Сверление металла является одним из основных видов металлообработки наравне с фрезерными и токарными работами. Любой станочный парк машиностроительного предприятия или частной мастерской не сможет обойтись без такого оснащения, как вертикально сверлильный станок.
Использование дрели, даже самой современной, не может гарантировать точность направления отверстия, его диаметр, да и время выполнения работ ручным инструментом существенно увеличивается, что недопустимо при промышленных объемах.
Сведения о производителе вертикально-сверлильного станка 2Р135Ф2
Изготовитель сверлильных станков моделей 2Р135Ф2, 2Р118Ф2, 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры.
Продукция Стерлитамакского станкостроительного завода
- 2135
— станок вертикально-сверлильный универсальный, Ø 35 - 2А125
— станок вертикально-сверлильный универсальный, Ø 25 - 2А135
— станок вертикально-сверлильный универсальный, Ø 35 - 2А150
— станок вертикально-сверлильный универсальный, Ø 50 - 2Г175
— станок вертикально-сверлильный универсальный, Ø 75 - 2Н125
— станок вертикально-сверлильный универсальный, Ø 25 - 2Н135
— станок вертикально-сверлильный универсальный, Ø 35 - 2Н150
— станок вертикально-сверлильный универсальный, Ø 50 - 2Р135Ф2
— станок вертикально-сверлильный с ЧПУ, Ø 35 - 2С50
— станок вертикально-сверлильный универсальный, Ø 50 - 2С125, 2С125-1 (2с125-01), 2С125-04
— станок вертикально-сверлильный универсальный, Ø 25 - 2С132, 2С132К
— станок вертикально-сверлильный универсальный, Ø 32 - 2С150ПМФ4
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ, 500 х 1000 - 2С550А
— станок радиально-сверлильный, Ø 36 - 400V
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ, 400 х 900 - 500V (СТЦ Ф55)
— центр фрезерный вертикальный, 630 х 1200 - СФ-16, СФ-16-02, СФ-16-05
— станок фрезерно-сверлильный настольный, Ø 16 - SRB50
— станок радиально-сверлильный, Ø 3..50
2Р135Ф2 станок вертикально-сверлильный с ЧПУ. Назначение и область применения
Вертикальный сверлильный станок 2Р135Ф2 с шестишпиндельной револьверной головкой, с крестовым столом и числовым программным управлением (ЧПУ) предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы и фрезерования в мелкосерийном и серийном производстве различных отраслей промышленности.
Сверлильный станок 2Р135Ф2 применяют при обработке корпусных деталей и деталей типа «фланец», «крышка», «плита», «рычаг», «кронштейн».
Электросхема и ЧПУ позволяют осуществить на станке следующие тнхнологические операции:
- Сверление;
- Подрезка торца (цекование);
- Расточка;
- Нарезание резьб;
- Глубокое сверление;
- Фрезерование.
Принцип работы и особенности конструкции станка
Наличие на станке шестишпиндельной револьверной головки для автоматической смены инструмента, крестового стола с программным управлением позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей без предварительной разметки и применения кондукторов.
Вертикально-сверлильный станок 2Р135Ф2 имеет большие диапазоны частоты вращения шпинделя и подач, которые полностью обеспечивают выбор нормативных режимов резания при обработке различных конструкционных материалов.
Станки 2Р135Ф2 обеспечивают точность межосевых расстояний обрабатываемых отверстий до 0,10—0,15 мм и могут работать в автоматическом цикле (в этом режиме выполняется многооперационная обработка деталей с большим числом отверстий).
Конструкция станка 2Р135Ф2. На основании станка смонтирована колонна, по прямоугольным вертикальным направляющим которой перемещается шпиндельная бабка (суппорт), несущий револьверную головку. На колонне жестко смонтированы коробка скоростей и редуктора подач. Крестовый стол имеет основание, по которому перемещаются в поперечном направлении салазки, несущие собственно стол. Последний в свою очередь может перемещаться в продольном направлении по направляющим салазок. Перемещение салазок и стола осуществляют от редукторов.
Система числового программного управления. Станок модели 2Р135Ф2 оснащен устройством числового программного управления «Координата С70-3«, станок модели 2Р135Ф2-1 устройством ЧПУ 2П32-3, которые обеспечивают одновременное перемещение стола по осям X и У при позиционировании управления перемещением по оси (от координаты), дает возможность управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекций на длину инструмента.
Позиционная прямоугольная система ЧПУ замкнутая, в качестве измерительного используют кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат: всего — три; одновременно — две.
Проектная организация — Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС) и Стерлитамакский станкостроительный завод им. В. И. Ленина.
Станок 2Р135Ф2 принят к серийному производству в 1979 г.
Класс точности станка — Н по ГОСТ 8—77. Категория качества — высшая.
Характеристики сверлильного агрегата
Вертикальный сверлильный станок сверлит сквозные и глухие отверстия, рассверливает уже выполненные, зенкерует (подгонка для увеличения диаметра/качества отверстия и полости), развертывает и нарезает резьбу.
Для работы с конкретным материалом по конкретной процедуре происходит смена насадки – сверло, зенкер, развертка, метчик и прочие насадки.
Вращательный момент рабочего наконечника является формообразующим движением.
Основным показателем, образно говоря «на что способен» агрегат, является такая мера, как самый больший диаметр просверленного отверстия в стали.
Также немаловажны параметры вылета и хода шпинделя, скорости передачи и другие показатели (по большей части производители вносят свои технические новшества, потому говорить об унифицированных показателях несколько сложно).
Сверлильный станок и, в частности, вертикальный вид – металлорежущее оборудование, которое обрабатывает черновой и чистовой материал.
Станок точит отверстия, растачивает до нужного диаметра, притирает и т.д. Сфера использования устройства поразительно огромна, говоря коротко, вся современная производящая промышленность.
Выточка креплений под блоки цилиндров, сверление крепежей для деки электрогитары – спектр действительно огромен.
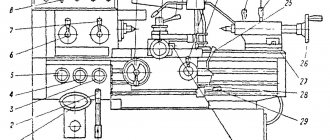
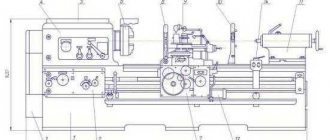
Расположение основных частей сверлильного станка 2Р135Ф2
Расположение основных узлов станка 2р135ф2
Обозначение основных частей сверлильного станка 2Р135Ф2
- Основание станка
- Салазки стола
- Револьверная головка
- Шпиндельная бабка (суппорт)
- Коробка скоростей
- Редуктор подач
- Подвесной пульт управления
- Шкаф с аппаратурой управления электрооборудованием
- Шкаф с аппаратурой ЧПУ
- Колонна
- Крестовый стол
На основании (станине) 1 станка размещены салазки 2 крестового стола, имеющего телескопическую защиту направляющих. По вертикальным направляющим колонны перемещается шпиндельная бабка, на которой смонтирована шестишпиндельная револьверная головка, позволяющая осуществлять автоматическую смену инструмента по управляющей программе. Для ускорения ручной замены инструмента в револьверной головке предусмотрено специальное выпрессовочное устройство. Управлять станком можно с подвесного пульта.
Движения в станке
- Главное движение — вращение шпинделя с инструментом
- Перемещение по осям станка:
- Ось Х — продольная подача — продольное перемещение стола по направляющим салазок
- Ось Y — поперечная подача — поперечное перемещение салазок по направляющим станины
- Ось Z — вертикальная подача — вертикальное перемещение шпиндельной бабки (суппорта) по направляющим стойки
Для управления перемещениями стола (координаты X и Y) от программы, записанной на перфоленту, станки оборудуются различными устройствами ЧПУ (одно из наиболее распространенных — УЧПУ «Координата С-70»). Подача по координате Z осуществляется в режиме циклового управления. Для координатных перемещений стола может быть также использован ручной ввод данных на пульте ЧПУ. Наличие цифровой индикации позволяет вести визуальное наблюдение за положением стола, а также контролировать правильность записи программы на перфоленте.
В станках предусмотрена обратная связь по положению рабочих органов на каждом из двух управляемых от перфоленты перемещений. В качестве датчиков обратной связи используются круговые электроконтактные кодовые преобразователи. Перемещения револьверной головки на быстрых и рабочих ходах в обоих направлениях ограничиваются настраиваемыми кулачками, воздействующими на переключатели (электроупоры).
Цена агрегатов
Цена вопроса весьма насущна, учитывая последние тенденции с ценами и скачками валюты. В целом сказать, что цена на станок высока или доступна – неправильно.
Цена на станок складывается, как ни странно, из размеров, сложности устройства, присутствует ЧПУ или нет, импортное оборудование или из страны СНГ.
Цена вопроса для станка домашнего/настольного пользования в пределах от 7000 до 150 000 рублей.
Слишком огромный разброс, цена на категорию в среднем – 30 000-50 000 рублей, за которые вы получите отличный станок для длительного пользования.
Нет нужды переплачивать за бренд и тем более опции, которыми вы не можете пользоваться, либо которые вовсе не пригодятся.
Другое дело – цена на профессиональные решения: от 150 000 рублей до нескольких тысяч евро, в зависимости от функционала.
Главная характеристика, на которую стоит обращать внимание при покупке – рабочий диапазон по плоскостям.
Он важен, если вы хотите работать со сложными деталями. Только будьте готовы за него раскошелиться.
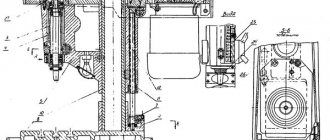
Кинематическая схема сверлильного станка 2Р135Ф2-1
Кинематическая схема сверлильного станка 2р135ф2-1 с УЧПУ 2П32-3
Кинематическая схема станка (рис. 4.6) состоит из следующих независимых кинематических цепей: привода главного движения (вращение шпинделей револьверной головки); привода подач крестового стола; привода суппорта с револьверной головкой; поворота револьверной головки; выпрессовки инструмента из шпинделей.
Цепь главного движения
Цепь главного движения: двухскоростной асинхронный электродвигатель M1 (N=4/4,5 кВт; n = 1470/990 об/мин) — зубчатая передача 29/41—вал I — вал II (через передачи 24/48 и 36/36 при включенных муфтах М1 и М2 или через передачу 14/36 при включенной муфте М3) —вал III (через передачи 14/36 и 48/24 при включенных муфтах М4 и М5) —вал V через коническую зубчатую передачу 21/21 — на один из шпинделей револьверной головки через передачи 35/42; 31/49; 49/47; 47/35.
Цепь привода подач крестового стола
Цепь привода подач крестового стола имеет два редуктора, один из которых осуществляет движение стола по салазкам (ось X), а второй — движение салазок по станине (ось У).
Кинематическая цепь привода салазок
Кинематическая цепь привода салазок обеспечивает их быстрое, среднее и медленное перемещения. Быстрое перемещение (со скоростью 7000 мм/мин): электродвигатель М4 (N=0,6 кВт; п= 1380 об/мин) — передачи 16/40; 34/22; 22/52; 52/34 — шариковый винт.
Перемещение со средней скоростью (200 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 38/42; 22/52; 52/34 — шариковый винт. Медленное перемещение (со скорость 50 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 16/64; 22/52; 52/34 — шариковый винт. На шариковом ходовом винте смонтирован датчик обратной связи.
Перемещение стола по салазкам происходит от электродвигателя М5 (N = 0,6 кВт; n=1380 об/мин); кинематическая цепь привода этого перемещения аналогична кинематической цепи привода перемещения салазок.
Цепь привода суппорта с револьверной головкой
Цепь привода суппорта с револьверной головкой: электродвигатель М2 постоянного тока (N = l,3 кВт; n = 50..2600 об/мин) — передача 13/86 (или передача 37/37 — червячная передача 4/25 — ходовой винт, оснащенный тормозной муфтой (предотвращающей произвольное опускание суппорта при отключении электродвигателя) и датчиком обратной связи ДЗ.
Цепь привода поворота револьверной головки
Цепь привода поворота револьверной головки: электродвигатель М3 (N=0,7/0,9 кВт; n= 1400..2700 об/мин) — передача 23/57 — червячная передача 1/28 — передача 16/58 — корпус револьверной головки.
Выпрессовка инструментов из шпинделей
Выпрессовка инструментов из шпинделей: электродвигатель М3 — передача 18/52 (при включенной муфте) — червячная передача 1/28 — передача 21/21 — эксцентрик, смонтированный в пазу оси поворота револьверной головки и выпрессовывающий инструмент.
Смазывание суппорта револьверной головки
Смазывание суппорта револьверной головки осуществляется принудительно по следующей схеме: электродвигатель МЗ — передачи 18/52; 52/75 — эксцентрик ЭЗ, приводящий в действие плунжерный насос.
Смазывание коробки скоростей
Смазывание коробки скоростей осуществляется от шестеренчатого насоса, приводимого в действие электродвигателем коробки скоростей через клиновой ремень. Подаваемое насосом масло поступает в распределительную камеру, где оно распределяется для смазывания всех подвижных частей коробки скоростей и электромагнитных муфт, а затем сливается в резервуар. Уровень масла контролируют маслоуказателем.
Смазывание редукторов подачи суппорта и крестового стола
Смазывание редукторов подачи суппорта и крестового стола осуществляется разбрызгиванием масла зубчатыми передачами. Уровень масла контролируют визуально с помощью маслоуказателей.
Смазывание направляющих и винтовых пар крестового стола
Смазывание направляющих и винтовых пар крестового стола осуществляют вручную с помощью лубрикатора. Подшипники шпинделей револьверной головки смазывают пластичным смазочным материалом.
Подача охлаждающей жидкости
Подача охлаждающей жидкости осуществляется от центробежного насоса. Для охлаждения инструмента в зоне резания предусмотрен индивидуальный привод, позволяющий направлять струю охлаждающей жидкости в нужное место. Подача охлаждающей жидкости в автоматическом цикле начинается при движении суппорта вниз (начало рабочей подачи) и прекращается с началом возврата суппорта в исходное положение (при этом на пульте управления должен быть включен соответствующий тумблер).
Электрооборудование станка
Электрооборудование станка состоит из отдельно стоящих шкафа релейной автоматики и УЧПУ, а также из элементов, установленных непосредственно на станке. Электрические соединения между узлами станка и УЧПУ выполнены жгутами в металлорукавах, оканчивающихся разъемами.
Электрическая схема станка обеспечивает следующие режимы его работы:
- наладочный;
- полуавтоматический с вводом задания от переключателей УЧПУ;
- полуавтоматический с вводом задания от перфоленты;
- автоматический с вводом задания от перфоленты.
Режим выбирают с помощью переключателей, расположенных на пультах управления станка и УЧПУ.
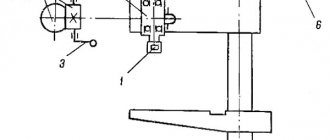
Наладка станка
Независимо от положения переключателя режимов работы на пульте УЧПУ наладочный режим включают переключателем 23, расположенным на пульте управления станка (рис. 4.7). В наладочном режиме, осуществляемом посредством органов управления, расположенных на пульте станка, производят: поворот револьверной головки в заданную позицию; выпрессовку инструмента; включение и выключение вращения шпинделя; перемещение стола по осям X и Y в соответствии с выбранной скоростью и направлением; перемещение суппорта револьверной головки по оси Z в соответствии с заданием.
Пульт управления станком 2р135ф2-1
Установка рабочих органов станка в нулевое положение
Установку рабочих органов станка в нулевое положение производят в автоматическом режиме перед командой «Ввод программы». При нажатии кнопки 15 суппорт револьверной головки быстро поднимается до срабатывания конечного выключателя по координате Z. Стол движется до срабатывания конечных выключателей по координатам X и У, одновременно подаются команды в УЧПУ об исходном положении рабочих органов. Цикл установки закончен.
Поворот револьверной головки
Для выбора позиции револьверной головки переключатель 24 устанавливают в нужную позицию. Нажатием кнопки 6 начинают цикл поворота револьверной головки в заданную переключателем 24 позицию. При нажатии на кнопку 6 и отсутствии задания головка совершает безостановочное движение.
Включение шпинделя в режиме «Наладка»
Включение шпинделя в режиме «Наладка» для всех операций, (кроме резьбонарезания) производят кнопкой 21, а выключение — кнопкой 22 (при резьбонарезании кнопки 21 и 22 не работают). Частоту вращения шпинделей устанавливают переключателем 27.
Перемещение рабочих органов по осям X, Y, Z
Перемещение рабочих органов по осям X, Y, Z. Выбор работающей оси производят переключателем 4.
Выбор быстрого, среднего или медленного перемещения производят переключателем 7, а выбор направления перемещения — переключателем 5.
Настройка начала программы в плоскости XY
Для настройки начала программы в плоскости XY используют оправки-ловители или центроискатели. В ручном режиме совмещают ось шпинделя с началом программы, набирают на пульте УЧПУ такие значения смещения нуля по осям X и Y, которые дают нулевые показания цифровой индикации.
Настройку станка по оси Z производят после установки режущего инструмента в шпинделе револьверной головки. В исходном положении суппорта проверяют, чтобы револьверная головка при вращении не задевала приспособление с зажатой в нем заготовкой.
Технические характеристики станка 2Р135Ф2
| Наименование параметра | 2Р135Ф2 |
| Основные параметры станка | |
| Наибольший диаметр сверления в стали 45, мм | 35 |
| Наибольший диаметр нарезаемой резьбы в стали 45, мм | М24 |
| Наименьшее и наибольшее расстояние от торца шпинделя до поверхности стола, мм | 40..600 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 450 |
| Наибольший диаметр фрезы, мм | 100 |
| Наибольшая глубина фрезерования, мм | 2 |
| Наибольшая ширина фрезерования, мм | 60 |
| Продольное перемещение стола по направляющим салазок (Ось Х), мм | 630 |
| Поперечное перемещение салазок по направляющим станины по программе (Ось Y), мм | 360 |
| Наибольшее перемещение шпиндельной бабки по программе (ось Z), мм | 560 |
| Суппорт. Шпиндельная бабка. Шпиндель | |
| Частота вращения шпинделя, об/мин | 45..2000 31..1400 |
| Количество скоростей шпинделя | 12 |
| Скорость быстрого перемещения суппорта (шпиндельной бабки), м/мин | 4 |
| Количество подач суппорта по оси Z, мм | 18 |
| Подачи суппорта, мм | 10..500 |
| Наибольший допустимый крутящий момент, Нм | 200 |
| Конус шпинделя | |
| Рабочий стол | |
| Размеры рабочей поверхности стола, мм | 400 х 710 |
| Максимальная нагрузка на стол (по центру), кг | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Скорость быстрого перемещения стола и салазок, м/мин | 7 |
| Скорость подачи стола и салазок при фрезеровании, м/мин | 0,22 |
| Минимальная скорость перемещения стола, м/мин | 0,05 |
| Точность позиционирования стола и салазок на длине хода, мм | 0,05 |
| Система ЧПУ 2П32-3 | |
| Число управляемых координат | 3 |
| Число одновременно управляемых координат | 2 |
| Дискретность задания перемещения стола, салазок и суппорта, мм | 0,01 |
| Электрооборудование, привод | |
| Электродвигатель привода главного движения, кВт | 3,7 |
| Электродвигатель привода перемещения шпиндельной бабки (суппорта), кВт | 1,3 |
| Электродвигатель привода перемещения салазок и стола, кВт | 1,1 |
| Электродвигатель привода вращения револьверной головки, кВт | 0,75 |
| Электронасос охлаждающей жидкости Х14-22М, кВт | 0,125 |
| Габарит станка | |
| Габариты станка, мм | 1800 х 2170 х 2700 |
| Масса станка, кг | 5390 |
- Станок вертикально-сверлильный с числовым программным управлением 2Р135Ф2-1. Руководство по эксплуатации 2Р135Ф2-1.00.000 РЭ, 1983
- Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.122
- Панов Ф.С. Работа на станках с ЧПУ, 1984, стр.163
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Поколения систем ЧПУ. Термины и понятия систем ЧПУ
- Российские производители современных систем ЧПУ
- Обзор систем ЧПУ Российского производства
- Рекомендации при выборе устройств ЧПУ
- Неполадки модернизированных станков с ЧПУ: советы и рекомендации профессионалов
- Требования по обеспечению устойчивости и безопасности систем управления станками
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.
Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:
Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.
ВАЖНО ЗНАТЬ: Устройство станка для гибки арматуры
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Текущая плоскость обработки вкупе с одновременным управлением разными осями позволяет работать сверлу в плоскостях XY, XZ, YZ.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.