Фрезерный станок 6Р13Ф3 оснащен системой ЧПУ NC-220, тримя приводами подач HA-075 и предназначен для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов,а также других материалов в автоматическом режиме по заранее составленной технологической программе. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий. Область применения: мелкосерийное и серийное производство.
Отличительные характеристики станка
Ползун осуществляет движение вверх-вниз, настраиваемое вдоль координаты Z. На станковой консоли невозможно выполнить задание позиций и работу следящего режима, у него есть лишь установочные функции, и имеет высокую массу. Консоль при обработке является всегда зажатой, что повышает итоговую обрабатываемую точность. Станок имеет систему подач, следящие регулирующие, с электрическими двигателями с постоянным током, имеющими высокий момент кручения. Использование сервоуправляемых корректируемых приводов с электродвигателями постоянного тока обеспечивает быструю скорость перемещения стола до 4,8 м / минут и убирает отклонения деталей во время конкурирования при варианте отключении системы подачи в произвольной точке.
В конструкцию станка включена централизованная смазывающая система направляющей части станка. В станке используется электромеханическое зажимающее устройство, обеспечивает стабильное силу зажима 2000 кг. Для отдельных устройств есть сборная проводка с разъемами. Качество обработанной поверхности после обработки её на этом станке составляет Rz = 20 мкм.
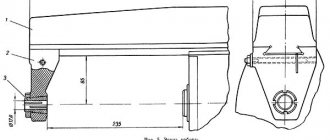
Присоединительные размеры фрезерного станка с ЧПУ 6Р13Ф3

Рис 2. Присоединительные размеры фрезерного станка с ЧПУ 6р13ф3-37
Общий вид фрезерного станка 6Р13Ф3
Внешний вид станка напоминает классические, по внешнему виду, фрезерные станки, единственное что сильно бросается в глаза это электродвигатель, расположенный на столе для обеспечения продольной подачи.
Рис 3. Фото фрезерного станка 6р13ф3-37
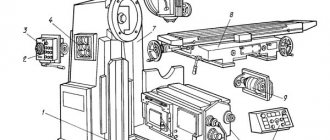
6Р13Ф3 Расположение составных частей консольно-фрезерного станка с ЧПУ

Рис 4. Расположение составных частей фрезерного станка 6р13ф3-37 с ЧПУ

Рис 5. Расположение составных частей фрезерного станка 6р13ф3-37 с ЧПУ
- Станина — 6Р13Ф3-37.10; 2. Редуктор — 6Р13Ф3-37.25; 3. Консоль — 6Р13Ф3-37.61; 4. Короб электромонтажный — 6Р13Ф3-37.068; 5. Стол и салазки — 6Р13Ф3-37.70; 6. Электрооборудование — 6Р13Ф3-37.80; 9. Головка шпиндельная — 6Р13Ф3-01.38; 10. Коробка скоростей — 6Р13Ф3-01.32; 11. Коробка переключения скоростей — 6Р13Ф3.50; 12. Защита направляющих — 6Р13Ф3.74; 14. Охлаждение — 6Р13Ф3.90; 15. Ограждение — 6Р13Ф3.91; 17. Защитное устройство — 6М13П.91
Расположение органов управления станком с ЧПУ модели 6Р13Ф3

Рис 6. Расположение органов управления фрезерным станком 6р13ф3-37
Перечень органов управления станком 6Р13Ф3 и их назначение
- Кулачки ограничения хода ползуна
- Кнопка «Отжим инструмента»
- Кнопка «Зажим инструмента»
- Тумблер включения насоса охлаждения
- Тумблер включения координаты Z
- Тумблер включения координаты У
- Тумблер включения координаты X
- Тумблер технологического останова
- Тумблер ручного и автоматического режима работ
- Переключатель выбора величины подачи
- Ручное продольное перемещение стола
- Тумблер включения подач
- Тумблер установки координат в нулевое положение
- Кнопка «Пуск программы»
- Кнопка шагового перемещения узлов
- Кнопка «Пуск шпинделя»
- Кнопка «Консоль вверх»
- Кнопка «Стоп шпиндель»
- Кнопка «Консоль вниз»
- Кулачки установки в нуль координаты Z
- Кулачки установки в нуль координаты X
- Рукоятка зажима консоли на станине
- Кулачки ограничения продольного хода
- Кнопка «Все стоп»
- Указатель скоростей
- Кнопка «Толчок шпинделя»
- Рукоятка переключения скоростей
- Кулачки ограничения хода консоли
- Ручное вертикальное перемещение консоли
- Рукоятка подъема и опускания ограждения
- Кулачки установки в нуль координаты Y
- Кулачки ограничения поперечного хода стола
- Кнопка «Все стоп»
- Ручное поперечное перемещение стола
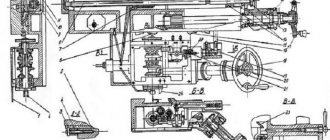
Кинематическая схема фрезерного станка с ЧПУ 6Р13Ф3

Рис 7. Кинематическая схема фрезерного станка с ЧПУ 6р13ф3-37
Работа станка с электромеханическим зажимом инструмента
Станок оборудован электромеханическим устройством закрепления инструмента управление которого производится в соответствии с требуемым алгоритмом: вдавить кнопку 3 (см.рис.6) «зажим инструмента»; нажав кнопку 17 «Пуск шпинделя» запустить шпиндель.
Если инструмент отжимает, то следует: с помощью кнопки 19 «отрубить» шпиндель и проконтролировать, чтобы шпиндель прекратил вращаться; отжать инструмент с помощью кнопки 2 «Отжим инструмента» и удерживать до того момента, пока оправка для фрезерного инструмента не покинет шпиндель на длину около 15-20 миллиметров. Иначе существует вероятность, что валик со шлицами вырвет из тяги, что приведёт к поломке. Тогда следует ввернуть резьбу на конце этого валика в резьбу тяги, поджав тягу к верху, чтобы зажать инструмент. Тип и возможность установки фрезы зависит от их размера и типа фрезы. Инструмент закрепляется предварительно отдельно от станка при использовании шомполов являющихся сменными. У оправки стандартные размеры, а именно наружный конус 7:24 ж внутренний согласно размерам конуса Морзе №4. Если инструмент имеет следующие размеры конуса Морзе № 2,3,5 то установка происходит за счёт сменных втулок.
В общем зажим инструмента не сильно отличается от великого множества похожих станков с ЧПУ, как и смена инструмента не является чем-то особенным.
Станок не имеет инструментального магазина, что требует выделения места для хранения инструмента сразу в оправках (в массовых производствах каждый инструмент привязывают к собственному «нулю» координат и хранят в нишах и шкафах), это касается только используемого инструмента, так как запасной хранится в таре и его не зачем привязывать (оправок физически не хватит). Также это обязывает заносить данные о привязках каждого используемого инструмента на различные носители (можно и запоминать, но при сменном графике работы предприятия могут возникать конфликты и инциденты).
Электрооборудование станка 6Р13Ф3. Общие сведения
Размещается электрооборудование в станции управления вмонтированного в станок, и оно оборудовано программным обеспечением управления типа «Н33-2М». По своей сути станция управления — это шкаф, набитый электроникой, а именно коммутационных аппаратов и предохранительными системами. Станция управление также осуществляет питание электроники от «розетки» 380 В и частотой 50 Гц. Показатель напряжения не должен колебаться белее — 15% с погрешность в 10% от той же сети в 380 В.
Для каждой силовой цепи используются разные напряжения:
- силовая цепь — трехфазная, переменного тока 380 В, частотой 50 Гц;
- цепь управления — переменное 110 В, 50 Гц;
- цепь местного освещения — переменное 24 В, 50 Гц;
- цепь управления — 24 В. постоянного тока;
- цепь электродинамического торможения — 55 В. постоянного тока;
- питание электродвигателей подач — 48 В. постоянного тока.
Ток подаётся при переключении тумблера на дверце короба.
Список электроприводов установленных на станок: электропривод главного движения; осуществляется от асинхронного двигателя типа 4А132S4У3, 7,5 кВт, 1450 об/мин, 380 В (A02-5I-4, 7,5 кВт, 1450 об/мин, 220/380 В); электропривод наладочного перемещения консоли; осуществляется от асинхронного двигателя типа 4A90LA, 2,2 кВт, 1500 об/мин, 380 В; электропривод зажима инструмента; осуществляется от асинхронного двигателя типа 4ААS56В4У3, 0,18 кВт, 1500 об/мин, 380 В; электропривод насоса охлаждения; выполняется от асинхронного двигателя ХА14-22М (0,12 кВт; 2800 об/мин; 380 В; электродвигатель смазки тип АОЛ-21-4, 0,27 кВт, 1500 об/мин; 380 В; электропривод продольной подачи (координата X) осуществляется от электродвигателя постоянного тока типа ПБВ-112L 2,2 кВт 1000 об/мин, 110 В. Информацию о положении приводов передаёт вращающийся трансформатор типа БТМ-1В.
Описание механизма
Как говорилось выше, станок оборудован программным обеспечением, которое позволяет:
- проводить диагностирование и обеспечивать работоспособность;
- устанавливать новые и удалять уже существующие программы и даже редактировать их данные, если это необходимо;
- настраивать цепочку требуемых команд функциональности;
- полностью контролировать рабочий процесс агрегата;
Программное обеспечение позволяет контролировать функционирование всего рабочего процесса, от начала старта отделочных работ до завершения. С помощью программного обеспечения, оператор получает информацию обо всех ошибках и поломках, других параметрах системы , основные сведения относительно работы, а также добавочные сведения. Можно посмотреть информацию об установленном программном обеспечении и, если требуется, установить новое или изменить функционирование.
Данное обеспечение является лишь частью всего электрического оборудования вертикально-фрезерного станка. Его работа обеспечивается трехфазной электросетью напряжением в 380 вольт. Управляющие элементы оборудованы механизмом защиты. Работоспособность также может обеспечиваться с помощью специальных машинных преобразователей и даже стабилизаторов. Это обеспечивает защиту устройства от поломки при перепадах электрического напряжения.
Управляющая станция запускается вводным автоматом. Его функционирование контролируется рукоятками и встроенными рычагами, находящимися на внешней стороне оборудования.
Устройство нормально функционирует при напряжениях:
- 110 вольт — основные рабочие цепи;
- 55 вольт — цепь, контролирующая остановку фрезера;
- 48 вольт — двигатель;
- 24 вольта — главное освещение;
- 380 вольт — силовая цепь, имеющая три фазы.
Функционирование обратной связи происходит с помощью генератора, а скорости — тахогенератора, встроенного в электрический двигатель.
Описание конструкции фрезерного станка с ЧПУ 6Р13Ф3
В состав конструкции входят: станина, коробка скоростей станка, коробка переключения скоростей, шпиндельная головка станка, стол и салазки, консоль
Станина является основной несущей конструкцией, на которую монтирую различные механизмы и узлы станка. Жёсткость конструкции получается за счёт массивной основы и большого числа рёбер жёсткости. Корпус оборудован вертикальными направляющими спереди для перемещения консоли и линейкой для измерения установочного перемещения. Ход консоли ограничиваю концевики из левой ниши расположенных в станине. Имеется техническое окно для доступа к системе масло подачи и регулирования скоростей который расположен в верхней правой части корпуса. Также на левой части станины расположена коробка передач для выбора требуемой скорости вращения шпинделя. Корпус станины оборудован резервуаром для масла. Базой для станины чаще всего является бетонное основание, к которому оно крепится с помощью болтов.
Коробка скоростей передаёт движение выходному звену, то есть шпинделю. Смазывание осуществляется не с помощью само разбрызгивания масла, а с помощью насоса с плунжерной системой. Она обеспечивает получение 18 скоростей без надобности последовательного прохождения ступеней, являющихся промежуточными. Скорости переключают, используя данную последовательность действий: рукоятку 28 (рис.6) опускают вниз пока шип рукояти не выйдет из паза закрепляющей его и толкают от себя до «щелчка». За счёт поворота лимба, позиция 26 рисунок 6 задают требуемую подачу согласно цифрам на панели. При этом когда лимб издаёт характерный щелчок — лимб фиксируется на нужной отметке. Нажимая кнопку «Толчок», позиция 27 рисунок 6, в исходное положение возвращают ручку поворачивая плавными движениями. Коробка скоростей смазывается от того же насоса что коробки передач.
Салазки, редуктор, ползун со шпинделем являются тремя основными составляющими шпиндельной головки. Центрирование салазок осуществляется за счёт кольцевой выточке расположенной в «горле» станка. Направляющие салазок по типу являются прямоугольными по которым вместе с самими салазками перемещается шпиндель. Редуктор состоящий из пары конических колёс трёх цилиндрических разработан для передачи вращательного движения шпиндельному узлу. Перемещается ползун (вместе со шпиндельным узлом) с помощью двигателей, имеющих высокий крутящий момент, используя редуктор и пары колёс, описанные выше на передачу типа винт-гайка. Ручное перемещение шпиндельного узла возможно с помощью шестигранника
Для движения по координатам X и У стол и салазки являются узлами, дающими возможность на продольное и поперечное движение. Двигатель типа ПБВ112LГУЗ приводит в движение привод перемещения по координате X через одноступенчатый редуктор (в котором диаметры колёс разнятся ровна в два раза) и передачу типа «винт-гайка». Устройство ходового винта служит для перемещения стола в продольном направлении и вращается в шариковых подшипниках, установленных в кронштейне и корпусе редуктора, с левой и правой части соответственно.
Крепление кронштейна для фиксации гайки крепится в столе. В редукторе имеется трансформатор для перемещения в продольном направлении стола являющийся датчиком обратной связи типа БТМ-1В. Консоль оснащена приводом, который предаёт движение для смещения стола по координате Y. Также в корпусе консоли смонтирован винт ходовой шариковый для поперечного движения. Ручное передвижение возможно за счёт вывода шестигранника т.е. элемент под цифрой 35 на рисунок 6. Ещё в конструкции станка применяют клинья для того чтобы выбрать зазор в направляющих стола.
Консоль – узел являющийся базовым, он объединяет приводы для перемещения вдоль координаты X (вертикальное) и для поперечных движений. Установочные перемещения выполняются по вертикальным направляющим имеющим в своём профиле «ласточкин хвост». Горизонтальные перемещения делаются по направляющим консоли с прямоугольным профилем для поперечного направления узла стол-салазки по координате Y. Также для перемещения поперечного есть смонтированный в консоль редуктор в котором придаточное отношение I=1:2. Двигатель типа ПБВ122LГЗУ имеющего высокий крутящий момент служащий для движения стола в поперечном направлении через редуктор и передачу типа винт-гайка. Цилиндрические косозубые колеса сделаны по своему типу сборными что позволяет выбрать боковой зазор для уменьшения вибраций в зацеплении зубьев. Трансформатор типа ВТМ-1B смонтирован в редукторе является вращающимся. Двигатель 4А90LА асинхронного типа для перемещения верх-вниз установлен справа в корпусе и используется установочных перемещений. Червячная пара и винтовая передача служат для осуществления перемещений. Требуется смазка движущихся узлов и направляющих и для этого предусмотрен резервуар для масла и насос смазки типа ВТ II-IIA, который работает от двигателя типа АОЛ-21-4. Горизонтальные направляющие консоли защищены с фронта защитой с телескопическим принципом работы, а сзади прикреплён фартук через задний торец салазок к станине.
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.

Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
Факторы, ведущие к выбору станка 6Р13Ф3
Первым фактором для выбора станка является его типоразмер, говорящий о максимальных габаритах обрабатываемого изделия, а во фрезерных станках это размер рабочего стола (или на пример в токарных станках высота центров). У данного станка размер рабочего стола 400х1600.
Вторым фактором является полная стоимость станка (покупки и установки). Полная стоимость станка составляет около 520 тыс. руб. и варьируется в зависимости от модели устройства ЧПУ.
Также требуется, при выборе станка, обращать внимание на возможность автоматической смены инструмента, а на этом станке этой функции нет. Точность же станка, по классификации, высокая.
Станок может быть оборудован системами ЧПУ наиболее простым для обучения, но не для использования так как имеет малое количество циклов и имеет больший уклон в использование обычных G кодов по 3м координатам.
Из выше описанного можно сделать вывод что станок подходит для среднесерийного производства т.к. не имеется автоматической смены инструмента, но имеет систему ЧПУ позволяющую автоматизировать обработку одного установа (за что не рационально переплачивать при мелкосерийном производстве).
Полный перечень характеристик станка 6Р13Ф3-37
| Класс точности по ГОСТ 8-82 | Н |
| Основные параметры станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70…490 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Шпиндель | |
| Количество шпинделей | 1 |
| Частота вращения шпинделя, об/мин | 40…2000 |
| Количество скоростей шпинделя | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 |
| Конец шпинделя | ГОСТ 836-72, 7:24 |
| Система ЧПУ | |
| Тип ЧПУ | Н33-2М |
| Способ задания размеров | В приращениях |
| Виды интерполяции | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 |
| Электрооборудование | |
| Количество электродвигателей на станке | 8 |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель насоса для мазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габарит станка | |
| Габариты станка, мм | 3450 х 3970 х 2965 |
| Масса станка, кг | 4450 |
Оснастка и принадлежности
Все детали механизма биметаллические, заменяемые. Станок оснащен фрезеровочным столом 1600 * 400 мм. Защитный борт по периметру рабочей зоны повышает безопасность оператора при операциях, сопровождаемых сильным разбрасыванием стружки. Высота бортов регулируется вручную. Шпиндель установлен в выдвижную гильзу и отклоняется по основной оси благодаря поворотной головке. В целях повышения жесткости станка применяются механические зажимы.
Комплектация станка:
- автоматическая коробка передач;
- регуляторы скорости;
- рабочая головка;
- шпиндель;
- патрон цанговый;
- коробка подач;
- шарико-винтовые передачи;
- эластичные муфты;
- фрикционные валы;
- тормозная муфта.
Станок позволяет использовать круглый поворотный стол, устанавливать делительную головку и работать по разметке. Патрон для концевой фрезы можно менять на оправку для торцевой и дисковой резки.
Вывод
Данный станок является как хорошим учебным пособие по изучению базы программирования станков с ЧПУ, так и хороший выбор для производства только начинающего автоматизацию процесса обработки за счёт не высокой стоимости (его можно приобрести б.у. с рук в интернет магазине Avito) и простоте в обучении персонала. Пусть станок не позволяет добиться высочайших показателей автоматизации, но может являться прекрасным переходным звеном для производства, только наращивающим произведённые мощности и количество выпускаемой продукции. Также станок из 3го этапа развития станков с ЧПУ и в плане технического обслуживания самого станка не прихотлив, а связанно это с тем что третий этап обозначил появление электрооборудования с микропроцессорами, но не интеграцию этого оборудования конкретно в производство станков (появления тех самых «шкафов» подсоединяемых к станкам), что происходит с оборудование 4го этапа. Как раз это и расширяет возможности станка по использованию на производстве. Не чувствительная к сильным нагрузкам кинематика позволяет использовать его даже для обдирачных (черновых) работ, а лёгкость ремонта позволяет использовать даже старые станки по всё той же высокой точности, что заявлена по паспорту.