Спиральные сверла по металлу: стандартные размеры и диаметры
Инструменты этого типа используют для выполнения большинства операций в промышленности и быту. В домашних условиях чаще всего применяют спиральные сверла с цилиндрическими хвостовиками, а на производстве — с коническими. Диаметры и размеры бытовых и промышленных сверл по металлу отличаются.
Таблица диаметров и размеров спиральных сверл по металлу с цилиндрическими хвостовиками
Инструменты этого типа изготавливают по ГОСТу 886-77. Чаще всего используют стали следующих марок.
- Р6М5.
- Р6М5К5.
- Р18.
- HSS.
Фотография №1: спиральные сверла по металлу с цилиндрическими хвостовиками
Стандартные диаметры сверл по металлу с цилиндрическими хвостовиками варьируются в диапазоне от 1 до 31,5 мм. Инструменты с увеличенными габаритами изготавливают по спецзаказам от цехов и мастерских.
Стандартные диаметры и размеры сверл по металлу с цилиндрическими хвостовиками представлены в размещенной ниже таблице.
| Диаметр сверла | Общая длина | Длина рабочей части |
| 1 мм | 56 мм | 33 мм |
| 1,1 мм | 60 мм | 37 мм |
| 1,2 мм | 65 мм | 41 мм |
| 1,3 мм | ||
| 1,4 мм | 70 мм | 45 мм |
| 1,5 мм | ||
| 1,6 мм | 76 мм | 50 мм |
| 1,7 мм | ||
| 1,8 мм | 80 мм | 53 мм |
| 1,9 мм | ||
| 1,95 мм | 85 мм | 56 мм |
| 2 мм | ||
| 2,05 мм | ||
| 2,1 мм | ||
| 2,15 мм | 90 мм | 59 мм |
| 2,2 мм | ||
| 2,25 мм | ||
| 2,3 мм | ||
| 2,35 мм | ||
| 2,4 мм | 95 мм | 62 мм |
| 2,45 мм | ||
| 2,5 мм | ||
| 2,55 мм | ||
| 2,6 мм | ||
| 2,65 мм | ||
| 2,7 мм | 100 мм | 66 мм |
| 2,75 мм | ||
| 2,8 мм | ||
| 2,85 мм | ||
| 2,9 мм | ||
| 2,95 мм | ||
| 3,0 мм | ||
| 3,1 мм | 106 мм | 69 мм |
| 3,15 мм | ||
| 3,2 мм | ||
| 3,3 мм | ||
| 3,35 мм | ||
| 3,4 мм | 112 мм | 73 мм |
| 3,5 мм | ||
| 3,6 мм | ||
| 3,7 мм | ||
| 3,8 мм | 119 мм | 78 мм |
| 3,9 мм | ||
| 4,0 мм | ||
| 4,1 мм | ||
| 4,2 мм | ||
| 4,25 мм | ||
| 4,3 мм | 126 мм | 82 мм |
| 4,4 мм | ||
| 4,5 мм | ||
| 4,6 мм | ||
| 4,7 мм | ||
| 4,8 мм | 132 мм | 87 мм |
| 4,9 мм | ||
| 5,0 мм | ||
| 5,1 мм | ||
| 5,2 мм | ||
| 5,3 мм | ||
| 5,4 мм | 139 мм | 91 мм |
| 5,5 мм | ||
| 5,6 мм | ||
| 5,7 мм | ||
| 5,8 мм | ||
| 5,9 мм | ||
| 6,0 мм | ||
| 6,1 мм | 148 мм | 97 мм |
| 6,2 мм | ||
| 6,3 мм | ||
| 6,4 мм | ||
| 6,5 мм | ||
| 6,6 мм | ||
| 6,7 мм | ||
| 6,8 мм | 156 мм | 102 мм |
| 6,9 мм | ||
| 7,0 мм | ||
| 7,1 мм | ||
| 7,2 мм | ||
| 7,3 мм | ||
| 7,4 мм | ||
| 7,5 мм | ||
| 7,6 мм | 165 мм | 109 мм |
| 7,7 мм | ||
| 7,8 мм | ||
| 7,9 мм | ||
| 8,0 мм | ||
| 8,1 мм | ||
| 8,2 мм | ||
| 8,3 мм | ||
| 8,4 мм | ||
| 8,5 мм | ||
| 8,6 мм | 175 мм | 115 мм |
| 8,7 мм | ||
| 8,8 мм | ||
| 8,9 мм | ||
| 9,0 мм | ||
| 9,1 мм | ||
| 9,2 мм | ||
| 9,3 мм | ||
| 9,4 мм | ||
| 9,5 мм | ||
| 9,6 мм | 184 мм | 121 мм |
| 9,7 мм | ||
| 9,8 мм | ||
| 9,9 мм | ||
| 10,0 мм | ||
| 10,1 мм | ||
| 10,2 мм | ||
| 10,3 мм | ||
| 10,4 мм | ||
| 10,5 мм | ||
| 10,6 мм | ||
| 10,7 мм | 195 мм | 128 мм |
| 10,8 мм | ||
| 10,9 мм | ||
| 11,0 мм | ||
| 11,1 мм | ||
| 11,2 мм | ||
| 11,3 мм | ||
| 11,4 мм | ||
| 11,5 мм | ||
| 11,6 мм | ||
| 11,7 мм | ||
| 11,8 мм | ||
| 11,9 мм | 205 мм | 134 мм |
| 12,0 мм | ||
| 12,1 мм | ||
| 12,2 мм | ||
| 12,3 мм | ||
| 12,4 мм | ||
| 12,5 мм | ||
| 12,6 мм | ||
| 12,7 мм | ||
| 12,8 мм | ||
| 12,9 мм | ||
| 13,0 мм | ||
| 13,1 мм | ||
| 13,2 мм | ||
| 13,3 мм | 214 мм | 140 мм |
| 13,4 мм | ||
| 13,5 мм | ||
| 13,6 мм | ||
| 13,7 мм | ||
| 13,75 мм | ||
| 13,8 мм | ||
| 13,9 мм | ||
| 14,0 мм | ||
| 14,25 мм | 220 мм | 144 мм |
| 14,5 мм | ||
| 14,75 мм | ||
| 15,0 мм | ||
| 15,25 мм | 227 мм | 149 мм |
| 15,4 мм | ||
| 15,5 мм | ||
| 15,75 мм | ||
| 16,0 мм | ||
| 16,25 мм | 235 мм | 154 мм |
| 16,5 мм | ||
| 16,75 мм | ||
| 17,0 мм | ||
| 17,25 мм | 241 мм | 158 мм |
| 17,4 мм | ||
| 17,5 мм | ||
| 17,75 мм | ||
| 18,0 мм | ||
| 18,25 мм | 247 мм | 162 мм |
| 18,5 мм | ||
| 18,75 мм | ||
| 19,0 мм | ||
| 19,25 мм | 254 мм | 166 мм |
| 19,4 мм | ||
| 19,5 мм | ||
| 19,75 мм | ||
| 20,0 мм | ||
| 20,25 мм | 261 мм | 171 мм |
| 20,5 мм | ||
| 20,75 мм | ||
| 21,0 мм | ||
| 21,25 мм | 268 мм | 176 мм |
| 21,5 мм | ||
| 21,75 мм | ||
| 22,0 мм | ||
| 22,25 мм | ||
| 22,5 мм | 275 мм | 180 мм |
| 22,75 мм | ||
| 23,0 мм | ||
| 23,25 мм | ||
| 23,5 мм | ||
| 23,75 мм | 282 мм | 185 мм |
| 24,0 мм | ||
| 24,25 мм | ||
| 24,5 мм | ||
| 24,75 мм | ||
| 25,0 мм | ||
| 25,25 мм | 290 мм | 190 мм |
| 25,5 мм | ||
| 25,75 мм | ||
| 26,0 мм | ||
| 26,25 мм | ||
| 26,5 мм | ||
| 26,75 мм | 298 мм | 195 мм |
| 27,0 мм | ||
| 27,25 мм | ||
| 27,5 мм | ||
| 27,75 мм | ||
| 28,0 мм | ||
| 28,25 мм | 307 мм | 201 мм |
| 28,5 мм | ||
| 28,75 мм | ||
| 29,0 мм | ||
| 29,25 мм | ||
| 29,5 мм | ||
| 29,75 мм | ||
| 30,0 мм | ||
| 30,25 мм | 316 мм | 207 мм |
| 30,5 мм | ||
| 30,75 мм | ||
| 31,0 мм | ||
| 31,25 мм | ||
| 31,5 мм |
Таблица №1: стандартные размеры и диаметры спиральных сверл по металлу с цилиндрическими хвостовиками
Размеры и диаметры спиральных сверл по металлу с коническими хвостовиками
Инструменты этого типа изготавливают по ГОСТу 10903-77 из сталей марок Р9, Р18, Р6М5, Р6М5К5 и HSS. Диаметры спиральных сверл по металлу с коническими хвостовиками варьируются в пределах от 5 до 80 мм.
Фотография №2: спиральные сверла по металлу с коническими хвостовиками
Точные данные по размерам приведены в размещенной ниже таблице.
| Диаметр сверла | Общая длина | Длина режущей части |
| 5 мм | 133 мм | 52 мм |
| 5,2 мм | ||
| 5,5 мм | 138 мм | 57 мм |
| 5,8 мм | ||
| 6,0 мм | ||
| 6,2 мм | 144 мм | 63 мм |
| 6,4 мм | ||
| 6,5 мм | ||
| 6,6 мм | ||
| 6,8 мм | 150 мм | 69 мм |
| 7,0 мм | ||
| 7,2 мм | ||
| 7,4 мм | ||
| 7,5 мм | ||
| 7,6 мм | 156 мм | 75 мм |
| 7,8 мм | ||
| 8,0 мм | ||
| 8,2 мм | ||
| 8,4 мм | ||
| 8,5 мм | ||
| 8,8 мм | 162 мм | 81 мм |
| 9,0 мм | ||
| 9,2 мм | ||
| 9,5 мм | ||
| 9,8 мм | 168 мм | 87 мм |
| 10,0 мм | ||
| 10,2 мм | ||
| 10,5 мм | ||
| 10,8 мм | 175 мм | 94 мм |
| 11,0 мм | ||
| 11,2 мм | ||
| 11,5 мм | ||
| 11,8 мм | ||
| 12,0 мм | 182 мм | 101 мм |
| 12,2 мм | ||
| 12,5 мм | ||
| 12,8 мм | ||
| 13,0 мм | ||
| 13,2 мм | ||
| 13,5 мм | 189 мм | 108 мм |
| 13,75 мм | ||
| 13,8 мм | ||
| 14,0 мм | ||
| 14,25 мм | 212 мм | 114 мм |
| 14,5 мм | ||
| 14,75 мм | ||
| 15,0 мм | ||
| 15,25 мм | 218 мм | 120 мм |
| 15,5 мм | ||
| 15,75 мм | ||
| 16,0 мм | ||
| 16,25 мм | 223 мм | 125 мм |
| 16,5 мм | ||
| 16,75 мм | ||
| 17,0 мм | ||
| 17,25 мм | 228 мм | 130 мм |
| 17,5 мм | ||
| 17,75 мм | ||
| 18,0 мм | ||
| 18,25 мм | 233 мм | 135 мм |
| 18,5 мм | ||
| 18,75 мм | ||
| 19,0 мм | ||
| 19,25 мм | 238 мм | 140 мм |
| 19,5 мм | ||
| 19,75 мм | ||
| 20,0 мм | ||
| 20,25 мм | 243 мм | 145 мм |
| 20,5 мм | ||
| 20,75 мм | ||
| 21,0 мм | ||
| 21,25 мм | 248 мм | 150 мм |
| 21,5 мм | ||
| 21,75 мм | ||
| 22,0 мм | ||
| 22,25 мм | ||
| 22,5 мм | 253/276 мм | 155 мм. |
| 22,75 мм | ||
| 23,0 мм | ||
| 23,25 мм | ||
| 23,5 мм | ||
| 23,75 мм | 281 мм | 160 мм |
| 23,9 мм | ||
| 24,0 мм | ||
| 24,25 мм | ||
| 24,5 мм | ||
| 24,75 мм | ||
| 25,0 мм | ||
| 25,25 мм | 286 мм | 165 мм |
| 25,5 мм | ||
| 25,75 мм | ||
| 26,0 мм | ||
| 26,25 мм | ||
| 26,5 мм | ||
| 26,75 мм | 291 мм | 170 мм |
| 27,0 мм | ||
| 27,25 мм | ||
| 27,5 мм | ||
| 27,75 мм | ||
| 28,0 мм | ||
| 28,25 мм | 296 мм | 175 мм |
| 28,5 мм | ||
| 28,75 мм | ||
| 29,0 мм | ||
| 29,25 мм | ||
| 29,5 мм | ||
| 29,75 мм | ||
| 30,0 мм | ||
| 30,25 мм | 301/306 мм | 180 мм |
| 30,5 мм | ||
| 30,75 мм | ||
| 31,0 мм | ||
| 31,25 мм | ||
| 31,5 мм | ||
| 31,75 мм | ||
| 32,0 мм | 334 мм | 185 мм |
| 32,25 мм | ||
| 32,5 мм | ||
| 32,75 мм | ||
| 33,0 мм | ||
| 33,25 мм | ||
| 33,5 мм | ||
| 34,0 мм | 339 мм | 190 мм |
| 34,5 мм | ||
| 35,0 мм | ||
| 35,25 мм | ||
| 35,5 мм | ||
| 35,75 мм | 344 мм | 195 мм |
| 36,0 мм | ||
| 36,25 мм | ||
| 36,5 мм | ||
| 37,0 мм | ||
| 37,5 мм | ||
| 38,0 мм | 349 мм | 200 мм |
| 38,25 мм | ||
| 38,5 мм | ||
| 39,0 мм | ||
| 39,25 мм | ||
| 39,5 мм | ||
| 40,0 мм | ||
| 40,5 мм | 354 мм | 205 мм |
| 41,0 мм | ||
| 41,25 мм | ||
| 41,5 мм | ||
| 42,0 мм | ||
| 42,5 мм | ||
| 43,0 мм | 359 мм | 210 мм |
| 43,25 мм | ||
| 43,5 мм | ||
| 44,0 мм | ||
| 44,5 мм | ||
| 45,0 мм | ||
| 45,25 мм | 364 мм | 215 мм |
| 45,5 мм | ||
| 46,0 мм | ||
| 46,5 мм | ||
| 47,0 мм | ||
| 47,5 мм | ||
| 48,0 мм | 369/374 мм | 220 мм |
| 48,5 мм | ||
| 49,0 мм | ||
| 49,5 мм | ||
| 50,0 мм | ||
| 50,5 мм | ||
| 51,0 мм | 412 мм | 225 мм |
| 51,5 мм | ||
| 52,0 мм | ||
| 53,0 мм | ||
| 54,0 мм | 417 мм | 230 мм |
| 55,0 мм | ||
| 56,0 мм | ||
| 57,0 мм | 422 мм | 235 мм |
| 58,0 мм | ||
| 59,0 мм | ||
| 60,0 мм | ||
| 61,0 мм | 427 мм | 240 мм |
| 62,0 мм | ||
| 63,0 мм | ||
| 64,0 мм | 432 мм | 245 мм |
| 65,0 мм | ||
| 66,0 мм | ||
| 67,0 мм | ||
| 68,0 мм | 437 мм | 250 мм |
| 69,0 мм | ||
| 70,0 мм | ||
| 71,0 мм | ||
| 72,0 мм | 442 мм | 255 мм |
| 73,0 мм | ||
| 74,0 мм | ||
| 75,0 мм | ||
| 76,0 мм | 514 мм | 260 мм |
| 77,0 мм | ||
| 78,0 мм | ||
| 79,0 мм | ||
| 80,0 мм |
Таблица №2: размеры и диаметры стандартных спиральных сверл по металлу с коническими хвостовиками
Диаметры и размеры корончатых сверл по металлу
Корончатые сверла по металлу применяют для получения сквозных отверстий с малыми глубинами, но большими диаметрами. Они могут достигать 150 мм. Глубина резания при этом варьируется в пределах от 5 до 50 мм.
Фотография №3: корончатые сверла по металлу
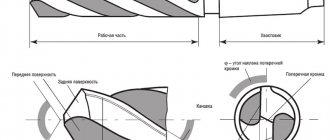
Изучите конструктивные особенности корончатых сверл на схеме.
Изображение №1: конструктивные особенности корончатого сверла по металлу.
Стандартные диаметры и размеры корончатых сверл по металлу представлены в таблице ниже.
| D | d 1 (пред. откл. по А3) | d | b | Количество пластинок |
| 16 | 11 | 4 | 8 | 3 |
| 20 | 15 | 6 | 12 | |
| 25 | 18 | 15 | 4 | |
| (30) | 24 | 21 | ||
| 32 | 10 | 20 | ||
| (36) | 28 | 24 | ||
| 40 | 32 | 28 | ||
| (45) | 36 | 32 | ||
| 50 | 42 | 38 | ||
| 75 | 68 | 64 | 6 | |
| 85 | 78 | 74 |
Таблица №3: стандартные диаметры и размеры корончатых твердосплавных сверл по металлу (ГОСТ 17013-71)
Глубокое сверление
Вид механической обработки черных металлов путем резания отверстий вращающимися механизмами называют сверлением.
Различают простое и глубокое сверление.
Во втором случае глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d). При помощи сверл получают отверстия различной глубины и диаметра или многогранного сечения.
Это интересно: Шабер слесарный: назначение и виды инструмента для шабрения
Виды отверстий в металле и как их сделать
Есть такие типы отверстий:
- Сквозные.
- Глухие.
- Глубокие.
- Половинчатые (неполные).
- Для внутренней резьбы.
- С большим диаметром.
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Отверстия с уступами будут получать при применении двух способов одновременно:
- Рассверливание – для этого потребуется высверливать отверстие на всю глубину при помощи сверла малого диаметра, а после на заданную глубину следует рассверлить сверлами с диаметром от меньшего к большему. Преимуществом такого способа является прекрасное центрированное отверстие.
- Уменьшаем диаметр. Для этого на заданную глубину потребуется просверлить отверстие с максимальным диаметром, а после сверла нужно поменять с последовательным уменьшением диаметра и углублением отверстий. При таком способе будет куда легче контролировать глубину всех ступеней.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Техника безопасности
Для того, чтобы сделать отверстия в металле, потребуются не только навыки и инструменты, но и следование ТБ:
- До начала проверьте все крепления.
- Одежда при работе с дрелью или на станке не должна быть с элементами, которые могут попасть под действие вращающихся деталей.
- Сверло при приближении к металлу должно вращаться, в противном случае оно быстро затупится.
- Вынимать сверло нужно не выключая устройство, постепенно снижайте обороты.
- Если сверло не углубляется в металл, то его твердость меньше, чем у заготовки.
- Если сверло малого диаметра плохо закреплено в патроне, то следует намотать его на хвостовик латунную проволоку, чтобы увеличивать диаметр захвата.
- Если поверхность обрабатываемого материала полированная, то нужно надеть фетровую шайбу на сверло – это поможет не нанести царапины.
Как видите, все очень просто.