Круг шлифовальный: сфера применения
Несмотря на простую конструкцию, шлифовальный круг способен выполнить многие задачи, и сфера применения этой оснастки довольно широка. Данной особенностью и обусловлено такое разнообразие видов и типов рабочего элемента. Купить шлифовальный круг советуют в первую очередь для черновой или финишной обработки металлов, пластика, дерева и других материалов. Конкретное назначение оснастки определяется еёзернистостью,диаметромиформой.
Очень подробно описывает круг шлифовальный ГОСТ. К оснастке предъявляется очень много требований, в которых бывает сложно разобраться даже профессионалам.
Ключевые характеристики, которые описывает ГОСТ, следующие:
- абразивный материал;
- тип связки зерна;
- уровень зернистости;
- степень твёрдости круга;
- основа рабочего элемента;
- диаметр.
Наиболее часто круг шлифовальный используется по дереву, но оснастка способна обработать и другие материалы — камень, металл и даже пластик. Абразивная поверхность также может убрать старый слой лакокрасочного материала и следы ржавчины.
Профессионалы предпочитают купить круг шлифовальный для следующих видов работ:
- зачистить металл;
- заточить режущие элементы;
- осуществить алмазную отделочную обработку;
- выполнить доводку с твердыми сплавами и неметаллическими основами.
Круг шлифовальный различается по многим характеристикам, которые регламентирует ГОСТ. При выборе особое внимание советуют уделять способу обработки (он может быть прямым или торцевым), цвету конкретной оснастки и её характеристикам.
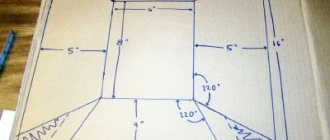
Требования к шлифовальным кругам в зависимости от формы
Одним из определяющих значений оборудования для внутреннего шлифования является форма изделия. В зависимости от конфигурации используются определенные ГОСТы, поэтому важно установить не только область использования шлифовального устройства, но и форму рабочих частей оборудования. Основными стандартами для шлифоборудования такого типа являются следующие требования:
- ГОСТ 16171-91 – плоские круги с двухсторонней выточкой формы 9А3;
- ГОСТ 16172-90 – чашечные изделия конической формы 12А1 с углом наклона;
- ГОСТ 16174-81 – тарельчатые круги формы 12V5 с углом наклона;
- ГОСТ 16179-91 – плоские круги с двухсторонним профилем;
- ГОСТ 16180-91 – плоские круги с полукругло-выпуклым профилем.
Подобные изделия имеют специфическое назначение, поэтому необходимо регламентировать технические характеристики такого оборудования.
Тип связки шлифовального круга
Абразивный материал является ключевым критерием выбора. В качестве основы для сцепления зёрен используется
определённый тип связки:бакелитовый, вулканитовый или керамический.
Каждый из них предназначен для выполнения конкретных задач.
Шлифовальный круг для болгарки
с бакелитовой связкойиспользуют во время работы с металлом.
Такая оснастка предназначена для резьбы или шлифования на высокой скорости. Однако круг шлифовальный с бакелитовой связкой быстро перегревается. Поэтому данную насадку рекомендуют использовать только в том случае, если температура при работе не превышает 300°C.
Рабочие элементы с
вулканитовой связкойприменяют для полировки и выполнения чистовой отделки.
Данная оснастка также не выдерживает высокой температуры и используется при отрезных работах на низких показателях.
Круг абразивный шлифовальный
с керамической связкойболее устойчив к высоким температурам.
В работе допустимо использование различных смазывающих и охлаждающих жидкостей. Данная оснастка выдерживает скорость до 65 м/с, однако тонкие круги неустойчивы к боковым нагрузкам.
Тип соединения абразива обозначается следующей маркировкой:
- V, керамический;
- B, на синтетических смолах;
- BF, синтетические смолы на основе армированного стекловолокна;
- B4, бакелитовый с графитовым наполнителем.
Шлифовальные круги ГОСТ: зачем они нужны
Своим видом шлифовальные круги представляют собой абразивный инструмент, предназначенный для шлифовки и резки заготовок. Согласно ГОСТ, его используют главным образом на шлифовальных машинах и специальных станках. С их помощью выполняется обработка различных поверхностей. Если говорить подробно об этих изделиях, то собой они представляют тело с определенной степенью пористости. Они содержат в себе абразивные материалы, а кроме этого искусственные природные элементы, выступающие в качестве связующих.
Вполне уместно сравнить абразивный круг с зубьями с обычной пилой. Ведь, по сути, они выполняют одну и ту же задачу. Главное отличие, состоящее между ними, заключается в том, что на шлифовальном круге они разбросаны по его периметру, а на пиле они расположены преимущественно по краям инструмента.
Большое количество твердых частиц, содержащихся в шлифовальном круге, обеспечивает качественную очистку поверхности от посторонних компонентов. Используя этот инструмент, можно быстро обработать заготовку. В соответствии с ГОСТ, шлифовальные круги отлично подходят для обработки изделий из:
- углеродистой стали;
- чугуна;
- пластмассы;
- бронзы.
Применяя шлифовальные круги согласно требованиям ГОСТ, можно выполнять легкую резку кирпичей, а также кровельного шифера. Помимо этого их можно использовать для резки изделий из керамики и бетона. Они подходят для выполнения обработки поверхностей из различных материалов. Применяя их, можно с легкостью сделать пазы и углубления необходимой глубины и формы.
Круг абразивный шлифовальный: маркировка зерна
Шлифовальный круг для болгарки изготавливают с использованием абразивных материалов. Они также делятся на категории и отдельно маркируются. Существует два вида абразивных материалов: природные
и
синтетические
.
К первой категории относят алмаз, наждак, корунд, окись хрома или железа. Ко второму виду относятся карбиды кремния, бора, циркония, борсиликарбид, кубический нитрид бора, а также электрокорунды — хромистый, титанистый, циркониевый и др.
Наиболее широко распространены следующие типы зёрен, обозначенные маркировкой:
- A, стандартный оксид алюминия;
- Z, цирконий;
- C, карборунд.
Перед обозначением могут стоять цифры, характеризующие специальные признаки абразивного зерна. Например, 54А — розовый оксид алюминия, 53С — карбид кремния чёрный, и так далее.
Круг абразивный шлифовальный
под маркой «А»используется при работе в тяжёлых условиях с большими нагрузками.
Зачастую мастера применяют такую оснастку во время шлифовки материалов с высокой прочностью, таких как нержавеющая или инструментальная сталь.
Для черновой обработки, где нужен большой съём материала, рекомендуют купить круг шлифовальный
с обозначением «Z».
Шлифовальный круг для болгарки
под маркой «C»считается наиболее твёрдым и очень острым.
Такую оснастку используют как для шлифования мягких материалов, изделий из алюминия и чугуна, так и для очень твёрдых.
Зернистость шлифовальных кругов маркируется цифрами, и чем больше значение, тем мельче частицы:
- 3-24, крупное зерно;
- 30-60, среднее;
- 70-220, мелкое.
От размера частиц зависит область применения оснастки. Так, например, для выполнения тонкой отделки, доводки многолезвийного инструмента и резьбошлифования нужна
крупная зернистостьшлифовальных кругов.
Для этих целей подходит оснастка с маркировкой 3, 6 или 12.
Для выполнения чистового шлифования высокоответственных элементов мастера советуют купить круг шлифовальный
с зернистостью 10.
Такая оснастка также применяется во время заточки мелкого инструмента. Получистовое и чистовое шлифование выполняют с помощью рабочего элемента с зернистостью от 40 до 10.
Круг абразивный шлифовальный
с зерном от 50 до 40используют во время черновой отделки, предварительной заточки инструментов, обработки меди и латуни.
Для зачистки сварных швов требуются частицы помельче — от 125 до 80. Фибры оргстекла, текстолита и других неметаллических материалов шлифуют кругом с самой небольшой зернистостью — от 200 до 160.
5 Технические требования
5.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
5.2 Круги могут быть изготовлены из электрокорундовых (А), в том числе из циркониевого электрокорунда (Z), а также карбидкремниевых (С) абразивных материалов.
5.3 Круги следует изготовлять зернистостями F36-F220 по ГОСТ Р 52381 и М63-М10 по ГОСТ 3647.
5.4 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 21.
Таблица 21
В миллиметрах
| Размер | Пред. откл. | |
| Наружный диаметр : | ||
| до 8 включ. | ±0,5 | ±0,3* |
| св. 8 до 20 включ. | ±0,8 | ±0,5* |
| св. 20 до 50 включ. | ±1,2 | ±0,8* |
| св. 50 до 125 включ. | ±2,0 | ± 1,2* |
| св. 125 до 300 включ. | ±3,2 | ±2,0* |
| св. 300 до 762 включ. | ±5,0 | ±3,2* |
| св. 762 | ±8,0 | ±5,0* |
| Высота ; : | ||
| до 1,6 включ. | ±0,2 | |
| св. 1,6 до 5,0 включ. | ±0,4 | |
| св. 5,0 до 16 включ. | ±0,8 | |
| св. 16 до 50 включ. | ±1,5 | |
| св. 50 до 160 включ. | ±2,0 | |
| св. 160 | ±3,5 | |
| Диаметр посадочного отверстия (кроме кругов типа 36): | ||
| до 50,8 включ. | +0,16 | |
| св. 50,8 до 80 включ. | +0,19 | |
| св. 80 до 180 включ. | +0,25 | |
| св. 180 до 250 включ. | +0,29 | |
| св. 250 до 315 включ. | +0,32 | |
| св. 315 до 400 включ. | +0,36 | |
| св. 400 до 508 включ. | +0,40 | |
| св. 508 | +0,44 | |
| Диаметр центрального отверстия кругов типа 36: | ||
| до 120 включ. | ±1,5 | |
| св. 20 до | ±2,0 | |
| св.260 | ±3,2 | |
| Диаметр выточки : | ||
| до 8 включ. | +0,8 | |
| св. 8 до 20 включ. | +1,2 | |
| св. 20 до 50 включ. | +2,0 | |
| св. 50 до 125 включ. | +3,2 | |
| св. 125 до 315 включ. | +5,0 | |
| св. 315 | +8,0 | |
| Высота выточки ; : | ||
| до 5 включ. | +0,8 | |
| св. 5 до 16 включ. | +1,6 | |
| св. 16 до 50 включ. | +2,4 | |
| св. 50 | +3,2 | |
Окончание таблицы 21
| Размер | Пред. откл. |
| Ширина (кроме кругов типов 2, 37): | |
| до 6 включ. | ±0,5 |
| св. 6 до 20 включ. | ±0,8 |
| св. 20 до 32 включ. | ±1,2 |
| св. 32 | ±1,6 |
| Ширина кругов типов 2, 37: | |
| до 25 включ. | ±1,5 |
| св. 25 до 50 включ. | ±2,0 |
| св. 50 | ±2,4 |
| Толщина : | |
| до 6 включ. | +0,8 |
| св. 6 до 20 включ. | +1,2 |
| св. 20 до 32 включ. | +1,8 |
| св. 32 | +2,4 |
| * Для бесцентрового шлифования, резьбошлифования, зубошлифования, шлицешлифования, шарошлифования, профильного шлифования, шлифования коленчатых валов, врезного шлифования. | |
5.5 Наружный диаметр круга, работающего в комплекте, не должен иметь отклонение более чем 1 мм в пределах одного комплекта.
5.6 Допуск радиального и торцового биения кругов не должен превышать значений, указанных в таблице 22.
Таблица 22
В миллиметрах
| Допуск | ||||
| радиального биения | торцового биения | |||
| До 8 включ. | 0,3 | — | ||
| Св. 8 до 20 включ. | 0,3 | 0,2 | ||
| Св. 20 до 50 включ. | 0,3 | 0,2 | ||
| Св. 50 до 125 включ. | 0,4 | 0,2 | ||
| Св. 125 до 300 включ. | 0,5 | 0,4* | 0,3 | 0,2* |
| Св. 300 до 762 включ. | 0,6 | 0,5* | 0,3 | 0,2* |
| Св. 762 | 0,8 | 0,6* | 0,4 | 0,3* |
| * Для бесцентрового шлифования, резьбошлифования, зубошлифования, шлицешлифования, шарошлифования, профильного шлифования, шлифования коленчатых валов, врезного шлифования. | ||||
5.7 Классы неуравновешенности кругов не должны быть более указанных в таблице 23.
Таблица 23
| , мм | Классы неуравновешенности кругов с предельной рабочей скоростью , м/с | ||
| До 40 | Св. 40 до 63 | Св. 63 | |
| До 125 | 3 | 2 | 2 |
| Св. 125 до 300 включ. | 2 | 2 | 1 |
| Св. 300 до 610 включ. | 2 | 2 | 1 |
| Св. 610 | 3 | 2 | 2 |
5.8 Круги изготовляют твердостями от F до Z по
ГОСТ Р 52587
и звуковыми индексами от 19 до 75 по
ГОСТ Р 52710
.
5.9
Внешний вид кругов
Не допускаются: — трещины, повреждения кромок, раковины; — инородные включения размерами более 1 мм в количестве более 4 на участке 100 см.
5.10 Допускается изготовлять круги типов 6, 11 с максимальным радиусом закругления внутренних торцовой и боковой поверхностей, равным 5 мм, и максимальной фаской на наружной боковой поверхности кругов типа 11, равной 2 мм.
5.11
Требования надежности
Коэффициенты шлифования кругов и параметры шероховатости обработанной поверхности указаны в приложении А.
5.12 Маркировка
5.12.1 Маркировка кругов — в соответствии с требованиями
ГОСТ Р 52588
.
5.12.2
Место нанесения маркировки
Маркировку наносят: — на этикетку круга диаметрами от 50 до 250 мм в соответствии с перечислениями а, b, с, е, f, g, h, k, l, m по
ГОСТ Р 52588
; — на торцовую поверхность круга диаметрами более 250 мм в соответствии с перечислениями а, с, d, g, k, I, m по
ГОСТ Р 52588
; — на групповую потребительскую тару с кругами диаметрами менее 50 мм в соответствии с перечислениями а-m по
ГОСТ Р 52588
.
Примечания
1 Не маркируют тип круга, букву F в обозначении зернистости, класс неуравновешенности.
2 Допускается наносить маркировку на этикетку кругов диаметрами более 250 мм.
3 Номер партии, дату выпуска допускается наносить на обратной стороне круга.
4 Дату выпуска кругов на керамической связке диаметрами более 250 мм допускается не наносить.
5 Маркировку кругов типов 2, 6, 11, 12, 14, 37 и на кругах диаметрами от 50 до 200 мм допускается наносить на периферии круга.
5.12.3 Транспортная маркировка — по
ГОСТ 14192
.
5.13 Упаковка
5.13.1 Круги высотой до 40 мм упаковывают в групповую потребительскую тару. В качестве групповой потребительской тары используют коробки, пакеты или другие виды тары, предохраняющие круги от повреждений. В групповую потребительскую тару упаковывают круги одного размера, одной характеристики и одной партии.
5.13.2 Каждый круг высотой не менее 40 мм упаковывают в индивидуальную потребительскую тару. В качестве индивидуальной потребительской тары используют коробки или другие виды тары, предохраняющие круги от повреждений.
5.13.3 На групповую или индивидуальную потребительскую тару наклеивают этикетку со сведениями по
ГОСТ Р 52588
. На этикетке групповой потребительской тары дополнительно указывают количество упакованных кругов.
5.13.4 Круги в индивидуальной или в групповой потребительской таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие круги от атмосферных осадков, а также исключающие их перемещение и повреждение.
В качестве транспортной тары используют деревянные ящики, поддоны (европоддоны) или специальные поддоны. Примечание — Допускается упаковывание кругов диаметрами более 350 мм без индивидуальной потребительской тары в транспортную тару.
5.13.5 Масса брутто транспортной тары с кругами не должна превышать 60 кг (за исключением случаев, когда собственная масса одного круга равна или превышает 60 кг). Примечание — Масса брутто транспортной тары, поддона с кругами при загрузке и выгрузке электропогрузчиком (транспортной тележкой-подъемником) не должна превышать 1 т.
Насколько твёрдым должен быть круг шлифовальный?
Большое влияние на процесс шлифования также оказывает твёрдость круга. Обозначается этот показатель следующими марками:
- F, G, очень мягкие;
- H, I, J, мягкие;
- K, L, среднемягкие;
- M, N, средние;
- O, P, Q, среднетвёрдые;
- R, S, твёрдые;
- T, очень твёрдые;
- V, чрезвычайно твёрдые.
Мягкий круг
абразивный шлифовальный используется во время чистовой обработки твёрдых материалов.Оснастку под марками «M» и «N»применяют во время обдирочных работ.Среднетвёрдый и твёрдыйшлифовальный круг для болгарки хорошо обрабатывает непрочные и мягкие материалы.
Оснастка для полировки отличается разнообразием форм. В последнее время популярность приобрёл
шлифовальный круг на липучке.
Особенность данного рабочего элемента заключается в системе крепления. Такая оснастка фиксируется на опорной тарелке посредством специальной липучки. Данная система позволяет быстро менять расходники в процессе работы, обеспечивает надёжное сцепление и не даёт рабочему элементу смещаться.
Зачастую круг шлифовальный на липучке используется для подготовки поверхности к отделочным работам и покрытию лакокрасочным слоем. Такой оснасткой также удобно снимать налёт, ржавчину и застарелую пыль.
В профессиональной среде до сих пор пользуется популярностью
круг алмазный шлифовальный.
Применяется такая оснастка для обработки керамики, мрамора, бетона, пластмассы и кварцита. Также используется в тех случаях, когда поверхность не поддаётся шлифовке рабочими элементами с высокой жесткостью зерна.
Круг
алмазныйшлифовальный требует наличия на обратной стороне липучки.
Зачастую её изготавливают из велкроткани. Это позволяет оснастке сохранить максимальную гибкость и эластичность. Круг алмазный шлифовальный используется в обработке не только ровных плоскостей, но и в отделке заготовок с плавными линиями и изгибами. Однако такая оснастка восприимчива к острым предметам и может потерять свои эксплуатационные характеристики во время работы с резкими углами.
Тип основы шлифовальных кругов
Как и любая другая абразивная оснастка, шлифовальный круг на липучке может быть выполнен на основе:
- бумаги;
- ткани;
- плёнки.
Мягкий круг шлифовальный по дереву проходит лучше всего. В качестве основы для обработки нетвердых материалов используют
бумагу.
Такая оснастка обладает высокой эластичностью, но низкой прочностью.
Круг шлифовальный на липучке
с тканевой основойотличается более высокой устойчивостью и не уступает в гибкости бумажным аналогам.
Фибра
представляет собой прессованный картон с клеевым составом.
Купить шлифовальный круг с такой основой советуют для грубых работ во время обработки металла.
Оснастка
на плёночной основеотличается высокими эксплуатационными характеристиками.
Такой рабочий элемент предназначен для деликатной работы по лакокрасочным покрытиям, пластику или стеклу. Цена на круг шлифовальный с такой основой несколько выше, однако плёнка отличается высоким уровнем эластичности.
По мнению мастеров, круг шлифовальный по дереву проходит лучше всего, если он выполнен
из наждачной бумаги на жёсткой основе.
Для придания заготовке гладкой поверхности профессионалы используют оснастку с мелкой зернистостью. В случаях, когда нужно снять только часть слоя, круг шлифовальный по дереву применяют со средней зернистостью. Старые лакокрасочные слои снимают с поверхности оснасткой с крупными частицами.
Другие виды шлифовальных кругов
В обработке дерева и металла нередко используют круг шлифовальный
лепестковый.
Такой вид оснастки отличается конструкцией, в ней рабочая поверхность разделена на сегменты. Это позволяет добиться максимальной эффективности в зачистке сварочных швов или кромок, удалении ржавчины, окалины и заусенцев, а также во время подготовки поверхности к покраске.
Круг шлифовальный лепестковый отличается длительным сроком эксплуатации, при этом поверхность истирается равномерно. Это позволяет использовать оснастку до полного износа. Кроме того, круг шлифовальный лепестковый выдерживает постоянную скорость вращения, работает без шума и вибрации.
Зернистость шлифовальных кругов и их размерность определяет ГОСТ.
Выбор подходящей оснастки зависит от параметров болгарки, станка и любого другого инструмента, а также от физических характеристик расходника.
Наиболее широкое распространение получили шлифовальные круги следующих
размеров: 115, 125, 180, 230 мм.
Круг шлифовальный 150 мм может быть выполнен из любого абразива и, как правило, находит применение в финишной обработке деталей. Кроме того, такой размер оснастки считается оптимальным для работы на средней скорости. Мастера считают круг шлифовальный 150 мм удобным для обработки поверхностей круглых заготовок диаметром до 1100 мм. Меньшая по размеру оснастка используется для работы с некрупными деталями.
Круг шлифовальный 125 мм подходит для окончательной и профильной обработки, заточки режущих элементов и работы с тонкостенными деталями. Оснастка этого размера зачастую отличается надёжным креплением и прочным основанием. Кроме того, круг шлифовальный 125 мм нередко используется для обработки деревянных заготовок. Благодаря отверстиям такой рабочий элемент быстро отводит пыль.
Каким бы ни был диаметр круга, важно обращать внимание на характеристики шлифовального инструмента. Оснастка должна быть совместимой с устройством, чтобы обработка поверхностей оставалась максимально эффективной.
Основные стандарты для шлифовальных кругов
Для механической обработки поверхностей используются специальные абразивные инструменты, которые получили название шлифовальных кругов. Федеральные требования касательно таких устройств касаются технических характеристик и эксплуатационных особенностей оборудования. ГОСТы для шлифовальных кругов условно делятся по классификации самого инструмента и по области использования. Так, для алмазных шлифкругов установлены следующие стандарты:
- ГОСТ 16115-88. Данный стандарт указывает на область использования оборудования – обработка горных пород, огнеупорных покрытий и неметаллических строительных материалов.
- ГОСТ 16167-90. Согласно данному стандарту, круги должны иметь определенную форму и установленный показатель относительной концентрации 50, 75, 100 и 150.
- ГОСТ 16168-91. Производитель обязан соблюдать установленную размерную линейку, в которой прописаны все допустимые размеры шлифовальных кругов плоской формы с алмазным покрытием.
- ГОСТ 16169-81. Описание, характеристики и область использования трехсторонних алмазных кругов для шлифования даны в отдельном стандарте, так как подобное оборудование используется в определенных обстоятельствах.
Федеральные стандарты не только прописывают эксплуатационные особенности шлифовальных кругов разного типа, но и устанавливают размеры изделий, а также форму самого изделия. В зависимости от формы круга используется определенный стандарт, так как предельные нагрузки во многом зависят от конфигурации устройства.