О чем статья:
Выбираем защитный газ для сварки: гелий, аргон, углекислота
Кислород отрицательным образом влияет на сварочную ванну, что может снизить стойкость шва к коррозийным процессам. Кроме этого, в результате уменьшатся его прочностные качества.
Как следствие на шве могут появиться поры. Благодаря потоку газа сварочная ванна имеет защитную оболочку, которая защищает ее от опасного влияния окружающей среды. Более того, защитный газ обеспечивает сварному шву защиту от влаги и окисления.
Качество сварного шва во многом зависит от защитного газа. В особенности это касается таких видов сварки, как MAG — Metal Active Gas, MIG — Metal Inert Gas и TIG — Tungsten Inert Gas.
Защитные газы и их виды
Инертные защитные газы не обладают свойством растворяться либо взаимодействовать с нагретым металлом. Используются во время сварки магния, титана, алюминия. К примеру, азот, аргон, гелий.
Активные газы, наоборот, взаимодействуют с металлом и способны в нем растворяться. К примеру, кислород, углекислый газ, азот, водород.
Аргон является неядовитым и взрывоопасным газом, не имеет вкуса и запаха. Предназначен для аргонодуговой TIG сварки для всех материалов, а также MIG сварки цветных металлов. Аргон допускается использовать также для сварки тугоплавких и химически активных металлов.
При применении аргона удаётся получить узкий и глубокий шов. Этот вид газа перевозится и хранится в специальных баллонах, которые оформлены в сером цвете и имеют зелёную надпись.
Область применения для полуавтоматов
При электродуговой сварке полуавтоматическим аппаратом облако защитного газа необходимо предотвратить контакт расплавленного металла в сварочной ванне с кислородом, азотом и водяными парами, содержащимися в атмосферном воздухе. Такой контакт приводит к образованию окислов и других нежелательных соединений, ухудшающих качество шва, ведущих к образованию пористости, трещин и других дефектов. Облако защитного газа вытесняет воздух из рабочей зоны и надежно закрывает ее. Газ необходимо постоянно подавать в рабочую зону.
Электродуговая сварка в облаке защитных газов используется для практически всех металлов и их сплавов — от черных до цветных, легких, таких как алюминий или магний, и редкоземельных.
Такую технологию используют как на промышленных предприятиях, в полуавтоматических и автоматических агрегатах, так и в небольших ремонтных мастерских. В последнее время оборудование стало доступно и домашним мастерам.
Гелий для сварки
Гелий — неядовитый вид защитного газа, он без запаха, вкуса и цвета. Применяется гелий при аргонодуговой TIG сварке цветных металлов, алюминия и т. д. Также этот вариант подходит для сварки на потолочных поверхностях. В процессе удаётся получить широкий сварной шов со смоченными краями.
Зачастую гелий используется в дополнение к аргону. Он предназначен для соединения магниевых и алюминиевых сплавов, а также активных и химически чистых металлов. Такой газ встречается в баллонах коричневого цвета и имеет белую надпись.
Для сварки более толстых металлов подойдёт углекислый газ. В данном случае нужно быть готовым к образованию брызг в момент сварки. Работать можно лишь с использованием короткой дуги. Газ применяется для MAG сварки порошковой проволокой, полуавтоматической MAG сварки короткой дугой. Представлен в продаже в черных баллонах и надписью желтого цвета.
Активные
Защищают зону сварки от воздуха, но сами растворяются в жидком металле либо вступают с ним в химическое взаимодействие
Кислород (О2) — газ без цвета, запаха и вкуса. Негорючий, но активно поддерживающий горение. Технический газообразный кислород (ГОСТ5583-78) выпускается трех сортов: 1-й сорт — 99,7% кислорода; 2-й — 99,5%; 3-й — 99,2%. Применяется только как добавка к инертным и активным газам.
Углекислый газ (СО2) — бесцветный, со слабым запахом, с резко выраженными окислительными свойствами, хорошо растворяется в воде. Тяжелее воздуха в 1,5 раза, может скапливаться в плохо проветриваемых помещениях, в колодцах, приямках. Выпускается (ГОСТ 8050-85) трех сортов: высший-99,8% СО2, 1-й-99,5% и 2-й-98,8%. Двуокись углерода 2-го сорта применять не рекомендуется. Для снижения влажности СО2 рекомендуется установить баллон вентилем вниз и через 1-2 ч открыть вентиль на 8-10 с для удаления воды. Перед сваркой из нормально установленного баллона выпускают небольшое количество газа, чтобы удалить попавший внутрь воздух.
В углекислом газе сваривают чугун, низко- и среднеуглеродистые, низколегированные конструкционные коррозионностойкие стали.
Газы, дополняющие сварочные смеси
Благодаря таким сварочным газам есть возможность сделать более качественный шов, снизить разбрызгивание металла.
Для MIG MAG сварки кислород применяется в роли дополнительного компонента. С его помощью можно создать широкий шов, при этом проплавление металла незначительное.
Водород используется для соединения аустенитной нержавеющей стали. В процессе образуется широкий шов с глубоким проплавлением.
Азот предназначен больше для защиты сварного шва от ржавления, нежели в качестве защиты.
Очень важно правильно выбрать защитный газ. От этого напрямую зависит не только качество и геометрия сварного шва. Таким образом, проще будет исправить дефекты и произвести обработку шва в конце.
Сущность процесса
Что такое сварка в защитных газах? Для нее необходимо следующее оборудование:
- сварочный полуавтомат;
- баллон с газом;
- сварочная горелка;
- шланг для подачи газа, объединенный с электрическим кабелем и системой охлаждения горелки.
Может применяться и другое вспомогательное оборудование.
В качестве источника тока для сварки, выполняемой в среде защитных газов можно использовать как устаревший сварочный выпрямитель, так и современный инвертор. В составе аппарата смонтирован механизм подачи сварочной проволоки, служащей присадочным материалом.
Электродом служит сварочная проволока, на которую подается напряжение. Между ее кончиком и металлом заготовки разжигается электродуга. Ее тепло плавит металл, образуется сварочная ванна. Через сопло горелки подается защитный газ, закрывающий рабочую зону от контакта с кислородом, азотом и водяными парами воздуха.
При перемещении горелки сварочная ванна перемещается вслед за дугой, расплавленный металл, остывая и кристаллизуясь, формирует шов. Производительность процесса в несколько раз перекрывает общемашиностроительные укрупненные нормативы времени, отведенные на ручную дуговую сварку.
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
| Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
| ИСО 80000-1:2009 | — | * |
| * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном агентстве контроля и сварки (НАКС). | ||
Инертные газы
Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Это одноатомные газы, атомы которых имеют заполненные электронами наружные электронные оболочки, чем и обусловлена их химическая инертность. Из инертных газов для сварки используют аргон, гелий и их смеси.
Аргон марки А рекомендуется применять для сварки и плавки активных и редких металлов (титана, циркония и ниобия) и сплавов на их основе,а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления.
Аргон марки Б предназначен для сварки и плавки плавящимся и неплавящимся вольфрамовым электродом сплавов на основе алюминия и магния, а также других сплавов, чувствительных к примесям растворимых в металле газов.
Аргон марки В рекомендуется для сварки и плавки хромоникелевых коррозионно стойких и жаропрочных сплавов, легированных сталей различных марок и чистого алюминия.
Гелий подобно аргону химически инертен, но в отличие от него значительно более легок. Гелий легче воздуха, что усложняет защиту сварочной ванны и требует большего расхода защитного газа. По сравнению с аргоном гелий обеспечивает более интенсивный нагрев зоны сварки, что обусловливается большим градиентом падения напряжения в дуге. Гелий поставляют по МРТУ 51—77—66 двух сортов — гелий высокой чистоты и гелий технический.
Инертные газовые смеси:
Аргон и гелий. Обладая большей плотностью, чем гелий, такие смеси лучше защищают металл сварочной ванны от воздуха. Особенно хорошими защитными свойствами обладает инертная газовая смесь, состоящая из 70 об.% аргона и 30. об.% гелия. Плотность такой смеси близка к плотности воздуха. Для сварки химически активных металлов находит применение инертная смесь, содержащая 60—65 об. % гелия, а остальное аргон.Инертные газовые смеси хотя заметно дороже, чем аргон, но превосходят его по интенсивности выделения теплоты электрической дуги в зоне сварки. Это имеет существенное значение при сварке металлов с высокой теплопроводностью.
Смеси инертных и активных газов находят все более широкое применение при сварке плавящимся электродом сталей различных классов ввиду их технологических преимуществ:
- меньшей по сравнению с активными газами интенсивностью химического воздействия на металл сварочной ванны;
- высокой устойчивости дугового процесса;
- благоприятного характера переноса электродного металла через дугу.
Аргон и кислород (другой окислительный газ). существенно повышает устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в атмосфере дуги способствует более мелко капельному переносу электродного металла. Это обусловлено поверхностно-активным действием кислорода на железо и его сплавы.Растворяясь в жидком металле и скапливаясь преимущественно на поверхности,кислород значительно снижает его поверхностное натяжение. В результате облегчается образование отдельных капель металла, а их размер уменьшается.Поэтому для сварки стали применяют не чистый аргон, а смеси с кислородом и углекислым газом Аr—О2, Аr—СО2, Аr—СО2—О2.
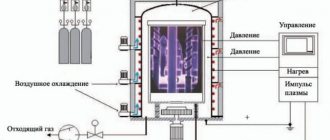
Аргоно-водородную смесь (до 20 об. %Н2) применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает сжатие столба плазмы, делает его более острым, сконцентрированным. Кроме того,водород создает в зоне сварки необходимую в ряде случаев восстановительную атмосферу.
Газовые смеси
Служат для улучшения процесса сварки и качества сварного шва
Смесь аргона и гелия. Оптимальный состав: 50% + 50% или 40% аргона и 60% гелия. Пригоден для сварки алюминиевых и титановых сплавов.
Смесь аргона и кислорода при содержании кислорода 1-5% стабилизирует процесс сварки, увеличивает жидко текучесть сварочной ванны, перенос электродного металла становится мелкокапельным. Смесь рекомендуется для сварки углеродистых и нержавеющих сталей.
Смесь аргона и углекислого газа. Рациональное соотношение — 75-80% аргона и 20-25% углекислого газа. При этом обеспечиваются минимальное разбрызгивание, качественное формирование шва, увеличение производительности, хорошие свойства сварного соединения. Используется при сварке низкоуглеродистых и низколегированных конструкционных сталей.
Смесь углекислого газа и кислорода. Оптимальный состав: 60-80% углекислого газа и 20-40% кислорода. Повышает окислительные свойства защитной среды и температуру жидкого металла. При этой смеси используют электродные проволоки с повышенным содержанием раскислителей, например Св-08Г2СЦ. Шов формируется несколько лучше, чем при сварке в чистом углекислом газе. Смесь применяют для сварки углеродистых, легированных и некоторых высоколегированных конструкционных сталей.
Смесь аргона, углекислого газа и кислорода — трехкомпонентная смесь обеспечивает высокую стабильность процесса и позволяет избежать пористости швов. Оптимальный состав: 75% аргона, 20% углекислого газа и 5% кислорода. Применяется при сварке углеродистых, нержавеющих и высоколегированных конструкционных сталей.
Источник: weldering.com
Газовые смеси
Газовые смеси служат для улучшения процесса сварки и качества сварного шва за счет использования сильных сторон каждого из газов.
Смеси аргона и углекислоты в соотношении 75-80% и 20-25% обеспечивает понижение разбрызгивания жидкого металла, увеличивает производительность и обеспечивает хорошие свойства сварочного соединения. Требует более тщательной очистки сварочных кромок перед сваркой, чем при сварке в чистой углекислоте. Рациональное применение для сварки низкоуглеродистых и низколегированных сталей.
Смесь аргона (50%) и гелия (50%) используется для сварки титановых и алюминиевых сплавов.
Смесь аргона и кислорода (1-5%) способствует стабилизации процесса сварки, увеличивает текучесть жидкого металла и является причиной мелкокапельного переноса металла. Рационально использование для сварки низкоуглеродистых сталей и нержавейки.
Смесь углекислого газа (60-80%) и кислорода (20-40%) способствует повышению температуры расплавленного металла и окислительных свойств. Для сварки в этой смеси используют проволоки с повышенным содержанием раскислительных вещество, например проволока марки Св-08Г2СЦ. Рациональное применение для сварки углеродистых, легированных и некоторых высоколегированных сталей.
Трехкомпонентная смесь аргона (75%), углекислоты (20%) и кислорода (5%) дает наиболее лучший эффект при сварке углеродистых сталей, нержавеющих и высоколегированных сталей. Стабилизирует процесс сварки, понижает разбрызгивание, позволяет избежать пористости швов.
Источник: osvarke.net