Марганцовистые стали
Марганец как легирующий элемент широко применяется и в порошковой металлургии. Так же, как и никель, он принадлежит к переходным металлам. Марганец расширяет область существования y-Fe, значительно увеличивает твердость феррита, повышает устойчивость переохлажденного аустенита и снижает температуру мартенситного превращения. Марганец существенно повышает прокаливаемость порошковых сталей. Он является карбидообразующим элементом. С углеродом он образует карбид Mn3C, более устойчивый и прочный, чем карбид железа (цементит). При введении марганца в железоуглеродистые сплавы чистые карбиды марганца не образуются, а получаются всегда сложные (двойные) карбиды цементитного типа (Fe, Мn)3С, в которых часть атомов железа замещена атомами марганца. Содержание его в цементите определяется его количеством в стали. В высокомарганцовистой стали аустенитного класса в такой двойной карбид входит больше марганца, чем железа (около 80% Mn и 20% Fe), а в среднемарганцовистой с содержанием менее 3 % Mn, наоборот, в такой карбид входит больше железа, чем марганца (около 80 % Fe и 20 % Mn).
Для конца 70-х — начала 80-х годов характерен возрастающий интерес к порошковым марганцовистым сталям, обусловленный необходимостью разработки недорогих легированных порошковых сталей для массового производства. Однако использование марганца (так же, как и хрома) в качестве легирующего элемента для получения порошковых сталей связано с целым рядом трудностей, обусловленных высоким сродством этих элементов к кислороду.
Для снижения степени окисления марганца и образования трудновосстановимых оксидов в процессе спекания рекомендуется использовать чистые исходные компоненты и осушенные среды спекания. Кроме того, предлагается вводить в среду спекания HCl, HBr, HF или вводить в шихту борную кислоту или бораты металлов, использовать геттерирующие засыпки, содержащие ферроалюминий или ферросилиций. Марганец можно добавлять к порошку железа в виде измельченного ферромарганца или специальной лигатуры. Напротив, авторы работы, исследуя процесс получения марганцовистых сталей из смеси порошков, приходят к выводу, что решающим процессом следует считать сублимацию марганца и образование газовой фазы при спекании. Пары марганца, оседая на частичках железа, активируют диффузию легирующего элемента. Для наиболее эффективного действия сублимации на процесс легирования и спекания по мнению автора следует добавлять марганец в наивысшей концентрации. В таких условиях происходит взаимодействие паров марганца, выделяющихся из прессовки, с кислородом защитной среды, и образующиеся оксиды уносятся потоком и не образуются в объеме материала.
Ряд авторов отмечает уменьшение количества марганца в заготовке в процессе спекания вследствие его испарения. При этом убыль легирующего компонента зависит от доли открытой пористости. Возрастание давления прессования способствует подавлению процесса испарения и уноса марганца.
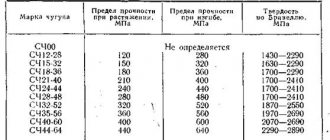
Процессы спекания и структурообразования марганцовистых сталей исследованы в работе. В качестве исходных материалов использовали порошки восстановленного и электролитического железа, ферромарганца с 78 % марганца, графита. Спекание осуществляли в вакууме при температуре 1100 °С. Усадка сталей и механические свойства после спекания приведены в табл. 31.
Уменьшение усадки с ростом содержания марганца, очевидно, связано с увеличением пористости. Установлено, что поры расположены в центрах протяженных областей аустенита в марганце, образованной мелкопластинчатым перлитом. Отмечается, что прочность спеченных сталей во всех случаях была заметно ниже, чем прочность литых и термообработанных сталей, что по мнению автора является следствием гетерогенности материала. Это приводит к необходимости введения более высокого количества легирующих элементов, чем следовало бы, если исходить из традиционной практики.
Структурообразование и свойства марганцовистых сталей на основе распыленного и восстановленного порошков железа изучены в работе. В качестве легирующей добавки использованы углеродистый ферромарганец (75 % Mn; 7,7 % С) с размером частиц 0,04 мм.
Тип железного порошка оказывает существенное влияние на структуру и свойства спеченных сталей. При использовании распыленного порошка при спекании сохраняются границы частиц железного порошка, а сердцевина частиц остается ферритной, нелегированной. Напротив, при использовании восстановленного порошка границ исходных частиц в микроструктуре не наблюдается. Установлено, что возрастающая прочность практически линейно зависит от содержания марганца вплоть до содержания его 4-4,5 %, при котором наблюдается максимум. Прочность образцов на основе восстановленного порошка возрастает на 210 МПа на каждый процент легирующего элемента, а для образцов на основе распыленного порошка при таком же количестве углерода прирост прочности составляет 108 МПа на каждый процент марганца. Максимальная прочность была достигнута на сталях на основе восстановленного порошка железа с 4,2 % марганца и 0,2 % углерода и составила 886 МПа, в то время как максимальное значение прочности сталей на основе распыленного порошка составило 672 МПа. Стали на основе восстановленного порошка имеют более высокие значения удлинения и меньшую твердость, чем стали на основе распыленного порошка.
В работе исследовано влияние технологических параметров и состава на свойства спеченных сплавов и сталей: Fe-Mn, Fe-Mn-C, Fe-Mn-Cr, Fe-Mn-Cr-C, Fe-Mn-Cr-Mo-C. Композиции были получены путем механического смешивания железного порошка и легирующих элементов, вводимых в чистом виде или в виде ферросплава. В качестве шихтовых материалов использовали железный порошок, полученный методом распыления (atomet), электролитический порошок марганца (размер частиц
Отечественные низколегированные стали повышенной и высокой прочности
Стали феррито-перлитного класса с пределом текучести 300-400 Н/мм 2
С учетом условий изготовления и эксплуатации конструкций, а также экономических соображений выработалось предпочтительное отношение различных отраслей строительного комплекса к тем или другим маркам стали. Так, изготовители строительных конструкций в основном используют сталь марок 09Г2С и 12Г2С (С345 ГОСТ 27772-88) при нулевом или минусовом отклонении по содержанию углерода в готовом прокате; в мостостроении в основном применяются стали марок 15ХСНД, 10ХСНД, 14Г2АФД с повышенным сопротивлением атмосферной коррозии; в вагоностроении — сталь 09Г2Д; в котлостроении — сталь 16ГС; для трубопроводов большого диаметра — стали 17ГС, 17Г1С и типа 08-12Г2ФБ.
Ниже приводятся основные свойства типичных отечественных низколегированных сталей феррито-перлитного класса, широко применяемых в различных отраслях промышленности и строительстве. В основном представлены результаты исследований, выполненных авторами.
Марганец является традиционным и наиболее широко используемым элементом в низколегированных сталях. Распространение, которое получили марганецсодержащие низколегированные стали, объясняется весьма благоприятным влиянием марганца на ряд свойств стали. Марганцевые стали являются почти единственным типом стали одинарного легирования.
Сталь марки 09Г2 является одной из наиболее распространенных. Созданная вначале как сталь для судостроения (хорошая свариваемость, высокая пластичность, вязкость и т.д.), она нашла широкое применение в ряде других отраслей, в первую очередь в вагоностроении. Из стали 09Г2 изготавливают листовой и профильный прокат в широком диапазоне толщин с пределом текучести σТ > 300 Н/мм 2 .
Сталь 09Г2 выплавляют как в мартеновских печах различного тоннажа, так и в конвертерах. Низкое содержание углерода при высоком содержании марганца вызывает необходимость при легировании стали использовать в основном силикомарганец, вводя его в ковш. Наиболее распространенный метод раскисления и легирования этой стали заключается в предварительном раскислении металла в печи доменным ферромарганцем (6-8 кг/т) и вводе в ковш под струю необходимого по расчету количества силикомарганца (22-25 кг/т). Сталь в ковше раскисляют алюминием (0,7-0,8 кг/т) и ферротитаном из расчета ввода в металл (без учета угара) 0,04 % Ti. Наряду с этим практикой отдельных заводов установлено, что стали типа 09Г2 можно выпускать без предварительного раскисления металла в печи, вводя все ферросплавы в ковш.
При вводе в печь сравнительно небольшого количества ферромарганца ванна энергично закипает, и весь углерод, содержащийся в ферромарганце, за период раскисления и выпуска плавки окисляется. Температура металла при этом интенсивно повышается. Такая добавка также благоприятно влияет на степень десульфурации металла.
Значительное влияние на свойства листовой стали 09Г2 оказывает толщина листов, с увеличением которой все показатели механических свойств понижаются. Горячекатаные листы толщиной свыше 15 мм, по данным работы, имели значительную отсортировку по механическим свойствам.
Для повышения уровня механических свойств листов толщиной 15-20 мм приходится прибегать к нормализации. Нормализация (930° С, темп нагрева 2 мин/мм, охлаждение на рольганге) позволила значительно повысить механические свойства таких листов благодаря измельчению зерна и большей однородности структуры.
Были проведены сравнительные исследования сталей 09Г2 (лист 11 мм) и 14Г2 (лист 12 мм). Закалка с последующим отпуском стали 09Г2 позволяет заметно повысить характеристики значительном повышении в то же время и ударной вязкости.
Сталь 09Г2 относительно малочувствительна к концентрации напряжений и механическому старение.
Нормализация оказывает положительное влияние на ударную вязкость стали 09Г2 после деформационного старения. Исследование влияния температуры нормализации на хладостойкость и механические свойства стали 09Г2 показало, что максимальные значения KCU+2° получаются при температуре нормализации 925-950° С.
Одним из основных преимуществ стали 09Г2 является ее хорошая свариваемость. Низкое содержание углерода обеспечивает малую вероятность возникновения трещин в зоне термического влияния сварки. Сварные соединения стали 09Г2, выполненные автоматической сваркой, характеризуются высокой ударной вязкостью.
Марганцовистая сталь — марка
Малоуглеродистые марганцовистые стали марок 10Г2А и 12Г2А обладают высокой пластичностью и хорошей свариваемостью. Они применяются для изготовления штампо-сварных деталей. [1]
При обработке марганцовистой стали марки Г12 ( содержание марганца 12 94 %) было установлено -, что наиболее пригодным для такой обработки является резец из твердого сплава марки Т15К6, обладающий достаточной стойкостью при скорости резания 13 6 м / мин. Сплав Т5КЮ дает удовлетворительную стойкость ( 50 мин. Однако сплав Т15К6 сравнительно хрупок и плохо работает при ударной нагрузке. [2]
Коленчатый вал 3 изготовляется из марганцовистой стали марки 50Г и лежит на пяти коренных подшипниках. Поверхности шеек вала закалены токами высокой частоты. Диаметр коренной шейки 88 9 мм, мотылевой 70 мм. Для уравновешивания центробежных сил на первом и четвертом кривошипах вала установлены противовесы. [3]
Сталью, обладающей высоким сопротивлением износу, является марганцовистая сталь марки Г13, содержащая 1 0 — 1 3 % С; 11 0 — 14 0 % Мп. Она относится к аустенитному классу. [4]
Для сварки магистральных трубопроводов применяется проволока из углеродистой стали марок СВ-08 и СВ-08А и марганцовистой стали марок СВ-08г-А . Буква А в марке проволоки означает, что в проволоке содержится значительно меньше вредных примесей — серы и фосфора, поэтому такая проволока применяется для более ответственных работ. [5]
Регенератор состоит из корпуса 1, нижняя часть которого ( до фланцевого соединения) изготовляется из хро-моникелевой стали марки Х18Н9Т, а верхняя — из марганцовистой стали марки 09Г2ДТ / м; змеевиков 2, изготовленных из медных или стальных трубок, и каменной насадки 3 с размером гранул 4 — 10 мм. Змеевики опираются на днище корпуса. Коллекторы змеевиков выведены через сальники 4 и 5, размещенные в днище и крышке. Ввод воздуха в регенератор и вывод обратного потока производится через дырчатый конус 6, обтянутый сеткой 7 из нержавеющей стали, а вывод воздуха и ввод обратного потока — через кольцевой дырчатый коллектор 8, также обтянутый сеткой из нержавеющей стали. [6]
Легированные стали и сплавы на железной основе с особыми свойствами содержат в своем составе большое количество легирующие компоненты, сочетание которых придает сталям жаропрочность, антикоррозийность, большое электрическое сопротивление и другие ценные свойства. Так, например, сталь марки 1Х18Н9Т — хромоникелевая нержавеющая сталь с содержанием около 0 1 % углерода, 18 % хрома, 9 % никеля, около 1 % титана отличается высокой кислотоупорностью и применяется для изготовления аппаратов на заводах химического машиностроения; марганцовистая сталь марки ПЗ , называемая сталью Гадфильда, содержащая от 11 до 14 % марганца, хорошо работает на истирание и применяется для изготовления зубьев ковшей экскаваторов и железнодорожных стрелок. [7]
Легированные стали и сплавы на железной основе с особыми свойствами содержат в своем составе большое количество леги — рующие компоненты, сочетание которых придает сталям жаропрочность, антикоррозийность, большое электрическое сопротивление и другие ценные свойства. Так, например, сталь марки 1Х18Н9Т — хромоникелевая нержавеющая сталь с содержанием около 0 1 % углерода, 18 % хрома, 9 %: никеля, около 1 % титана отличается высокой кислотоупорностью и применяется для изготовления аппаратов на заводах химического машиностроения; марганцовистая сталь марки Г13, называемая сталью Гадфильда, содержащая от 11 до 14 % марганца, хорошо работает на истирание и применяется для изготовления зубьев ковшей экскаваторов и железнодорожных стрелок. [8]
В бункерах, предназначенных для хранения твердых кусковых материалов, внутреннюю поверхность наклонных стенок футеруют, чтобы предохранить стенки от истирания и образования вмятин при ударах. Тип футеровки зависит от истирающих свойств сыпучего материала. Так, бункера для руды и скрапа футеруют листовой марганцовистой сталью марки ЗОГ2 толщиной 6 — 10 мм. Иногда применяют деревянную футеровку. [10]
Влияние углерода, постоянных примесей и легирующих элементов на свойства стали
Сталь является многокомпонентным сплавом, содержащим углерод и ряд постоянных или неизбежных примесей Мп, Si, S, Р, О, N, Н и др., которые оказывают влияние на ее свойства. Присутствие этих примесей объясняется трудностью удаления части из них при выплавке (Р, S), переходом их в сталь в процессе ее раскисления (Мп, Si) или из шихты — легированного металлического лома (Cr, Ni и др.). Эти же примеси, но в больших количествах, присутствуют и в чугунах.
Влияние углерода
. Структура стали после медленного охлаждения состоит из двух фаз — феррита и цементита. Количество цементита возрастает в стали прямо пропорционально содержанию углерода.
Частицы цементита повышают сопротивление деформации, и, кроме того, они уменьшают пластичность и вязкость. Вследствие этого с увеличением в стали углерода возрастает твердость, временное сопротивление, предел текучести, уменьшаются относительное удлинение, относительное сужение и ударная вязкость.
Влияние кремния и марганца
. Содержание кремния в углеродистой стали в качестве примеси обычно не превышает 0,35—0,4 %, а марганца 0,5—0,8 %. Кремний и марганец переходят в сталь в процессе ее раскисления при выплавке. Они раскисляют сталь, т. е. соединяясь с кислородом закиси железа FeO, в виде окислов переходят в шлак; раскисление улучшает свойства стали. Кремний, дегазируя металл, повышает плотность слитка.
Кремний, остающийся после раскисления в твердом растворе (в феррите), сильно повышает предел текучести. Это снижает способность стали к вытяжке и особенно холодной высадке. В связи с этим в сталях, предназначенных для холодной штамповки и холодной высадки, содержание кремния следует брать пониженным.
Влияние серы
. Сера является вредной примесью в стали. С железом она образует химическое соединение FeS, которое практически нерастворимо в нем в твердом состоянии, но растворимо в жидком металле. Соединение FeS образует с железом легкоплавкую эвтектику с температурой плавления 988 °С. Эта эвтектика образуется даже при очень малых содержаниях серы. Кристаллизуясь из жидкости по окончании затвердевания, эвтектика преимущественно располагается по границам зерна. При нагревании стали до температуры прокатки или ковки (1000—1200 °С) эвтектика расплавляется, нарушается связь между зернами металла, вследствие чего при деформации стали в местах расположения эвтектики возникают надрывы и трещины. Это явление носит название
красноломкости
.
Марганцовистая машиностроительная сталь перлитного класса
- Перлит класс марганец механически стальной 1.0-2.0% МП за-эвтектоидная машины во время производство марганца сталь легко обрабатывается и имеет глубокое свойство гасить. Благодаря своим механическим свойствам, по сравнению с углеродистой сталью, такая сталь в изделиях диаметром 30-40 мм обладает достаточно хорошей вязкостью и высокой прочностью тсри. При 0,1-0,7% С (до 0,05-0,10%) марганцевая сталь используется в промышленности при машинном производстве примерно на 0,7-1,8% от марки 20 Мп. В таблице.
Рисунок 19 показывает химический состав и критические точки Юрско-марсианско-Жемчужной горной стали некоторых наиболее распространенных марок. Таблица 19 средняя марганцевая сталь Марка стали 15г 20г ЗОГ 40г 50г 60г 70г 30Г2 40Г2 50G2 С% 0.12-0.18 0.17-0.24 0.27-0.34 0.37-0.44 0.47-0.55 0.57-0.65 0.67-0.75 0.27-0.34 0.37-0.44 0.47-0.55 MP、% 0.7-1.0 0.7-1.0 0.7-1.0 0.7-1.0 0.7-1.0 0.7-1.0 0.9-1.2 1.4-1.8 1.4-1.8 1.4-1.8 Критическая точка°С Как( 720. 720. 720. 720. 720. 720. 720. Семьсот десять Семьсот десять Семьсот десять Ас. 880. 850. Восемьсот десять Семьсот девяносто Семьсот семьдесят Семьсот шестьдесят 740. Семьсот девяносто Семьсот семьдесят Семьсот пятьдесят Примечание 1 содержание кремния 0,17
0,37%, серы и фосфора в количестве 0,08% или менее. 15 г и 20 г стали имеют повышенную прочность, высокую вязкость, подвержены
холодной пластической деформации и механической обработке, хорошо свариваются. Людмила Фирмаль
Такие стали часто используются в различных сварных конструкциях без термической обработки и после нормализации от 900-940°, таких как болты, гайки, заклепки и др. Марганцевая сталь, в том числе 0,15〜0,20% C, также используется в качестве цемента для изделий без больших нагрузок. При цементировании этой стали происходит плавный переход от цементного слоя к нецементному ядру 96 МН стали После цемента воздушно-корпуса, поверхностная твердость продукта Ain равномерна(отсутствие мягкого пятна).
Цементирование марганцевой стали проводят при 900-920°, а продолжительность цементации для получения слоя определенной глубины примерно такая же, как и у обычного углерода steel. To исключите перегрев и измельчение зерновых продуктов 160. 120. Южная Осетия $ .Восемьдесят * о » аз Сорок Иди. В • * ^ — Восемь ^ Л Ч ы ы Н. Н. Н. Восемьдесят 70. 60. Пятьдесят 」 Тридцать Двадцать / ля Триста миллиардов четыреста миллионов пятьсот тысяч шестьсот Температура отпуска, Сто 30. Механические свойства стали 50Г2 после закалки от 800°и отверждения при различных температурах В случае марганцевой стали, после цементации, она охлаждается с маслом 820-840°, чтобы сделать промежуточное упрочнение, затем она окончательно затвердевает и придает цементу высокую твердость layer. In в некоторых случаях вместо первичного (промежуточного) твердения цементные изделия нормализуются в коробку с хорошо развитым карбюратором.
- Последняя нота-от 780 до 800°.Крупные отвержденные продукты охлаждают водой или водой в масле, а мелкие отвержденные продукты охлаждают маслом. Праздник проходит при температуре 160-180°. Модифицированные стали с низким содержанием углерода ZOG, 30G2, 40G и 40G2 закаляются водой или маслом (в зависимости от размера изделия) и охлаждаются на 830-880°(в зависимости от критической точки).Отпуск дается при заданной твердости при 450-650°.Эта сталь используется при изготовлении таких изделий, как теплая, полуосевая и рычажная.
Сталь со средним содержанием углерода (50G и 50G2) закаляется маслом при 820-840°, а после отпуска при 450-600° эта сталь приобретает высокую прочность с достаточным содержанием перлита марки марганцевой конструкционной стали 97. 2.0 Вязкость. Эта сталь использована в подобных продуктах как кривошины, ведущие шатуны и цапфы. Сталь с высоким содержанием углерода (60 г и 70 г) закаляют при 800-820°с при охлаждении маслом, а температура отпуска заданной твердости составляет 200-450°.
Такие стали применяют для холодной ударной штамповки инструментов (обжимов, штампов, кувалд и др.), а также пружины, пружины, фрикционные диски и др. Людмила Фирмаль
На рис. 30 показано, как температура отпуска влияет на изменение механических свойств стали 50Г2 после закалки маслом от 800°С. В условиях отжига предел прочности этой стали составляет около 70 кг
Износостойкий (белый) чугун (высокохромистый сплав) для броней дробилок
Ударная прочность до 10 Дж/см2. Твердость 560-590 HB (около 57-60 HRc).
Наиболее распространённый в России сплав износостойкого чугуна ИЧХ28Н2 содержит углерода 2,7-3%, хрома 28-30%, никеля 1,5-3,0%, марганца 0,8%, кремния 0,7-1,4%. Углерод и кремний пагубно сказываются на свойствах сплава: углерод увеличивает хрупкость, а кремний способствует формированию из углерода графита вместо цементита в структуре сплава. С другой стороны как все чугуны, обладая высоким содержанием углерода (свыше 2,14%) по сравнению со сталями и существенным содержанием хрома (формирующего специальные карбиды хрома в структуре сплава), обладает повышенной твердостью, что является важным критерием, сдерживающим косой ударный и скользящий износ. Но существенно менее прочен на сжатие и прямой удар, что не позволяет его использовать для крупного и среднего дробления любым способом (сжатие, удар) и в местах, где возможно попадание металла (недробимого материала), так как такое воздействие как и механическая обработка этого сплава может приводить к раскрашиванию изделия.
Находит применение для дробилок с ударным принципом разрушения при небольшой крупности питания: роторных с горизонтальным и вертикальным валом (для последних в России довольно широкое применение).
Сварка марганцовистых сталей
Автор:
Игорь
Дата:
28.12.2018
- Статья
- Фото
- Видео
Марганцовистая конструкционная сталь особого назначения обладает уникальным сочетанием прочности и вязкости, что используется для изготовления брони, траков, танков, рессор, пружин. Изделия характеризуются высокой износостойкостью к истиранию, ударным нагрузкам. Производят их методом отливки, но в процессе эксплуатации нередко требуется сварка марганцовистых сталей. Это может быть как создание новой конструкции, так и наплавление изношенной части.
Показателем свариваемости является углеродный эквивалент, в формулу которого входят: C, Mn, Si, Cr, Ni, Cu — расположение по мере влияния. Основные легирующие элементы — углерод и марганец: чем выше их содержание, тем больше усложняется процесс. Сплав с C до 0,25% относят к хорошо свариваемым, но при увеличении показателей эта способность падает.
Антиферромагнитные стали с марганцем
Разработаны и находят применение аустенитные антиферромагнитные стали с особыми физическими свойствами. Основным легирующим элементом в сталях этой группы является марганец, содержание которого должно обеспечивать аустенитную структуру (
20 % ). Для придания высокой прочности сталь легируют вольфрамом, ванадием (50Г20ФВ7, 50Г20Х4ФВ7 и др.). Вольфрам обладает низким коэффициентом линейного расширения, что способствует образованию марганцевого аустенита с низкими значениями коэффициента термического расширения.
Известна также большая группа марганецсодержащих сложнолегированных сталей, в которых упрочнение достигается благодаря формированию избыточных фаз выделения (карбидов, нитридов, интерметаллидов, элементов V, W, Mo, Nb, Ti, Ta, Zr, Al). Эти стали широко используются для производства труб (45Г17Ю3, 45Г15, Н9Х3Ф2Ю и др.).
Особенности химического состава марганцовистых сталей
Важно! При работе необходимо обеспечить быстрое охлаждение шва, поскольку при длительном нагреве происходят выделение карбидов и снижение прочности
Наличие С 0,6-1,2%, Mn 1-14% также может легироваться другими элементами в количестве до 1%. При расплавлении основная масса составляющих соединяется с кислородом, выделяя шлак, углерод образует газ СО, т. е. выгорает. Шлак, в свою очередь, мешает проведению процесса: закрывает электродугу, частично попадает в расплав и снижает прочность соединения. Процесс окисления уменьшает в расплаве содержание материалов, что совершенно меняет первоначальный химический состав, а значит, и свойства.
Влияние способа плавки на содержание газов и механические свойства
Сварка марганцовистых аустенитных сталей осложняется еще и структурными изменениями в околошовной зоне. Нагрев до температур рекристаллизации приводит к выделению карбидов, росту зерен, т. е. локальному изменению свойств металла из-за трансформации структуры — снижению прочности и вязкости, увеличению хрупкости.
Разновидности и технологии сварочного процесса
Технология сварки марганцовистых сталей, вне зависимости от способа ее проведения, должна учитывать все негативные факторы и обеспечить:
- Защиту от окисления. Частично эту функцию выполняет шлак, что происходит после его образования и для чего тратится часть элементов. Чтобы полностью предотвратить процесс окисления, необходимо использовать защитную атмосферу. Как правило, это применение вакуума — технологии дорогой и сложной в исполнении. Намного практичнее аргонно-дуговая сварка. Она будет уместной как в промышленных условиях, так и частном использовании.
- Частичное или полное восстановление химического состава. Содержание элементов в сварном шве кардинально меняется, чтобы частично или полностью его восполнить, задействуют электроды с покрытием из аналогичных элементов. Существуют марганцевые, алюминиевые с дозированным содержанием элементов разновидности.
- Форма наплавки. Сплавы при выгорании образуют большое количество угарных газов, что затрудняет не только видимость. Задерживаясь в расплаве, они снижают прочность структуры. Чтобы обеспечить их выход, наплавка электродами проводится уширенными стежками.
- Быстрое охлаждение. Длительный нагрев и медленное охлаждение Mn-сталей приводят к выпадению карбидов, которые снижают прочность и делают хрупким шов. Оптимальным по скорости нагрева и охлаждения соотношением является электродуговой метод.
Сварка стали 65Г сложная из-за содержания С. Для этих марок применяется ряд условий, которые снижают последствия вмешательства в структуру. По сути, процесс представляет собой наплавку промежуточного слоя между поверхностями. Для этого используются электроды определенного состава, подбираются они в зависимости от степени легирования.
С помощью электродов с содержанием Mn проводят наплавку на обычную конструкционную сталь, тем самым придавая ей износостойкость, присущую Mn-сталям. Процедуру проводят в 4 слоя, в каждом из которых увеличивается содержание марганца.
Сварка стали 16ГС выполняется электрошлаковым способом в защитной газовой атмосфере под флюсом. Она не склонна к отпускной хрупкости и характеризуется высокой стойкостью от перегрева в зоне термического влияния. Для наплавки рекомендуются электроды Э42, Э50А.
Способы выполнения и побочные явления сварки стали 09Г2С аналогичны вышеописанному. Для полу- и автоматического метода применяют электродную проволоку СВ08ГА, СВ-ЮГА, СВ10Г2 + флюс АН-348А, ОСЦ-45.
Сварка стали 30ХГСА. Легирование хромом, кремнием в околошовной структуре обеспечивает не только феррито-перлитный состав (образуется определенное количество бейнита и мартенсита), но и длительное охлаждение, что способствует выпадению карбидов по границам зерен и появлению повышенной хрупкости. Здесь применяются электроды Э55А, Э60, Э55.
Сварка пружинной стали, равно как и сварка рессорной стали, практически невозможны. Марка 50ХГА не предназначена для сварных конструкций. Эффект пружины она получает при пластической деформации в холодном состоянии, а при свариваемости в зоне термического влияния следствием становятся частичный отпуск и потеря прочности. Компромисс — использование электродов ОК 68/82, которые оптимальны для наплавки переходных слоев.
Сварка стали 09Г2С, технология выполнения которой предусматривает соединение в любой конфигурации, в том числе осуществление сварки полосовой стали, отличается от высоколегированной — в данном случае принцип сращения имеет характерную схожесть с наплавлением. Стыковка может проводиться разными способами: непрерывным оплавлением с подогревом и без. Зазоры при сварке металла допускаются в зависимости от сечения и вида расплавления — от 0,5 до 8 мм.
Особенности наплавки марганцовых сталей
Заключение
Углерод — основа, которая указывает на свариваемость, второй по значимости элемент — марганец (содержание до 1,5% мало влияет на процесс). Если С более 0,25%, возможность проведения операции зависит от добавочных элементов. При повышении его свыше 0,29% — возможно соединение с особыми условиями, при помощи обычного электрошлакового переплава. При повышении С более 0,4% — соединение практически невозможно, актуальным становится метод наплавки спец. электродами.
Брони для дробилок — выбор оптимального сплава
Важной составляющей стоимости эксплуатации дробильно-сортировочного завода является стоимость быстроизнашиваемых элементов. И первое, что приходит в голову, когда слышишь быстроизнашиваемые элементы — это брони, плиты для дробилок. В этой заметке будет рассказано о путях оптимизации этой статьи расходов или как сделать, чтобы быстроизнашиваемые стояли дольше.
Вначале кратко какое воздействие бывает:
- сжатие
- сдвиг
- удар
- скользящий удар или истирание
В нашей стране самый распространённый сплав, который используется для производства броней, это марганцовистая сталь. Но не всегда «марганцовка» лучшее решение. Как выбрать какой сплав оптимален для задачи? Для этого надо изучить физические свойства сплавов.
Марганцовистые стали марки
- ЛГМ
- Литьё
- Лаборатория
- Обрубка
- Термическая обработка
- Механическая обработка
- Видео
- Продукция Стальное литьё Чертежи (Сталь)
- Чертежи (Марганцовистая сталь)
- Марганцовистая сталь
- Жаропрочная сталь
- Сталь для отливок
- Конструкционная легированная сталь
- Легированная сталь
- Углеродистая сталь
- Чугунное литьё Чертежи (Чугун)
- Чугун
- Хромистый чугун
- Чушковой чугун
- Тюбинги
- Чугунные утяжелители кольцевые (УЧК)
- Корпуса
- Художественное литьё Художественное литьё
- Парковое литьё
- ЛГМ
- Литьё
- Лаборатория
- Обрубка
- Термическая обработка
- Механическая обработка
- Видео
- Стальное литьё Чертежи (Сталь)
Чертежи (Марганцовистая сталь)
- Чугунное литьё Чертежи (Чугун)
- Чугун
- Хромистый чугун
- Чушковой чугун
- Тюбинги
- Чугунные утяжелители кольцевые (УЧК)
- Корпуса
- Художественное литьё Художественное литьё
- Парковое литьё
Влияние хрома
Хром – металл, особенно часто применяемый для целей легирования. Его добавляют как в конструкционные стали (например, 20Х, 40Х), так и в инструментальные (9ХС, Х12М). При этом конечные свойства легированной хромом стали сильно зависят от его содержания в ней. При низких (менее 0,5…0,7%) концентрациях структура стали становится боле грубой, и чувствительной к направлению её последующей обработки, особенно при прокатке и гибке в холодном состоянии. Ухудшается также равномерность распределения основных составляющих микроструктуры.
Как уже было отмечено выше, одной из главных целей легирования является формирование в стали карбидов металлов, прочность и твёрдость которых заметно выше, чем основного металла. Хром образует два вида карбидов: гексагональный Cr7C3 и кубический Cr23С6, причём в обоих случаях прочность и хладостойкость стали возрастают. Особенностью карбидов хрома является присутствие в их структуре также и других элементов – железа и ванадия. В результате температура эффективного растворения снижается, что, в свою очередь, приводит к таким положительным особенностям сталей, легированных хромом, как прокаливаемость, возможность вторичного дисперсионного твердения и теплостойкость. Поэтому стали, легированные хромом, имеют увеличенную эксплуатационную стойкость при тяжёлых условиях своей эксплуатации.
Однако увеличение содержания хрома в стали приводит и к отрицательным последствиям. При его концентрации более 5…10% резко ухудшается карбидная однородность материала, что сопровождается нежелательными явлениями при её механической обработке: даже при нагреве пластичность стали невысока, поэтому при ковке с большими степенями деформации высокохромистые стали подвержены растрескиванию.
При чрезмерном карбидообразовании увеличивается также количество концентраторов напряжений, что негативно влияет на стойкость таких сталей к динамическим нагрузкам. Учитывая это, содержание хрома в сталях не должно превышать 5..6%.
Влияние никеля
Никель – единственный из легирующих компонентов сталей, который повышает её пластичность и снижает твёрдость. Поэтому одним никелем стали не легируют. Зато в сочетании с марганцем никель приводит к заметному повышению прокаливаемости стали, что очень важно при изготовлении крупных деталей машин, для которых важна высокая эксплуатационная долговечность. При этом наличие никеля снижает требования к точности соблюдения температурных интервалов термообработки.
Легирование никелем имеет и ряд особенностей. В частности, никель, не образуя собственных карбидов, способствует увеличению скоплений «чужих» карбидов по границам зёрен, в результате снижается теплостойкость, и повышается хрупкость в диапазоне 20…400 0 С. Поэтому процентное содержание никеля в легированных сталях строго увязывается с наличием в них марганца и хрома: при их наличии предельная концентрация никеля составляет 2%, а при их отсутствии – не более 0,5…1%.
Легированные стали для специальных областей использования содержат в себе и ряд других металлов (например, титан, алюминий и др.). Выбор вида стали диктуется эксплуатационными и финансовыми соображениями.
Влияние ванадия
Ванадий чаще применяется как компонент сложного легирования. Его наличие придаёт легированным сталям более равномерную и благоприятную структуру, которая мало изменяется даже с термообработкой. Кроме того, ванадий стабилизирует γ-фазу, что увеличивает стойкость стали к напряжениям сдвига (как известно, именно при сдвиговых деформациях металлы имеют наименьшую прочность).
На твёрдость стали ванадий практически не влияет, это особенно заметно для конструкционных сталей, содержащих меньше углерода, чем инструментальные. В комплекснолегированных сталях ванадий увеличивает теплостойкость, что повышает их устойчивость от хрупкого разрушения. В этом смысле влияние ванадия противоположно влиянию молибдена. Особенностью термообработки легированных сталей, содержащих ванадий, считается невозможность выполнения высокого отпуска после закалки, поскольку последующая пластичность стали снижается. Поэтому в сталях, предназначенных для изготовления крупных деталей или поковок, процентное содержание ванадия ограничивается 3..4%.