Шкив для гриндера своими руками
Шкив для гриндера после собственно мотора − один из самых затратных элементов шлифовального станка. Готовая деталь стоит не менее 2 000 рублей. Однако, мастера для своих самоделок используют деревянные сборные конструкции из дерева. Рассмотрим коротко последовательность выточки шкива и роликов из толстой фанеры на станке ЧПУ.
| Иллюстрация | Описание действия |
| По специальному алгоритму машина начинает последовательно вырезать слои изделия точно по заданным размерам. | |
| Вот такие заготовки у нас получились. Дорезаем оставшиеся кольца по размерам. | |
| Из полученных колец собираем шкив и бочонки, скрепляем детали клеем. | |
| С помощью шлифовальной машины подрабатываем скосы для того, чтобы лента плотно держалась. | |
| Обрабатываем полученные конструкции пропиткой. |
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны.
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками.
Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Что лучше: теплый пол или батареи?
Теплый полБатареи
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Из чего состоит самодельный гриндер
Рассмотрим основные компоненты, из которых собран наш самодельный ленточно-шлифовальный станок.
Сборочный чертеж гриндера
- Ведущий ролик
- Натяжной ролик
- Ведомый ролик
- Второй ведомый ролик
- Рычаг натяжного ролика
- Подручник
- Консоль
- Упор
- Рама
Все компоненты станка просты в изготовлении при желании собрать его под силу каждому. Если у вас нет сварочного аппарата, то всегда, за небольшую плату, можно договориться с соседом. Или разрешить пользоваться самодельным гриндером при необходимости. Гриндер получится компактный и не тяжелый.
Виды шкивов
За тысячелетия применения конструкторы разработали множество конструкций шкивов ременных передач. Их классификация проводится по различным признакам.
По типу применяемого ремня различают:
Клиновидные
Самый распространенный вид изделия. Применяются с клиновидными ремнями. Боковые щеки дают дополнительную площадь зацепления, увеличивая возможности передачи по крутящему моменту и скорости вращения.
Наклон канавки обязательно указывается на чертеже детали.
Для того, чтобы снизить габариты передачи или повысить ее мощность, параллельно запускают несколько ручьев. Такие шкивы называются многоручьевыми, они имеют соответствующее количество канавок. Иногда на такой шкив надевают единый ремень с несколькими клиновидными выступами. Это поликлиновая передача.
На чертеже допустимо дать подробно изображение одной канавки и указать их количество. Детализация остальных на чертеже не требуется
При аварийном превышении допустимой нагрузки начинается проскальзывание, защищающее оборудование от повреждения.
Клиноременные передачи позволяют передавать наибольший крутящий момент.
Зубчатые
На внутренней поверхности ремня имеются зубчатые выступы, соответствующие их по шагу зубья сделаны и на поверхности обода. Зубчатоременные пары не проскальзывают и могут передавать больший крутящий момент. Они отличаются также точностью передачи углового положения вала, поэтому применяются в газораспределительных механизмах двигателей внутреннего сгорания. Оборотной стороной является отсутствие защитной функции от перегрузок. Обод изготавливается путем фрезерования. Встречается и изготовление методом обкатки. На чертеже детали обязательно следует указать точные параметры зуба, его шаг, высоту, профиль.
Плоскоременные
Классическая конструкция, применявшаяся в самых первых передачах. Гасит вибрацию и динамические нагрузки от ведущего вала. Отличаются низкой шумностью, ограниченным моментом и скоростью вращения.
С помощью дополнительных роликов можно связывать ведомые и ведущие валы, находящиеся в разных плоскостях, не соосные, изменять направление вращения. Таким образом можно заменить карданные и червячные передачи. Чертеж такого изделия наиболее простой, однако на нем следует указать радиусы сопряжения обода и щечек, если они предусмотрены. Иногда щек не предусматривают, а профиль обода делают выпуклым. В этом случае на чертеже следует указывать его радиус.
Круглоременные
Проточка в ободе имеет полукруглый профиль. Такие ременные передачи используют при небольших предаваемых моментах и скоростях вращения. Они также позволяют изменят направление вращения и связывать оси, находящиеся в разных плоскостях. На чертежах таких деталей указывается лишь радиус проточки канавки.
Вариаторные
Это наиболее сложные по конструкции устройства. обод выполнен в виде конуса с конической перемещающейся щекой. Клиноременное кольцо имеет возможность перемещаться по конусу в осевом направлении, с меньшего радиуса на больший. Второй шкив имеет обратную конусность, и привод при этом на нем перемещается с меньшего радиуса на больший. При этом передаточное число передачи меняется. Щеки обеих шкивов могут двигаться и в обратном направлении, меняя передаточное число в обратную сторону.
Преимущество конструкции заключается в том, что передаточное число можно менять без остановки вращения и не снимая с привода нагрузки. По чертежу бывает сложно понять принцип действия устройства. Трехмерное моделирование позволяет дополнять модели кинематическими симуляциями, наглядно демонстрирующими взаимодействие деталей механизма.
Источник
Спецификация на гриндер
Любой ленточный шлифовальный станок состоит из надежного каркаса и вспомогательных деталей. Основная задача при изготовлении станка расположить ролики в одной плоскости, иначе лента постоянно будет съезжать в сторону.
Гриндер своими руками
Также нужно обратить внимание на число оборотов привода. Для этого, как нельзя лучше, подойдет двигатель от стиральной машины.
Прежде чем приступить к изготовлению нам необходимо подготовить:
- Квадратная труба 30х30х2 – 250 мм.
- Квадратная труба 25х25х1,5 – 1250 мм. С учетом реза.
- Швеллер №21 – 350 мм.
- Полоса стальная 50х8 – 700 мм. (С запасом). Либо проушины от серьги рессоры Газели.
- Старая дверная петля.
- Лист 170х190х4 для изготовления упора.
- Лист фанеры 500х200х8 мм.
- Подшипники 201 – 9 шт.
- Полипропиленовые муфты на 32 – 6 шт.
- Полипропиленовая труба PN20 – 250 мм.
- Шпилька М8 – 1 шт.
- Шпилька М12 – 1 шт.
- Гайки М8.
- Пружина для натяжного рычага.
- Уголок № 5.0 для крепления двигателя к раме.
- Двигатель от стиральной машины.
Как сделать ролики для станка
Ролики, на которые помещается абразивная лента, могут быть подобраны из готовых образцов. Этот подход может быть реализован в том случае, если такая возможность существует. В большинстве случаев изготавливают ролики для гриндера своими руками. Их размеры колеблются от 70 мм до 150 мм. Он определяется шириной применяемой ленты. В этом случае используют следующий подход:
- Выбирают механизм натяжения ленты.
- Размеры каждого из роликов.
- Подбирают материал.
- Способы крепления.
Наиболее доступными материалами для изготовления роликов для гриндера считают дерево или фанеру, пвх заготовки, готовые подшипники. Для изготовления роликов из пвх трубы выбирают заготовку, у которой внутренний и внешний диаметр соответствует заданному на чертеже. Основным недостатком такого ролика является то, что при больших скоростях вращения происходит повышение температура. Поэтому полипропиленовый ролик может терять свою первоначальную форму.
Изготовление таких роликов из подшипников сводится к их подбору по внутреннему и внешнему диаметру. Профессионалы советуют выбирать подшипники не ниже шестого класса.
В отдельных случаях используют дерево. Например, можно изготовить ролики своими руками из фанеры. Вся конструкция получится достаточно лёгкая.
Основным условием является требование – петля вращения абразивной ленты должна быть надёжной долговечной. Натяжной ролик для гриндера должен иметь механизм регулировки, который будет обеспечивать требуемую степень натяжения.
Все ролики должны устанавливаться вертикально. Даже незначительное изменение относительного положения приведёт к быстрому разрыву ленты.
Лента все же лучше
Ленточный гриндер позволяет делать все то же, что и дисковый, и многое другое. Поэтому далее мы сосредоточимся на том, как своими руками сделать именно ленточный шлифовальный станок. Любители, ориентируясь на промышленные образцы, делают гриндеры порой весьма замысловатые, см. рис.:
Самодельные ленточные шлифовальные станки
И это оправдано: конструкция и кинематика ленточного гриндера весьма пластичны, что позволяет с успехом использовать подручные материалы и старый металлохлам. Нужно только соблюдать 3 принципа:
- Не делайте так, как на втором слева фото рис.: лента абразивной стороной должна касаться только обрабатываемой детали. Иначе абразив съест и обводные ролики, и себя. Точность и чистота обработки на протяжении одной рабочей операции окажутся непредсказуемыми;
- Конструкция станка должна обеспечивать равномерное натяжение ленты независимо от характера производимой операции;
- Скорость движения ленты должна соответствовать характеру производимой операции.
Кинематика и конструкция
Как сказано выше, конструкций гриндеров существует множество. Соображая, из чего бы и как соорудить гриндер себе, лучше ориентироваться на промышленные образцы, предназначенные полностью механизированной для точной и чистой шлифовки крупногабаритных профилированных деталей: раз «шкурит» как надо лопасть пропеллера самолета или ветродвигателя, то и с любой другой работой справится.
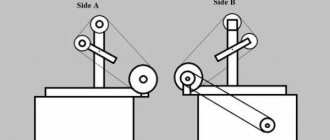
Кинематические схемы гриндеров указанного назначения даны на рис.:
Основные кинематические схемы ленточных шлифоавльных станков (гриндеров)
Поз. А – самая сложная и совершенная, с тремя коромыслами. Если длина коромысла натяжного ролика прим. в 2 раза меньше, чем рабочего, то, регулируя натяжение пружин, можно добиться равномерного натяжения ленты при ходе рабочего коромысла на 20-30 градусов вверх и вниз. Наклоном обводного коромысла, во-первых, станок перенастраивается под ленты разной длины. Во-вторых, таким же образом можно оперативно менять натяжение ленты для разных операций. Рабочей ветвью ленты может быть любая, кроме сбегающей с ведущего шкива до натяжного ролика, т.е. гриндер с 3-мя коромыслами одновременно и горизонтальный, и вертикальный.
Схема с одним несоосным коромыслом в промышленности используется довольно редко, т.к. в принципе не позволяет добиться равномерного натяжения ленты. Однако дает точность, вполне достаточную в домашних условиях и позволяет построить очень неплохой простой гриндер.
Что на что годится
Теперь посмотрим, что возможно «выжать» из той или иной схемы с точки зрения мастера-любителя. А потом попробуем разобраться, как бы самому сделать ленту для гриндера и обойтись без заказных точеных деталей.
Собираем ролики
Ведущий ролик на двигатель делаем из фанеры. Вырезаем 10 кругов диаметром 85 мм. Размечаем центр, сверлим отверстие сверлом 8 мм. Промазываем между собой каждый диск клеем ПВА. Собираем в пакет на шпильку М8 и сдавливаем с обоих концов через шайбы гайками.
Сушим сутки для дальнейшей чистовой обработки. Далее, сверлим отверстие на 24 глубиной 35 мм. Если нет пальчиковой фрезы, можно обойтись любым сверлом. В нашем случае конус от сверла не помеха.
Вал вашего двигателя может быть другим, не такой как на чертеже, но это не проблема. Принцип крепления остается тоже, поменяются только размеры, которые можно измерить специальным инструментом. Как пользоваться штангенциркулем читайте тут.
После подготовки ролика и вала можно приступить к чистовой обработке ведущего шкива. Закрепите двигатель на платформе, оденьте ведущий шкив, включите мотор и аккуратно обработайте ролик лепестковым абразивным кругом.
После зачистки, края нужно немного скосить, чтобы получить вид бочонка.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Часто в ней что-то ломается, корпус или якорь, а, может, просто выходит новая, более мощная и удобная модель, так что старая пылится где-нибудь в коробке в гараже. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Натяжной и ведомые ролики
Изготавливаются из пропиленовых муфт, они продаются в любом хозяйственном магазине. Сборочный чертеж и пошаговое руководство ниже.
Сборочный чертеж муфты
Собираем на шпильку М12 пакет из муфт, трубок Д20, они служат распорками между подшипниками и устанавливаем сами подшипники. На фото ниже видна вся сборка.
Шаг 1. Сборка ролика
Шаг 2. Затягиваем гайки ключом
Стягиваем собранный пакет в одно целое. Обрабатываем болгаркой и лепестковым кругом со всех сторон, добиваясь бочкообразной формы.
Таким же способом собираем следующие два ведомых ролика. Но форму бочонка придаем только ролику натяжному.
Основные этапы работ
На следующем этапе замешиваю обычную эпоксидную смолу по инструкции с использованием весов для точности соотношение компонентов.
Обратите внимание, что для правильной полимеризации крайне важно соблюдать пропорции основных компонентов: эпоксидки и отвердителя.
Внутреннюю часть подготовленной формы необходимо предварительно обработать расплавленным парафином от свечи.
Эпоксидную смолу заливаем в форму слоями по 100 граммов, с интервалом в 2-3 часа. каждый слой должен быть примерно 10-15 мм.
После полной полимеризации состава раскручиваем крепежный болт и отделяю заглушку от формы. Нагреваем форму феном и извлекаем будущий ролик.
После этого остается только обработать получившуюся болванку. В процессе обработки необходимо защищать органы дыхания и зрения.
Подробно о том, как сделать ролик для гриндера, можно посмотреть на видео ниже. Материал подготовлен на основе видеоролика с YouTube канала «КУЙ железо».
Источник
Принципиальная схема конструкции гриндера и принцип его работы
Прежде, чем приступать к подбору материала и комплектующих, важно понять принцип работы устройства.
Важно! Некоторые детали гриндера придется приобрести в готовом виде. Возможно, обратиться к услугам токаря.
В конструкции гриндера с механической стороны ничего сложного нет. Важно определить мощность агрегата и найти комплектующие. По сути, главным элементом конструкции выступает мотор и привод, подающий вращающий момент на ролики, вращающие ленту. Все элементы можно сделать как из металла, так и из фанеры, или даже пластика. На фото изображён чертёж гриндера с размерами.
Устройство гриндера в чертеже
Разберём принцип работы гриндера. С помощью мотора в действие приводится группа роликов, один из которых главный, или ведущий, другие – второстепенные. После включения прибора, начинается двигаться шлифовальная лента. С помощью регуляторов можно сместить положение роликов, что позволяет регулировать глубину натяжения и шлифовки и также его угол.
Итак, основными элементами гриндера являются:
- Основание.
- Электродвигатель.
- Прямой ролик со шкивом.
- Натяжные ролики.
- Абразивная лента.
- Стойка.
Кроме того, в конструкцию входят поворотный прижимной механизм.
Основные узлы гриндера
Агрегат, как мы уже говорили может быть, как ручным, так и стационарным. В конструкцию стационарного прибора входят такие элементы, как поворотный столик, с зажимами, который обычно устанавливается на верстак или стационарную раму. Столик может менять угол наклона, поворачиваться вдоль своей оси, а в некоторых моделях – перпендикулярно. Мотор приводится в движение либо ножным приводом, либо приводным мотором, который крепится непосредственно к инструменту на каркас. В качестве «сердца» гриндера могут выступит отслужившие своё старая дрель, болгарка, двигатель от стиральной машины. Главное – обеспечить необходимые обороты, которые позволят обрабатывать именно те поверхности, которые вам необходимы.
Интересный факт! Мощность станка зависит от конструкции ленточного механизма и объема заготовок, которые вы планируете обрабатывать. Чем длиннее шлифовальная лента, тем сильнее мотор нужно устанавливать.
Понятно, что с течением времени сила натяжения ленты может ослабевать, для этого предусмотрены варианты регулировки системы натяжения. Это может быть пружинный фиксатор, а в некоторых случаях регулировать высоту и угол расположения роликов относительно друг друга поможет обычный болт.
Важно! Ролики в гриндере необходимо устанавливать строго вертикально относительно друг друга. Любое изменение положения роликов может привести к разрыву ленты.
При продумывании конструкции заранее определите, каким образом будет происходить очищение рабочей зоны от пыли и защита глаз. Обычно используют откидное стекло из акрила, либо стационарный пылесос. Вы можете подглядеть конструкцию этой части оборудования у промышленных гриндеров.
Совет! Прежде чем определиться с размерами ленты и шириной роликов, прикиньте для себя, какие поверхности вы планируете обрабатывать, их габариты и объёмы работ.
Пример правильного расположения роликов на гриндере
Как мы уже замечали выше, вопрос выбора ленты для гриндера, один из важнейших. От этого будет зависеть скорость и качество обработки поверхностей. Общеизвестно, что шлифовальные ленты для гриндера различаются по своей длине, ширине и степени жёсткости (зернистости). Чаще всего в станках подобного типа используются следующие размеры лент: 610, 915, 1230, 1600, 1830 мм по длине, по ширине всего два варианта −50 и 100 мм, однако, опытные мастера могут вырезать ленту любой ширины.
Важные правила выбора ленты для гриндера:
- нижнее полотно обязательно должно быть эластично по своей структуре. Тканевая основа лучше выдерживает поверхностное натяжение.
- должна выдерживать предельные угловые скорости − не менее 1500 об/мин;
- абразивное покрытие должно быть качественным. Подбирается под материал;
- натяжение на разрыв должно составлять – не менее 15%;
- лента должна быть устойчива к возможному нагреву, что часто возникает при длительной работе.
Подробнее об устройстве гриндера можно посмотреть в этом видео:
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны.
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками.
Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Работу будем выполнять с помощью следующих инструментов и приспособлений циркулярной, дисковой и лобзиковой пилы, сверлильного и токарного станка, напильника и наждачной бумаги, молотка и гаечных ключей, приспособления для центровки квадратов и т. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Осталась консоль
Консоль собирается просто. Детали свариваются по чертежу. Предварительно одну трубу нужно согнуть с помощью ручного трубогиба или просто зажав надежно в тисках.
После сварки зачистить швы и подвергнуть чернению для предотвращения коррозии. А можно покрасить эмалью.
Вот что в итоге должно у вас получиться.
Самодельный гриндер в собранном виде без ленты
Если вам понадобиться изменять предельные скорости шлифования то, как вариант, можно изменить диаметры роликов.
Расчёт диаметра ведущего шкива проводится по этой формуле: D=V x 1000 x 60 / π x N
Или воспользоваться частотным регулятором для смены оборотов. Вариантов для реализации много, главное желание сделать все своими руками и не боятся трудностей.
Конструктивные особенности
Особого внимания заслуживает приводной ролик. Он делается массивным, чтобы за счет существенного момента инерции плавно разгонять ленту до заданного значения окружной скорости. Если сделать ведущий шкив из сплошной стали, то при пуске он с трудом будет проворачиваться. Поэтому его изготавливают полым либо из дюралюминия марки Д16 и выше. Ведомые и натяжные ролики рекомендуется вытачивать из легкого и твердого дюралюминия, тогда не понадобится делать полости.
Чем больше диаметр ведущего ролика, тем глубже должна быть полость.
Стандартный диаметр ведущего шкива – 150 мм. Натяжной делается размером 100 мм, и два остальных по 70 мм. Размеры могут незначительно отличаться в зависимости от габаритов станка. Ширина деталей соответствует размеру шлифовальной ленты с небольшим запасом.
Образующая ведущего шкива должна быть прямолинейной, иначе лента при вращении изогнется по всей длине. От сползания ее надежно удерживают остальные ролики.
Чтобы избежать соскальзывания шлифовальной ленты при несовпадении плоскостей роликов, на образующей поверхности выполняется канавка, соответствующая по ширине и глубине сечению ленты. Однако такая конструкция имеет недостаток: под большой нагрузкой лента сползает на реборду. Проверенный и надежный вариант – применять ролики-бочонки. В некоторых случаях изделия покрывают резиновым материалом.
В процессе установки на гриндер нужно следить, чтобы все ролики располагались в одной плоскости.
При обработке необходимо обеспечить шероховатость образующей поверхности в пределах 1,25–2,5 Ra. Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Ролики обязательно должны быть с бочкообразным профилем для надежного удержания вращающейся ленты. Центральная часть делается выше краев на 2 мм.
По присоединительным размерам составляется рабочий чертеж, по которому токарь сможет изготовить детали.
Преимущества и недостатки сдвижных ворот
Рельсовый механизм периодически необходимо чистить от грязи, чтобы не заедал
У откатных ворот множество достоинств:
- Створка смещается в сторону, а не распахивается.
- Возможен въезд под любым углом, поскольку машине не мешают створки.
- При сильном ветре или снегопаде ворота открыть также просто, как и в ясную погоду.
- Для автоматизации ворот нужен только 1 электропривод, а не 2, как для распашных.
- Исключается возможность повреждения автомобиля при ударе створкой.
- Не нужно ставить упоры по центру ворот, как при распашных.
Недостатки тоже есть:
- Конструкция заметно дороже, чем распашная, особенно если это консольная модель.
- Монтаж ворот занимает больше времени и дороже.
- Направляющие, особенно в рельсовых моделях нужно часто чистить.
Материал изготовления не ограничен.