Сведения о производителе долбежного станка станка 7А420
Разработчиком и изготовителем долбежного станка 7А420 является Саракташский станкостроительный , г. Саракташ, Оренбургская обл.
Саракташский станкостроительный завод основан в 1941 году. С 70-х годов специализируется на разработке, производстве и поставках широкого спектра гидроприводов для промышленного оборудования, насосов, клапанной аппаратуры, питателей, гидрораспределителей.
Станки, выпускаемые Саракташским станкостроительным
- 7А412
станок долбежный с механическим приводом Ø 360 - 7А420
станок долбежный с механическим приводом Ø 500
Разновидности
Рассматриваемое оборудование может классифицироваться по многим признакам, но все они имеют сходства, что привело к формированию двух основных групп:
- На производстве, где достаточно важным показателем является производительность, используется центробежный деревообрабатывающий долбежный станок. Как правило, он имеет большие размеры, может использоваться для создания различных пазов.
- В домашних условиях может использоваться ручной долбежный станок или долбежное сверло по дереву. Подобное оборудование работает по принципу фрезы.
Бытовой долбежный станок по дереву имеет относительно простую конструкцию и невысокую стоимость. Однако промышленный пазовальный станок зачастую по карману исключительно крупным производственным организациям, которые проводят массовый выпуск.
7А420 долбежный станок с механическим приводом. Назначение и область применения
Разработчик — Гомельский станкостроительный завод им. С. М. Кирова.
Долбежный станок 7А420 с механическим приводом предназначен для изготовления шпоночных пазов, шлицев и канавок на фасонных и плоских поверхностях в мелкосерийном и единичном производстве, а также в ремонтных мастерских.
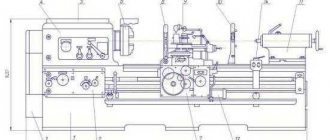
Станок 7А420 предназначен для обработки долблением плоских и фасонных поверхностей, пазов и канавок в разнообразных деталях, а также различных видов штампов, устанавливаемых непосредственно на столе или в приспособлениях. Возможность поворота рамы с долбяком позволяет обрабатывать наклонные плоскости, не меняя позиции детали.
Стол перемещается как вручную, так и механически. Круговая подача стола дает возможность обрабатывать на станке круглые детали и зубчатые колеса.
Особенности долбежного станка 7А420
Станок 7А420 оснащен:
- поворотной резцевой головкой для долбления под углом 90° в обе стороны,
- устройством наклона салазок долбяка на угол до 5° к вертикальной плоскости для изготовления шпоночных пазов в конических отверстиях, а также
- долбяком вертикально переустанавливаемым в диапазоне до 265 мм
Станок является одной из моделей гаммы долбежных станков. Он характеризуется высокой производительностью, удобством управления и обслуживания, надежностью и безопасностью в работе. В автоматическую линию станок не встраивается.
Шероховатость обработанной поверхности не менее V 6
Класс точности станка Н
Основные технические данные долбежного станка 7А420:
Изготовитель — Саракташский станкостроительный .
- Длина хода долбяка — 20..200 мм
- Диаметр рабочей поверхности стола — Ø 500 мм
- Число двойных ходов долбяка в минуту — 40..163
- Мощность привода — 3 кВт
- Вес станка полный — 2,0 т
Виды
Долбежные станки классифицируют по многим признакам, однако все они в чем-то схожи, что и стало причиной создания двух основных групп:
- в условиях производства, где важную роль играет уровень производительности, пользуются центробежным деревообрабатывающим долбежным станком. Зачастую он отличается крупными размерами, и способен создавать самые разные пазы
- для домашней мастерской больше подойдет ручной долбежный станок или долбежное сверло по дереву. Такое устройство функционирует по принципу фрезы.
Бытовое долбежное устройство отличается простой конструкцией и низкой стоимостью. Промышленный долбежно пазовальный станок чаще всего используется только на крупных производственных заводах вследствие своей высокой цены. Такое оборудование рассчитано на массовое производство. организациям, которые проводят массовый выпуск.
Рассмотрим конструкцию станка на примере долбежного цепного устройства.
Основные моменты:
- особая цепь – это основной элемент конструкции. Она обладает очень большим количеством отдельных звеньев, соединенных между собой шарнирным способом. Стоит отметить, что каждое звено представлено фрезерным зубом, затачиваемым особым образом
- главные узлы устройства необходимы для передачи движения и корректировки процедуры обработки. Эту цепь натягивают на специальную направляющую планку, по которой она и двигается. Зубья удаляют древесину формируя паз и стружку.
Отметим, что в процессе изготовления разных моделей применяется практически одинаковая схема долбежного станка. Она довольно проста, чем-то похожа на сверлильный станок. Главным элементом всего станка является станина, потому что на нее монтируют все остальные узлы. На станине закреплен подвижный суппорт, оснащенный электродвигателем и столом. Учтите, что узел, на котором осуществляется крепление заготовки, представляет собой стол с зажимным элементом. Электродвигатель отвечает за передачу вращения при помощи ремня. Ременную передачу применяют в процессе производства различных конструкций.
Однако, существуют и модели, которые работают иначе. Суппорт с режущим элементом неподвижен, тогда как стол способен двигаться посредством механического или гидравлического привода. Бытовые модели, зачастую не имеют привода. О том, какие бывают долбежные станки, видео расскажет более подробно.
Различные виды долбежных станков могут иметь вертикальное или горизонтальное расположение режущего инструмента. Самым популярным можно назвать горизонтальный долбежный станок по дереву, поскольку он компактный и с ним легко работать.
Расположение составных частей долбежного станка 7А420
Расположение составных частей долбежного станка 7а420
Перечень групп составных частей долбежного станка 7А420
- группа № 10 — станина
- группа № 20 — коробка скоростей
- группа № 21 — привод
- группа № 22 — насосно-лубрикаторная
- группа № 30 — долбяк
- группа № 40 — кулисный механизм
- группа № 50 — коробка подач
- группа № 60 — стол
- группа № 80 — электрооборудование
- группа № 90 — принадлежности
Все группы станка выполнены в отдельных корпусах и установлены на станке, что облегчает их сборку при изготовлении и ремонте, Насоснолубрикаторная группа находится внутри верхней станины и установлена на коробке скоростей.
Принцип работы
По назначению долбёжные станки делятся на два типа: стандартные и специализированные. Стандартные долбежные станки – это универсальные агрегаты, с помощью которых можно осуществлять самые разнообразные операции. Специализированные устройства предназначаются для обработки сложных деталей – пуансонов, зубчатых колёс и прочего.
Станки приводятся в действие с помощью привода. Он может быть оснащён тремя различными типами механизмов:
- кривошипным;
- гидравлическим;
- с вращающейся кулисой.
Основной обрабатывающий инструмент – полый металлический резец (долото) со сверлом квадратного сечения внутри. Он закреплён на вертикальном движущемся ползуне. Каретка позволяет высверливать в заготовке ровные пазы очень больших размеров.
Принцип работы долбежного станка двухрежимный. В случае простого режима обработка производится многократным прикосновением резца к заготовке в различных точках одной плоскости. Так, например, высверливается ряд параллельных отверстий одинакового диаметра и глубины. Станок с простым режимом работы можно изготовить вручную.
При сложном режиме обработка заготовки производится в различных плоскостях, с многократными поворотами каретки с резцом в различных направлениях, под разными углами. Таким образом можно высверливать пазы и углубления в труднодоступных местах детали. Агрегаты, работающие в сложном или комбинированном режимах, изготавливаются только с помощью профессионального оборудования. Дома самостоятельно изготовить такую установку практически нереально.
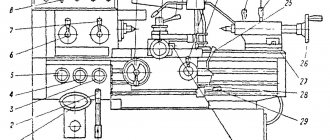
Расположение органов управления долбежным станком 7А420
Расположение органов управления долбежным станком 7а420
Спецификация органов управления долбежного станка 7А420
- Маховик для ручного перемещения долбяка
- Рычаги для включения и выключения фрикциона
- Кнопка включения ускоренного перемещения стола
- Кнопка «Пуск»
- Кнопка «Стоп»
- Квадрат для установки длины хода долбяка
- Рукоятка установки числа двойных ходов долбяка
- Рукоятка зажима долбяка
- Квадрат для изменения развода долбяка
- Маховик для ручной продольной подачи стола
- Маховик для ручной круговой подачи стола
- Маховик для ручной поперечной подачи стола
- Рукоятка включения круговой подачи стола
- Гайка регулировки наклона долбяка
- Кнопка включения местного освещения
- Барабан переключения подачи стола
- Барабан отключения подачи стола
- Рукоятка фиксации стола
- Рукоятка реверсирования подачи стола
- Кнопка ускоренной подачи масла к направляющим долбяка
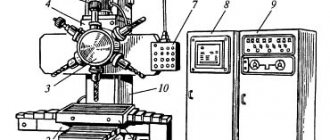
Конструкция станка 7а420
Долбежный станок модели 7А420 состоит из следующих групп (рис, 5): группа № 10 — станина, группа № 20 — коробка скоростей; группа № 21 —привод; группа № 22 — насосно-лубрикаторная; группа № 30 — долбяк; группа № 40 — кулисный механизм; группа № 50 — коробка подач; группа № 60 — стол; группа № 80 — электрооборудование; группа № 90 — принадлежности (на рисунке не показана)-
Все группы станка выполнены в отдельных корпусах и установлены на станке, что облегчает их сборку при изготовлении и ремонте, Насоснолубрикаторная группа находится внутри верхней станины и установлена на коробке скоростей.
Станина (группа 10)
Станина состоит из двух частей: верхней и нижней. Между двумя щеками верхней станины установлена рама с долбяком. На боковых сторонах станины имеются платики, на которых установлены привод и коробка скоростей.
Внутренняя часть станины служит и масляной ванной. Верхняя часть станины устанавливается на нижней и закрепляется болтами. В нижней части станины установлены два электродвигателя, а с наружной задней стороны прикреплен электрошкаф. На призматических направляющих смонтирован стол с салазками. С правой стороны нижней части станины установлена коробка подач.
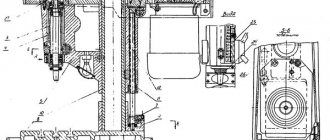
Коробка скоростей (группа 20)
Коробка скоростей долбежного станка 7а420
Коробка скоростей имеет четыре вала, смонтированных на подшипниках качения в отдельном корпусе (рис. 6). На вал 1, соединенный с валом привода эксцентриковой муфтой 11, посажен подвижной блок шестерен 10—9 и неподвижные шестерни 7 и 8.
Вал II несет на себе подвижный блок шестерен 5—4 и неподвижные шестерни 3 и 2.
Переключением блок-шестерни через шестерню 1, соединенную с кулисной шестерней, последней сообщаются четыре различные скорости вращения.
На валике III посажена шестерня 15, соединенная с кулисной шестерней, и шестерня 16, которая через шестерню 17 передает движение на вал IV и далее на коробку подач.
Все скорости переключаются одной рукояткой 12 через переводки 13 и 14.
Продольный люфт валов регулируется компенсаторными кольцами и поджимными гайками.
Маховик 6 служит для приведения во вращение вала II. Когда есть необходимость ручного перемещения долбяка. Для этого необходимо маховик потянуть на себя и ввести в зацепление шлицы маховика и вала.
Привод (группа 21)
От индивидуального электродвигателя через клиновые ремни вращение передается шкиву привода 2 (рис. 7), который посажен на двух конических шарикоподшипниках, запрессованных на втулку корпуса.
На наружном шлицевом конце полого вала V смонтирован дисковый фрикцион 1. Внутри полого вала проходит тяга 8, резьбовой конец которой соединен с муфтой фрикциона 7, а другой конец — с конусной тормозной муфтой 6.
Тормозное устройство позволяет быстро останавливать привод. Вилка 9, сидящая на тяге 4, сообщает движение тормозной муфте, а, следовательно, и механизму фрикциона.
Включают и выключают привод сблокированными рукоятками 3 и 5, что облегчает управление станком.
Насосно-лубрикаторная группа (группа 22)
Эксцентриковая муфта 4 (рис. служит приводом плунжерного насоса.
Механизм смазки монтируется на корпусе коробки скоростей и помещается внутри верхней части станины. Плунжерный насос 1 через фильтр 5 подает масло в маслораспределитель 3 и обильно смазываются коробка скоростей и кулисный механизм.
Через лубрикатор 2 осуществляется дозирующая смазка гайки, серьги кулисного механизма и направляющих долбяка. Регулируют систему смазки через заднее окно верхней части станины.
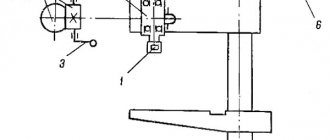
Долбяк (группа 30)
Долбяк 6 (рис. 9) представляет собой корпус коробчатой формы, который скользит по направляющим рамы 5. На нижней части долбяка устанавливают резцовую головку 1, которая поворачивается на 90° в обе стороны. Отсчет градусов ведется по нониусу на шейке долбяка. Резцовая головка закрепляется конусом 2, который затягивается болтом 3. Для установки места долбления необходимо, ослабив затяжку рукоятки 4 рукояткой, надетой на квадрат 13, через зубчатые колеса 12 и 9 вращать винт VI. После установки долбяка на требуемую высоту относительно стола рукоятку 4 вновь затягивают.
На винте VI сидит гайка 7, которая соединена через серьгу 8 с кулисным механизмом. На станке можно обрабатывать наклонные плоскости до 5° путем установки рамы долбяка, для чего необходимо ослабить упор 10 и вращать гайку телескопического винта 11.
Отсчет ведется по шкале на раме. После установки угла наклона долбяка упор 10 вновь затягивают.
Кулисный механизм (группа 40)
Кулисный механизм предназначен для преобразования вращательного движения кулисной шестерни в возвратно-поступательное движение долбяка (рис. 10). Корпус 5, смонтированный в коробке скоростей, вращаясь на двух конических роликовых подшипниках, несет на себе шестерню 11.
На направляющих корпуса 5 находится палец 4, на который нaдет камень 3. Кулиса 2 смонтирована в верхней части станины на оси 1 и одним концом соединена с серьгой 8 (см. рис. 9).
При вращении кулисной шестерни палец камня 4 совершает вращательное движение вокруг оси корпуса 5. Камень 3, вращаясь вместе с пальцем, скользит по направляющим в пазу кулисы и заставляет ее совершать качание на оси, так происходит возвратно-поступательное движение долбяка.
Длину хода долбяка устанавливают вращением вала VIII кривошипной рукояткой, надетой на квадрат. Через шестерни 10, 9, 8 и 7 вращение передается винту VII.
Палец передвигается с помощью винта, и по мере изменения расстояния между осями пальца 4 и корпуса 5 будет изменяться длина хода долбяка. Отсчет ведется по нониусу 6.
Коробка подач (группа 50)
Коробка подач (рис. 11) осуществляет продольные, поперечные и круговые подачи стола и его ускоренное перемещение. Валик IX через шарнирные муфты соединен с коробкой скоростей и через шестерни 5 и 15 сообщает вращательное движение валу X с набором эксцентричных кулачков, позволяющих осуществлять двенадцать различных подач. Ролик рычага 14 в контакте с кулачками совершает колебательное движение, а, следовательно, и зубчатый сектор 16, сидящий неподвижно на другом конце вала XI, также совершает колебание, находясь в зацеплении с шестерней 17. На шестерню 17 насажен рычаг 4, несущий на себе собачку 3, что позволяет через храповое колесо 18 осуществлять прерывистую подачу. Далее через реверсивный механизм (зубчатые колеса 9, 10, 7, движение передается на шестерню 1 и через предохранительную муфту 2 — на вал подач XVIII.
Рычаг 14 передвигается вдоль оси вала XI с помощью переводки 20, закрепленной на валу 19, на котором сидит барабан переключения подач. Величина подачи устанавливается по нониусу барабана 16 (см. рис. 27). Эксцентрик 6 служит для выключения подачи.
Ускоренное перемещение осуществляется от индивидуального электродвигателя через шкив 12 и обгонную муфту 11. Реверсирование производится включением кулачковой муфты 13 на валу XII с шестернями 10, 9.
При перегрузках для предотвращения поломок в коробке имеется муфта срабатывания 2, которая отжимает пружину и выходит из кулачкового зацепления с шестерней 1. В этих случаях необходимо, выключив станок, снять нагрузку, а затем вновь продолжать работу.
Стол (группа 60)
Стол станка смонтирован на нижней части станины и состоит из нижних салазок 2 (рис. 12), верхних салазок и поворотного круглого стола 5, Стол станка имеет продольные, поперечные и круговые подачи как ручные, так и механические, включают которые соответственно маховичками 1, 6 и 7.
Для включения механической подачи маховички толчком подаются от себя до сцепления кулачковых муфт, для ручной подачи маховички подаются на себя. Все движения от коробки подач до стола сообщаются через вал XVIII.
Круговые и поперечные движения сообщаются через фартук с шестернями 14, 13, 19, 18, 17, 16 и 15. продольные — через фартук с шестернями 23, 22, 21 и 20. От вала XVII через шестерни 8,9,12, 10 и откидной червяк 11, который входит в зацепление с шестерней 4, столу сообщается круговое движение. Все три движения стола имеют по двенадцать подач и ускоренное перемещение. На круговом столе 5 имеется фиксирующее устройство на двенадцать точек.
Включают ускоренное перемещение кнопкой, реверсирование — рукояткой реверса подач (см. рис. 27).
Технические характеристики долбежного станка 7А420
| Наименование параметра | 7А420 | 7402 |
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Наибольший ход долбяка, мм | 20..200 | 20..200 |
| Пределы двойных ходов в минуту (число скоростей) | 40..163 (4) | 32..202 (6) |
| Диаметр стола, мм | 500 | 500 |
| Расстояние от плоскости стола до направляющих долбяка, мм | 320 | 320 |
| Расстояние от долбяка до станины (вылет), мм | 480 | 450 |
| Установочное регулирование хода долбяка, мм | 264 | 265 |
| Наибольшее усилие резания, кН (кгс) | 15,0 (1500) | 15,0 (1500) |
| Наибольшие перемещения стола продольные, мм | 500 | 500 |
| Наибольшие перемещения стола поперечные, мм | 400 | 400 |
| Наибольшие перемещения стола круговые, град | 360° | 360° |
| Цена деления лимба продольного перемещения, мм | 0,05 | 0,05 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Цена деления лимба кругового перемещения, мин | 2′ | 2′ |
| Продольное перемещение за один оборот маховика, мм | 6 | 6 |
| Поперечное перемещение за один оборот маховика, мм | 6 | 6 |
| Круговое перемещение за один оборот маховика, град | 4° | 4° |
| Пределы подач за один двойной ход продольные, мм (число ступеней) | 0,1..1,2 (12) | 0,1..1,2 (12) |
| Пределы подач за один двойной ход поперечные, (число ступеней) мм | 0,1..1,2 (12) | 0,1..1,2 (12) |
| Пределы подач за один двойной ход круговые, (число ступеней) град | 0,064..0,81 (12) | 0,066..0,799 (12) |
| Скорость быстрого перемещения стола продольная, мм/мин | 1,8 | |
| Скорость быстрого перемещения стола поперечная, мм/мин | 1,8 | |
| Скорость быстрого перемещения стола круговая, град/сек | 3,4 | |
| Наибольший угол наклона долбяка, град | 5° от станины | 5° от станины |
| Наибольший угол поворота головки резцедержателя, град | ±90° | ±90° |
| Наибольшее сечение резца (высота х ширина), мм | 32 х 20 | 32 х 20 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,8 | 1,8; 3,0; 3,6 (710, 1460, 2920) |
| Электродвигатель ускоренного перемещения стола, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) |
| Суммарная мощность всех электродвигателей, кВт | 4,7 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2300 х 1270 х 2175 | 1900 х 1270 х 2175 |
| Масса станка, кг | 2000 | 2000 |
- Долбежный станок 7А420. Руководство, 1968
- Копылов Р.Б. Работа на строгальных и долбежных станках, 1975
- Петруха П.Г. Резание конструкционных материалов, режущие инструменты и станки, 1974
- Яковцев А.Д. Работа на строгальных и долбёжных станках, 1966
Список литературы:
Связанные ссылки. Дополнительная информация
- Гидропривод долбежного станка 7М430. Характерные неисправности
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Классификация металлорежущих станков
- Выбор подходящего станка для металлообработки
- Испытания и проверка металлорежущих станков на точность
- Справочник заводов производителей металлорежущих станков
- Заводы-производители металлорежущих станков
- Справочник долбежных станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Долбежный станок по дереву своими руками
При выполнении столярных работ, долбежный станок по дереву своими руками дает возможность сделать паз, гнездо, выбрать канавку. Вращающийся рабочий орган (сверло, фреза) совершает поступательное движение и возвращается в исходное положение. Для получения вытянутого паза заготовку перемещают перпендикулярно сверлу, совмещая просверленные отверстия в единую выборку.
Самодельный долбежный станок по дереву
Типы оборудования
Выбирать свой тип станка начинают с планирования объемов необходимой продукции в среднесрочной перспективе. Исходя из этого, определяют нужную оснастку для работы:
- Производство строительных деталей, соединений деревянных элементов на мебельных предприятиях предполагает использование промышленных станков большой производительности.
- Для разовых потребностей можно получить результат при помощи дрели и стамески. В этом случае придется затратить больше времени на выборку древесины и подгонку входящего шипа, но не будет простаивать самодельный долбежник без работы.
- В частной мастерской, где потребность в этом виде обработки периодически возникает, лучше поставить самодельный долбежный станок, дающий возможность быстро сделать несколько деталей из дерева.
Оборудование промышленного производства для небольших столярок часто имеет вертикальный ход рабочего органа по отношению к столу. У долбежного станка по дереву своими руками применяют более удобное для ручных операций горизонтальное расположение сверла. Исключения составляют установки, переделанные на базе пресса, сверлильного или фрезерного станка.
Особенности устройства
Сначала необходимо не только представить, какая будет конструкция у долбежника по дереву, но и разработать чертежи с выверенными размерами. Скомпоновать требуется такие основные части:
- сварная устойчивая рама из швеллера и уголка (50×50 мм, 30×30 мм) высотой 0,9 – 1 м;
- электродвигатель мощностью 0,75 – 2 кВт, 220/380 В;
- вал со шкивом ременной передачи вращающего момента от двигателя на одном конце, патроном под максимально требуемый размер долбежного инструмента (до Ø 16 мм) – с другого конца;
- столешница из металла или ДСП с ограничителем подачи на сверло, плавно настраиваемая по высоте (может иметь рычажную подачу, как по горизонтали, так и по вертикали для сложных проточек);
- прижимы (струбцины);
- пульт вкл/откл.
Габариты рабочей зоны определяют из планируемых размеров обрабатываемых деталей. Не стоит делать слишком большой стол «на будущее».
Оснащать дополнительными опциями самодельный долбежник можно, исходя из собственного опыта и потребностей – совмещать на одном столе функции ручного фрезера, строгального и пильного станков. В таком комбинированном случае незадействованные режущие головки и не участвующие в процессе обработки дерева приспособления снимаются, остаются только технологические проемы в плите стола.
При установке рабочим органом ручного фрезера нужно уделять особое внимание центровке оси двигатель-фреза по горизонтали. Если в качестве плиты стола станка используется фанера (толщина не меньше 10 мм), то упор корпуса фрезера должен быть выполнен на деревянные бруски, а прижимать сверху металлический стержень
Если в качестве плиты стола станка используется фанера (толщина не меньше 10 мм), то упор корпуса фрезера должен быть выполнен на деревянные бруски, а прижимать сверху металлический стержень.
Подвижные платформы
Плита с обрабатываемой деталью может быть в подвижном варианте исполнения. В самодельных долбежных станках по дереву используют 2 вида такого решения:
- каретка на направляющих из уголка 30×30 мм;
- рычажная подача исполнительного режущей головки или листа с заготовкой (продольный и поперечный движущие рычаги).
Подвижность резца позволит зрительно контролировать заглубление сверла. Движение плиты рычагом дает возможность точнее рассчитывать усилие, соблюдать размер и чистоту долбежной обработки.
Инструмент
На долбежник по дереву, сделанный по чертежам своими руками, многие предпочитают ставить обыкновенное сверло. Им привычней работать. Начать работать специальным инструментом без навыков сразу получается не у всех (из переписки на форумах). Однако, освоившие профессиональные долбежные сверла и фрезы, предпочитают только их из-за качества полученных пазов, проточек.
Долбежные сверла
Такой инструмент пригоден для обработки мягких и твердых пород древесины, может точно вырезать стандартное гнездо в готовом изделии (двери, мебель заводского производства).
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru