Гибка листового металла 6 метров
Возможности технологии во многом зависят от длины листа и потенциала оборудования. Гибка листового металла 6 метров без его разделения — сложный процесс. Но если предприятие обладает необходимыми мощностями, собственной производственной базой, а его оборудование имеет высокий технический уровень изготовления проката, обработка листов такой длины не является проблемой. Потенциал нашего гибочного производства очень широк, и если у вас есть шестиметровый листовой прокат, задача будет выполнена.
Цены
| Толщина листового металла | Длина заготовки или изделия | ||||
| До 100 мм | До 500 мм | До 1000 мм | До 2000 мм | До 3000 мм | |
| До 1 мм. | 5 руб. | 7 руб. | 10 руб. | 15 руб. | 20 руб. |
| До 2 мм. | 6 руб. | 8 руб. | 12 руб. | 18 руб. | 24 руб. |
| До 3 мм. | 8 руб. | 10 руб. | 16 руб. | 14 руб. | 32 руб. |
| До 4 мм. | 10 руб. | 15 руб. | 20 руб. | 30 руб. | 40 руб. |
| До 5 мм. | 15 руб. | 20 руб. | 30 руб. | 45 руб. | 60 руб. |
| До 6 мм. | 18 руб. | 23 руб. | 36 руб. | 54 руб. | — |
| До 8 мм. | 25 руб. | 35 руб. | 50 руб. | — | — |
| До 10 мм. | 30 руб. | 40 руб. | 60 руб. | — | — |
Гибка листа
Суть листогибочных работ заключается в том, что они превращают плоское изделие в пространственное, “живущее” уже в трех плоскостях, и придают ему разнообразные формы. Гибка 6-метрового листа обычно выполняется без нагрева, холодным способом. Термическое воздействие может потребоваться только в случаях, если прокат имеет большое сечение. Или когда сырье, из которого он изготовлен, обладает низкой пластичностью. Самыми сложными в обработке сгибанием считаются титановый прокат, дюралюминий и стальные сплавы с включениями марганца и кремния.
Гибка металлической полосы в кольцо и на ребро
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 120 0 …) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка листового металла листогибочным станком
Промышленным способом гибка листа 6 м длиной проводится на специальных устройствах — листогибочных станках. Эти устройства значительно различаются по функционалу и способу воздействия на заготовку. Главными составляющими ротационного станка являются валки. Они помогают заготовке приобрести скругленную форму. На простейших машинах валки могут приводиться в движение ручным способом, в более сложных этот процесс осуществляет автоматика. Для несложных видов гибки можно использовать устройство с более простым механизмом Оно включает две плиты — статичную и поворотную — и прижимную балку. Однако обработать листы большой длины на этих устройствах затруднительно. Простой сгиб, и опять же для заготовки небольших размеров, может выполнить пресс, работа которого основана на пневматическом или гидравлическом усилии. Изгиб листа осуществляют две рабочие части — матрица (неподвижный элемент) и пуансон (подвижный). Таким станочным способом можно обрабатывать листы большой толщины.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Основные методы гибки листового металла
Мы уже упоминали, что гибка металла 6 метров в основном выполняется без нагрева. Однако в ряде случаев используется второй метод — термический. Чтобы доказать оправданность этой методики, материал исследуют на:
- пластичность, то есть определяют его способности к деформации;
- возможность образовать угол необходимой величины без растрескивания;
- способность получить сложный контур изгиба.
Зная особенности металлов и сплавов, специалист может предугадать результат, опираясь только на теоретические выкладки. Однако чаще всего испытания проводят опытным путем: в условиях цеха, используя для этой цели образец.
Подготовка металла к процессу гибки
Непосредственно перед процессом гибки, металл проходит ряд подготовительных манипуляций, в числе которых:
- Панорамная деформация. По средствам поступательных движений машины и натягивания верхней траверсой, производится деформация материала;
- Штамповка. Производится при помощи прессовочного оборудования;
- Завивка. В ходе манипуляции, оборудование с программным обеспечением осуществляет продвижение верхней траверсы, в результате чего создается сгиб.
Преимущества гибки листового металла
Заказывая гибку металла до 6 метров или менее, вы получаете:
- по-прежнему монолитное изделие, не имеющее швов;
- при правильном выполнении работ — не имеющее ни внешних, ни внутренних дефектов;
- деталь, внешний вид которой не испорчен никакими сварными швами;
- такую же прочную, как до гибки, и с не меньшим сроком эксплуатации.
Примечательно, что гибке можно подвергать большинство материалов и сплавов: сталь, алюминий, медь. А вот сварочные работы переносят далеко не все из них. Для того же алюминия качественный шов без пережогов может выполнить только очень опытный сварщик.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс (Фото: Instagram / stankoprom)
Виды приемов гибки металла
Простейшие приемы гибки подразумевают образование на листе одного или двух углов (одноугловая или двухугловая гибка). По форме профиля их также называют V-образной и П-образной. Для получения большего количества углов необходима уже многоугловая гибка. И, наконец, для образования не углов, а скругленных форм применяется гибка по радиусу, или закатка. По характеру усилия, которое прикладывается к листу, гибка листового металла 6 метров может быть свободной и с калибрующим ударом. Различается она и по количеству переходов, то есть усилий, приложенных для выполнения одного сгиба. Пластичным металлам хватает однократного усилия, непластичным требуются два и даже три, в особо трудных случаях — с нагревом.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Прайс-лист на гибку листовых заготовок
В отличие от многих других площадок, работающих только по договорным ценам и не указывающим в своих прайс-листах точных сумм, мы публикуем конкретные расценки за эту услугу. Правда, уточним, что это средние суммы. Если вы поручаете нам заказ повышенной сложности или очень срочную работу, стоимость проекта может увеличиться. При выполнении больших объемов в комфортные сроки мы можем порадовать вас скидкой.
Особенности гибки листовой заготовки
Самая сложная задача даже для специалиста, осуществляющего гибку 6-метрового листа, — “нащупать” баланс напряжения и деформации в конкретном листе конкретной толщины, изготовленном из определенного металла. В процессе сгибания — неважно, ручным способом или станочным, — на лист попеременно оказываются два воздействия: сперва упругое, а затем пластическое. Таким образом в листе происходит сжатие внутренних слоев и растяжение наружных. Пограничный, или нейтральный, слой становится “золотой серединой между ними. Умение его находить — “пропуск” к безвредной для металла гибке.
Гибка металлической полосы
Гибка полосы из металла используется при изготовлении различных приспособлений: скоб, кронштейнов, хомутов и других элементов. Основными критериями качества гибки заготовок является точность параметров внешней конфигурации, сохранение равномерной толщины профиля обрабатываемого изделия и его прочности в процессе эксплуатации.
Гибку полосы делают на специальном оборудовании как из сырьевой массы (алюминиевой, стальной или из нержавейки), так и из других металлических предметов (труб, продукции сортового или фасонного проката). Делая гибку из готовых деталей, в качестве сырья применяют изделия сортового проката с характером профиля в форме круга или квадрата, а из фасонного используется швеллер или уголок. Гибка полосы имеет особенности:
Гибка полосы по радиусу производится для создания сферической поверхности. Гибку делают поперек волокон материала, образовавшихся в процессе проката. В месте сгиба металл утончается и деформируется в поперечном сечении. Гибка может производиться с разными радиусами. Чем меньше радиус, тем на большую площадь заготовки распространяется деформация. При ошибке в расчетах радиуса сгиба на поверхности полосы или трубы могут появиться разрывы от излишнего сжатия или растяжения основы. Гибку производят по технологии, обеспечивающей сохранение формы после воздействия на изделие.
Гибка в кольцо также требует проведения точных расчетов соотношения между толщиной металла и диаметром. Гибку в кольцо выполняют в нескольких вариантах: полосы или трубы сгибают с постоянным или переменным радиусом, плашмя (ширина материала до 240 мм ) или на ребро (ширина материала до 150 мм ). Гибку в кольцо применяют в тех случаях, когда необходимо сохранить одинаковую деформацию структуры по всей протяженности профильных элементов.
Гибка полосы волной. Толщина профилей должна соответствовать радиусу изгиба. Во избежание сложных расчетов применяют станки с ЧПУ;
Гибка полосы в спираль бывает разных видов:
- гибка по дуге применяется для декоративных деталей разной толщины профиля;
- гибка скручиванием: одна или две полосы одинаковых профилей, зажатые с одного конца, поворачиваются относительно своей оси. Скручивание производят также из прутков круглого профиля;
Гибка под прямым углом позволяет делать металлоконструкции в виде квадрата. В изготовлении используется лист стали или нержавейки. Не исключено применение алюминиевой полосы;
Гибка полосы под острым углом. Полоса может располагаться как плашмя, так и на ребро.
Гибку металлических заготовок облегчает аппаратура ЧПУ. Высокотехнологическое оборудование значительно повышает точность расчетов напряжения металла, исключает воздействие на гибку трубы или металлопроката случайных факторов. Гибка обрабатываемого предмета становится качественней, значительно повышаются его эксплуатационные качества. Особое значение программное управление приобретает при создании декоративных элементов, позволяя выпускать предметы сложной конфигурации с высокими эстетическими свойствами.
Примеры работ по гибке заготовок
В том, что наши мастера справляются с гибкой листа 6 метров без труда, вы убедитесь, если посмотрите образцы гнутого проката и изделий из него в разделе “Примеры работ”. Наша галерея регулярно пополняется новыми образцами. Оценив фото и видео к статье, вы на живом примере убедитесь, что лучше несколько раз согнуть, чем пару раз сварить.
Гибка листового металла в Москве
Особое значение гибка металла 6 метров имеет для столицы, в которой активно развиваются все виды промышленности — от тяжелой до легкой. Московские производства предъявляют к гнутым заготовкам повышенные требования: им нужен прокат высокого качества, полностью совпадающий по пропорциям с чертежами. Эту задачу можно решить только на автоматическом оборудовании. Наши станки отличаются не только точностью, но и большой производительностью.
Результат пробивки и гибки листового металла
Гибка металла до 6 метров — не единственная операция, которую можно выполнить для такого габаритного проката. Кроме нее существуют пробивка, вырубка, резка. Да и сама гибка может быть разной: например, совмещенной с растяжением (обычно используется для получения изделий с большим радиусом). Результатом всех этих действий становится уже не заготовка, а практически завершенная деталь, которая может использоваться в монтаже или сборке.
Лазерная резка и гибка оцинкованной стали, листов с порошковой покраской
Свои нюансы обработки есть у металла с оцинкованным покрытием, а также у окрашенного порошковым способом. Цинковый и полимерный слои обладают достаточной ударной прочностью и стойкостью к деформированию покрытия, но могут быть повреждены при механической резке. Поэтому для таких изделий обычно выбирают резку лазерным лучом, проходящую для металла с покрытием практически “безболезненно”.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала. Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали. Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.
Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами. Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии. Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.
Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Гибка (вальцовка) уголка
Именно благодаря взаимодействию с вальцами радиусную гибку уголка также называют вальцовкой. Несмотря на кажущуюся простоту работы оборудования это очень сложная операция. При деформировании любого твердого материала, в том числе и металла, его внутренний слой испытывает сильное сжатие, а внешний — не менее “экстремальное” растяжение. И если для такого изделия, как металлический круг, эти процессы проходят более-менее равномерно, в уголке как в профильной заготовке может наблюдаться продольное смещение одного из слоев.
Риск искажения деталей особенно возрастает при использовании ручных профилегибов. Поэтому специалисты рекомендуют проводить гибку уголка по радиусу только на автоматизированном оборудовании, и лучше оснащенном чпу.
Как согнуть полосу металла в круг
страница » Металлообработка — гибка металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм.
Удары молотком следует наносить в направлении неподвижной губки тисков.
Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Высадка металла. Гибка уголка по радиусу. Малкование
Высадка металла. Гибка уголка по радиусу. Малкование. 5.00/5 (100.00%) проало 7
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла.
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
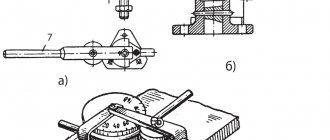
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла.
Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии.
Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях!!!
Как согнуть полосу металла в круг — ccm-msk.ru
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Как согнуть полосу металла в круг — Справочник металлиста
Большинство людей спрашивают себя: как ровно согнуть металлический лист? И не удивляет, ведь во время выполнения строительных работ может возникнуть надобность в выполнении аналогичной процедуры.
Трубы малого диаметра сгибают с помощью тисков. Достаточно часто при процессах строительства появляется надобность согнуть трубы довольно крупного диаметра. Для такой работы нужны особые станки, на каких исполняют сгибание листов металла и труб. Сгибаемый ингредиент при этом не изменяет свои начальные формы.
Как ровно согнуть металлический лист? Этапы:
| Общая методика, принципы и специфики эластичны листов металла. |
| Какой металл можно согнуть? Наиболее оптимально для обработки и придания нужной формы подойдут латунь, медь и алюминий. |
| Инструменты для сгибания. В начале работы необходимо приготовить схему грядущего изделия и сосчитать требуемый угол. После этого необходимо обзавестись материалами и инструментами. |
| Собственноручное изготовление станка для загибов листового металла. Материалы и рабочий план. |
Совет: при сгибании деталей принимается во внимание его толщина, эластичность и определяется радиус кривизны.
Методика эластичны метала
Сгибание листового металла предполагает исполнение конкретных действий, приводят которые к тому, что материал получает необходимую форму. Процесс сгибания металла исполняется без помощи сварочных или других соединений, уменьшающих долговечность и надёжность материала.
При сгибе слои снаружи изделия растягиваются, а внутренние сжимаются. Методика состоит в том, дабы одну часть перегнуть в отношении к другой на требуемый угол.
Своевременно эластичны лист металла подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания.
Сам процесс исполняют на оборудовании, благодаря чему не появляются повреждения.
Если согнуть деталь неверно, то на его поверхности могут случиться неодинаковые изъяны, благодаря чему на линии изгиба металл получает неодинаковые повреждения, что как правило приводит к ее неполадке.
Напряжение изгиба должно быть более, чем предел его жесткости. В результате эластичны может происходить пластическая дефармация. При этом после того как проведена операция сгиба готовая конструкция будет сохранять ту форму, которая была ей задана.
Плюсы процесса ровной эластичны металлического листа:
- Большая продуктивность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую коррозийная стойкость.
- На месте сгиба не появляется коррозия.
- Конструкция считается цельной.
- Большая прочность.
Недостатки:
Если хотите узнать о ремонте больше посмотрите этот сайт.
Распространенный сайт здесь.
- Необходимое оборудование дорого стоит.
- Ручная эластична слишком трудоемкая.
В отличии от конструкций, сделанных путем сгиба металла, на сварных конструкциях есть шов сварки, который подвергается ржавчине и коррозии.
Сгиб изделий исполняется ручным способом или с применением специализированных устройств. Ручной изгиб – трудная и сложная в работе процедура, которая делается с применением плоскогубцев и молотка. Если необходимо ровно согнуть металлический лист маленькой толщины, используют киянку.
Сгибание листового металла выполняют с помощью вальцов, роликовых станков или пресса. Дабы материалу дать цилиндрическую форму, используют гидравлические, ручные или электропроводные вальцы. Аналогичным способом делают трубы.
Эластична листового металла применяется в целях домашнего строительства для изготовления водоотводов, каркасов из металла, профилей, труб и других конструкций. При сгибании материала собственными руками можно сделать трубы разнообразного диаметра. При помощи станков загибаются изделия с защитным покрытием из цинка. Для этого необходимо сделать станок, лучше всего по шаблону.
При загибе какого-нибудь изделия необходимо определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от всей толщины листа.
Своими силами можно сгибать следующие металлы:
Радиус изгиба зависит от качественных свойств металла и варианта эластичны.
Как ровно согнуть металлический лист собственными руками?
Для производства скобы способом эластичны используют следующие материалы и инструменты:
- тиски;
- лист металла;
- оправа;
- молоток;
- электрическая пила для металла;
- брусок.
Заблаговременно по схеме вычисляется длина полосы заготовки и исполняется расчет сгибания листа металла. В расчете на каждый изгиб выполняется запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заблаговременно составленной схеме выпиливается заготовка и выполняется отметка места загиба. Для того чтобы согнуть материал применяют тиски с угольниками.
Сначала на уровне изгиба необходимо зажать в тисках заготовку. Потом с применением молотка выполняется первый изгиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после этого исполняется второй изгиб.
Заготовка изымается и выполняется отметка длины лапок скобы. Ее, вместе с бруском, оправой гнут и в тоже время отгибают две ее лапки. Треугольником уточняют изгиб. Если он сделан неверно, изгиб следует поправить с помощью бруска оправы и молотка. Когда процедура загиба окончена, конструкцию подпиливают до необходимых показателей.
Как ровно согнуть металлический лист: изготовление станка собственными руками
Для того чтобы создать приспособление, позволяющее в бытовых условиях сделать изгиб листа металла нужно приготовить следующие инструменты и материалы:
- уголок 80 мм;
- болты;
- балка металлическая двутавр 80 мм;
- петли;
- инверторный аппарат;
- струбцины;
- рукояти;
- стол.
Все работу начинаются с приготовления основы самодельного станка из профиля – двутавра 80 мм. Потом сверху к двутавровой балке закручивается уголок 80 мм на 2 болта. Во время сгибания он будет крепить заготовку. Под уголок варится три петли от дверей из стали, вторые половинки которых приваривают к самому уголку.
Дабы сделать гибку, к уголку привариваются две рукояти по 800 мм, с помощью которых можно будет поворачивать станок. Листогиб прижимается к столу с помощью 2-ух струбцин. Прижимной уголок откручивается. Потом ложится заготовка, а уголок передвигается на место.
Если понадобится его можно будет поднять, не снимая при этом. Потом материал продевают между двутавром и уголком. Лист металла бережно ровняется. Затягиваются болты и с помощью поворота заготовка гнется на требуемый угол.
Рукодельный станок – приспособление не универсальное, так как его применяют для сгибания листов небольшой толщины. Если испытываете необходимость в загибе материала с большой толщиной, необходимо использовать станки, сделанные на производстве.
Как согнуть арматуру, лист металла и т.д. не имея специального инструмента
Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д., получив при этом достойный результат.
В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму. Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц.
Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол. Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить.
При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!