Инструмент режущего типа, предназначен для проведения финишной зачистки отверстий, полученных путем сверления, растачивания и зенкерования. Развертка благодаря большому количеству кромок, от 4 до 14, позволяет достигнуть точности до 9 квалитета. Инструмент вращается, одновременно с этим совершая поступательные движения вдоль оси. Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.
Виды разверток
— Машинного типа, оснащены хвостовиком в виде конуса Морзе или цилиндра, необходимого для получения гладкой поверхности после сверления и подгонки отверстия под точные размеры. Различают цельные и насадные по способу крепления;
— Ручные развертки, выполнены в форме цилиндра, по всей длине располагаются острые грани (винтовые и прямые). Для удобного хвата используется одновременно с воротком;
— Регулируемые, позволяют выставлять разные диаметры в пределах от 1 до 3 мм;
— Разжимные или раздвижные, внутри которых размещен шарик, а в нижней части винт. Приводя в движение винт, шарик продвигается вперед, тем самым раздвигая грани и увеличивая диаметр инструмента;
— Конические, имеют форму конуса, используются в промышленности.
Способ применения
Машинная развертка может быть установлена в сверлильный или токарный станок, для ручной потребуется вороток. Для установки размера разжимной развертки потребуется два ключа. Открутив верхнюю гайку необходимо затягивать нижнюю до получения необходимого размера. Для регулировки раздвижной развертки понадобится отвертка, которой необходимо подтягивать расположенный на торце винт до получения требуемого размера. При установке развертки обязательно понадобится штангенциркуль либо, при необходимости получения особо точного размера, микрометр.
Новости
Доставка — в штатном режиме
Адресная доставка и до транспортной компании
Принцип действия развертки
Принцип работы инструмента заключается в его кромках – зубцах. Их может быть от 4 до 14. Благодаря кромкам в процессе обработки отверстия снимается припуск. Помогает процессу сверления не только вращение инструмента, важна также подача, которую выполняют в направлении к оси калибруемой проймы. За счёт принципа работы, возможно снимать с изделия тончайший слой металла, не повреждая ни поверхность, ни инструмент. Металлорежущим изделием, механического или ручного типа, можно сделать сверхточное отверстие с минимальной шероховатостью.
Что нужно знать
Даже работаю вручную, есть возможность застраховать себя от сбившейся оси. Казалось бы, без станка четко зафиксировать центр и выдержать его все равно не выйдет. Но способ есть – нужно просто приобрести тип оборудования с соосником. И тогда человеческий фактор будет нивелирован. Правда, других преимуществ машинной обработки модель не предоставляет, учтите этот момент.
Конструкция развертки
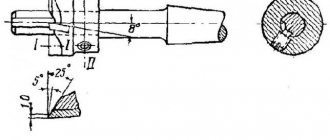
Развёртка состоит из режущей поверхности, калибрующей части, зубьев, канавок, зажимов, заднего и переднего углов резания. В режущей части различается угол конуса. Для ручных инструментов он составляет 1-2 градуса, а у машинной оснастки доходит до 15 градусов. Калибровочная часть состоит из конусного и цилиндрического участка.
Цилиндрическая основа градуирует отверстие в металлическом изделии, а задача обратной конусности – уменьшить трение в процессе калибровки. От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие. Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления. Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
Типичные приемы работы
Сверло всегда должно подбираться с учетом диаметров разверток, которые будут дальше применяться. Обязательно необходимо оставлять маленький припуск, что означает, что сверло должно быть чуть меньше в пределах 0,2-0,3 миллиметра для чернового развертывания и не больше 0,05-0,1 миллиметра для чистовой процедуры. Увеличения размеров припусков зачастую являются причиной ускоренного износа заборной части и ухудшают окончательную точность вкупе со снижением качества получаемой поверхности.
Алгоритм работы вручную:
- Прибор закрепляется в воротке, после чего смазывается;
- Заборный элемент должен вводиться таким образом, чтобы ось отверстия и развертки совпадали;
- Для проверки точности положения нужно использовать угольник с двумя, расположенными перпендикулярно, плоскостями;
- Вращение всегда начинается с правой стороны при осуществлении небольшого давления поверх воротка;
- Само вращение происходит на небольшой скорости и в плавном режиме (даже при достаточно легком продвижении наращивать скорость не рекомендуется);
- Не допускается вращение в обратную сторону, ибо возникают риски повреждения кромок для резки и образования задиров в отверстии;
- Весь процесс разворачивания производится за один присест с одной стороны.
Машинная развертка
Этот способ используется в тех случаях, когда имеется цель в достижении максимальной точности, а какие-либо отклонения требуется исключить полностью. При выполнении разверточных операций на станке, устанавливаемый инструмент должен быть хорошо смазан так, как бы если он использовался для первичного сверления или нарезания резьбы.
Оптимальным вариантом станет такая ситуация, когда разверточная процедура посредством станка будет проведена сразу же после сверления паза. В этом случае разверточный инструмент пойдет по такой же траектории, что и ранее используемое сверло, ибо положение детали не будет изменяться. Таким образом, произойдет плавное вхождение прибора, при том, что на все зубцы будет оказываться равномерное давление. Это одновременно и увеличит точность и минимизирует вибрации.
Стоит отметить, что не следует проводить развертывание на повышенных скоростях. Показатель оптимальной скорости должен быть в 3 раза меньше, нежели скорость сверла в процессе сверления. Все это позволит обеспечить увеличение точности, создать минимальный уровень перегрева, снизить степень стирания лезвий.
Уход за разверточным инструментом
Сам по себе рассматриваемый прибор является довольно-таки дорогостоящим, поэтому, в целях недопущения излишних затрат в будущем, ему стоит обеспечить надлежащий уход за режущими краями, что существенно повысит его эксплуатационный срок. Профессионалы рекомендуют хранить прибор в закрытом кейсе, дабы избежать вредного воздействия на него влажного воздуха или воды. Идеальным станет использование для каждой единицы инструментария отдельного собственного кейса, путем чего исключается излишний контакт с другими единицами оборудования.
По завершению процесса использования, режущие края инструмента следует зачистить от смазки и налипшей металлической стружки. Если подобную операцию не производить, то в дальнейшем мелкие металлические фрагменты покроются ржавчиной и плотно пристанут к краям, что ускорит их затупление. А это, в свою очередь, приведет к тому, что на поверхности обрабатываемой детали начнут оставаться разводы ржавчины.
Процесс развертывания отверстий
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.
Вместо эпилога
Проведенным анализом рынка установлено, что большинство представленных разверточных изделий предназначены для ручной работы. При чем отрадно, что в большинстве сегментов лидируют российские изготовители, предлагая качество выше среднего при достаточно адекватных ценах. В то же время, машинные образцы больше представлены иностранными производителями, но они не пользуются высоким спросом по причине их узкой специализированности. Таким образом, подбор качественного инструментария для разверточных работ не представляет особых проблем. Одновременно, заказ необязательно осуществлять лишь в розничных сетях — качественные образцы возможно приобрести и через интернет-площадки, при этом знатно сэкономив на цене без включения в нее стоимость доставки.
Заточка разверток
Затачивание режущего металлоинструмента должен осуществлять только мастер с опытом и высокой квалификацией. Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция, которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже 8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.
Производители
На текущий момент на рынке не так и много видных брендов, которые достойны упоминания. Среди зарубежных компаний отдельно хотелось бы отметить, Bahco и Licota, а также внимания заслуживает Rock FORCE.
А вот наш отечественный производитель зачастую при неплохом качестве выставляет более приятные цены. ТЕХМАШ или Русский инструмент, а также АвтоДело – эти фирмы смогут дать серьезный конкурентный бой зарубежным компаниям.Обращайтесь в , и мы подберем необходимое вам оборудование. Свяжитесь с нами по контактному номеру для консультации.
Что же, наш обзор подошел к завершению. Теперь вы точно знаете, для чего применяют развертки. И без труда сможете подобрать для себя самую результативную и подходящую продукцию.
Какие отверстия обрабатывают развертками
Режущим инструментом мастер может обработать отверстия цилиндрической или конической формы. Цилиндрические проймы создаются развёртками с основной частью в форме цилиндра. Используют ручные или машинные инструменты.
Конические отверстия выполняются развертками конической формы, но не сразу. Обычно, процесс делится на три этапа: черновая обработка, промежуточная и чистовой вариант. Проверку готового конического отверстия выполняют режущим изделием с конусным калибром.
Самодельные приборы: стоит ли использовать?
По причине того, что рассматриваемый прибор призван обеспечивать высокую точность конечного результата, его самодельные варианты встречаются крайне редко. Данное обстоятельство также сопряжено с использованием специального оборудования для его изготовления, так как придется обрабатывать различные виды стали, что при неверном выборе скажется на снижении надежности и эффективности. Однако, проще всего в бытовых условиях изготовить конический инструмент для расширения пазов в мягких металлах. Таким образом, профессионалы советуют не испытывать судьбу и применять приборы исключительно заводского изготовления.
Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
Содержание: Скрыть Открыть
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.
Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Рекомендации
- «Зажимные развертки | Гаммонс Хоглунд». gammons.com
. Получено 2020-07-22. - «Зажимные развертки | Гаммонс Хоглунд». gammons.com
. Получено 2020-07-15. - «Исследование римеров». Calvalves.com. Получено 2013-11-17.
- «Развертка направляющей клапана двигателя». Calvalves.com. Получено 2013-11-17.
- ^ абcdе
Тодд, Аллен и Элтинг, 1994 г., стр. 109–115 - «Регулируемый пистолет для холодного воздуха и регулируемый пистолет для горячего воздуха с использованием вихревой трубки и сжатого воздуха производства ITW Vortec, вихревых трубок, вихревых трубок, охлаждения сжатым воздухом». Newmantools.com. Получено 2013-11-17.
- https://www.asme.org/products/codes-standards/b942-1995-reamers
Библиография
- Тодд, Роберт Х .; Аллен, Делл К .; Альтинг, Лео (1994), Справочное руководство по производственным процессам
, Industrial Press Inc., ISBN 0-8311-3049-0 .
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Конструктивные разновидности
По конструктивным особенностям приборы можно подразделить на три класса:
- Цельные;
- Насаживаемые;
- Настраиваемые (регулируемые).
Цельные модели представляют из себя полностью отлитый образец с хвостовиком и изготавливаются из легированной углеродистой стали. В иных случаях они могут отливаться из быстрорежущей стали. Эти модели являются самыми распространенными и имеют доступную стоимость.
Насаживаемые развертки выглядят как трубки со внутренним отверстием. Их внешний диаметр может достигать 300 миллиметров. Чаще всего они используются в машинной обработке, ибо их хвостовик специально предназначен для фиксации в станочном патроне. Считаются довольно-таки универсальными моделями, т.к. их хвостовик может быть выточен под различные станочные вариации.
Регулируемые (настраиваемые) выполняются в диаметре до 50 миллиметров и данный показатель может изменяться путем настройки. Эти образцы могут заменить собой несколько видов классических разверток, однако, настраиваемый диапазон достаточно невелик. Для самых миниатюрных моделей этот показатель достигает долей миллиметра. Все же, главным плюсом этих вариаций является не только возможность подстройки диаметра, но и их длительный эксплуатационный ресурс. Суть в том, что классические развертки могут стираться со временем, а настраиваемые всегда можно подрегулировать до нужного диаметра. По мере стирания заточки лезвий, снижается лишь максимальная толщина обрабатываемого отверстия, которое всегда возможно развернуть.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические — ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
Развертки для металла позволяют получить отверстия 2 и 3 класса точности, и 7 и 8 класса чистоты.
Выделяются 2 основных разновидности разверток:
Размеры ручных разверток:
Цилиндрическая развертка:
— номинальный диаметр: от 3 (мм) до 50 (мм) ; — общая длина: от 80 (мм) до 360 (мм) ; — длина режущей части: от 40 (мм) до 190 (мм) ; — длина режущей части: от 4 до 10 d; — величина обратной конусности: 0.01 — 0.05 (мм) на 100 (мм) ; — передний угол: 5 — 10 ° ; — задний угол: 5 — 12 ° .
Коническая развертка:
— диаметр средней части конуса: от 7.067 (мм) до 44.399 (мм) ; — минимальный диаметр конуса: от 6.39 (мм) до 40.978 (мм) ; — максимальный диаметр конуса: от 7.64 (мм) до 45.715 (мм) ; — общая длина: от 55 (мм) до 170 (мм) ; — длина режущей части: от 24 (мм) до 90 (мм) ; — документация: ГОСТ 11181-71 .
Размеры машинных разверток:
Развертка машинная насадная с пластинами:
— номинальный наружный диаметр: от 34 (мм) до 50 (мм) ; — внутренний диаметр: от 13 (мм) до 22 (мм) ; — общая длина: от 40 (мм) до 55 (мм) ; — число зубьев: от 6 (мм) до 10 (мм) .