | |
| Поры и вольфрамовые включения | Диаметром до 0,4δ – не более 3-х штук | Диаметром более 0,4δ – до 0,1δ не более 6-ти штук |
| Скопления мелких пор и вольфрамовых включений | Суммарной площадью до 5 мм2 | Суммарной площадью до 15 мм2 |
| Проплавы не представляющие пористого провисания и не мешающие дальнейшей сборке | 100 % |
Примечание — При измерении дефектов сварных швов необходимо пользоваться инструментом: штангенциркулем, щупом, специальными шаблонами или др.
Материалы
- Вольфрам лантанированный в виде прутков с содержанием лантана (1,3-1,8) % ТУ 48-19-27-88.
- Аргон газообразный, сорт высший ГОСТ 10157-79.
- Проволока стальная сварочная ГОСТ 2246-70.
- Ткань х/б бязевой группы ГОСТ 29298-92.
- Перчатки трикотажные ГОСТ 5007-87.
- Бензин «Галоша» ТУ 38-401-67-108-92.
- Спирт этиловый технический ГОСТ 17299-78.
- Аргон высокий чистоты типа «ВЧ» ТУ 6-21-12-94 (для деталей из нержавеющей стали толщиной 0,15-0,8 мм).
Оборудование, приспособления и инструмент
- Источник питания типа ПС-300, ПС- 300М, ПСО-500, ВКСМ-1000, УДГ-3010 УЖЛУ или УДГ-101 для сварки в среде защитных газов с комплектом сварочных горелок, цанг и сопел.
- Реостат типа РБ-200 или РБ-300.
- Редуктор баллонный ТУ 26-05-90-87.
- Ротаметр типа РМ-11 или РМ-1 ГОСТ 13045-81.
- Манометр ДМ 60-0,2 МПа-4 ГОСТ 2405-88.
- Набор резиновых трубок технических ГОСТ 5496-78 (для подачи защитных газов и воды в горелку).
- Шлем-маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ТУ 38.11.0208-86.
- Очки герметичные защитные ГОСТ 12.4.001-80.
- Щетки стальные из нержавеющей проволоки диаметра (0,2-0,3) мм ГОСТ 18143-72.
- Сборочно-сварочные приспособления.
- Лупа ЛП-1-5 ГОСТ 25706-83.
- Штангенциркули ГОСТ 166-89.
- Линейка металлическая ГОСТ 427-75.
- Устройство для ламинарного истечения газа для горелки.
weldworld.ru
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
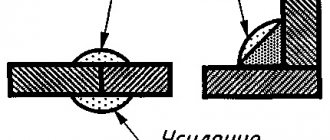
Виды сварочных швов
Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом. Сюда включены соединения деталей с толщиной кромок от 0,8 до 60 мм. К сварке трубопроводов предъявляются несколько иные требования, поэтому данный стандарт на них не распространяется.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
Все о ручной сварке: виды, возможности и варианты применения
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.
Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.
При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами. Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность. Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку. Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ. Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга. Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях. Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация. Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени. Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
ГАЗОВАЯ СВАРКА
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Похожие статьи
goodsvarka.ru
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
- СвА99;
- СвА97;
- СвА85Т;
- СвА5;
- СвАМц;
- СвАМг3;
- СвАК5.
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.