Золотистое бронзирование цинковых сплавов ЦАМ
Комплект “Золотистое бронзирование цинковых сплавов ЦАМ” используется для нанесения на детали из цинковых сплавов ЦАМ блестящих золотистых медно-оловянных покрытий, обладающих высокой декоративностью, хорошей пластичностью, низкими окислительными свойствами, низким коэффициентом трения и имеющих отличную адгезию с основой.
В комплект “Золотистое бронзирование алюминия и алюминиевых сплавов” включены все необходимые хим. реактивы и аксессуары, используемые для проведения процессов подготовки поверхности и нанесения финишного золотистого бронзового покрытия.
В отличии от промышленных электролитов бронзирования сплавов ЦАМ, в состав представленного электролита золотистого бронзирования не входят свободная цианистая медь и токсичные составляющие.
После проведения процесса золотистого бронзирования, покрытие имеет красивый светло-золотистый цвет и внешне мало отличается от покрытия чистым золотом.
Полученное золотистое бронзовое покрытие обладает низкими окислительными свойствами, не вступает в реакцию с сероводородом, не подвержено росту нитевидных кристаллов олова на поверхности и может использоваться в качестве финишного защитно-декоративного покрытия, или в качестве промежуточного слоя покрытия, при проведении процессов блестящего никелирования, копи-хромирования или декоративного хромирования.
Для сохранения блеска и декоративных свойств покрытия в течении всего времени эксплуатации детали, после проведения процесса блестящего золотистого бронзирования, рекомендуется провести дополнительный процесс оксидирования или нанести на поверхность детали слой полимерного лака, методом электрокатафореза.
Нужно приобрести
- Источник тока (выпрямитель)
- Дистиллированная или де-ионизированная вода
Рекомендуемые источники тока
В каждый комплект для нанесения металлопокрытия входит подробная технологическая инструкция. Все хим. реагенты, входящие в состав комплекта, были предварительно взвешены и расфасованы в необходимых пропорциях. Все, что Вам необходимо сделать для приготовления рабочих растворов электролитов это растворить их в определенной последовательности, согласно инструкции, в дистиллированной или де-минерализованной воде.
ОБЩИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ.
Первичное меднение: Катодная плотность тока 0,5-2,1 А/дм2. Анодная плотность тока 2-4 А/дм2. рН электролита 7.5-8.0. Рабочая температура электролита 50-60°С. Время процесса 10-15 минут. Блестящее меднение: Катодная плотность тока 3-4 А/дм2. Анодная плотность тока 0.5-2 А/дм2. Рабочая температура электролита 22-27° С. Время процесса 15-20 минут. Золотистое бронзирование: Катодная плотность тока 0,5-1,5 А/дм2. Анодная плотность тока 0.5-1.5 А/дм2. рН электролита 8 — 8.4. Рабочая температура электролита 18-25°С. Время процесса 15-20 минут.
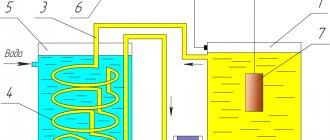
Скорость осаждения золотистого бронзового покрытия при плотности тока 0.6-0,8 А/дм2 – 14-18 мкм в час. Скорость осаждения золотистого бронзового покрытия при плотности тока 1.2-1,5 А/дм2 – 20-24 мкм в час. При проведении процесса анод должен быть помещен в чехол из химически стойкой полипропиленовой или хлориновой ткани. В процессе золотистого бронзирования, металл “забирается” из электролита, а баланс ионов меди и олова в электролите восполняется за счет постепенного растворения бронзового анода.
Используя малый 15-ти литровый комплект с 2 анодами (⌀30 х 240 мм), можно нанести бронзовое покрытие на площадь около 65 м2 толщиной покрытия 5 микрон. В процессе эксплуатации электролита, после нанесения бронзового покрытия на площадь 1.9-2 м2 (или после 1000 ампер х часов пропущенного электричества), электролит необходимо корректировать, добавляя в него 6-7 г/л хим. реагента «кристаллическая медная соль” и 15-17 г/л хим. реагента «кристаллическая оловянная соль”. Для более точной корректировки электролита необходимо проводить качественный хим. анализ на содержание в электролите олова и меди.
После окончания процесса бронзовые аноды необходимо вынимать из ванны и помещать в емкость с дистиллированной или де-ионизированной водой.
Стоимость комплектов
| ЗБЦ05 | Комплект «Золотистое бронзирование цинковых сплавов ЦАМ» на 5 л | 15000 Р |
| ЗБЦ15 | Комплект «Золотистое бронзирование цинковых сплавов ЦАМ» на 15 л | 28500 Р |
| ЗБЦ30 | Комплект «Золотистое бронзирование цинковых сплавов ЦАМ» на 30 л | 48700 Р |
| ЗБЦ50 | Комплект «Золотистое бронзирование цинковых сплавов ЦАМ» на 50 л | 79900 Р |
Покрытие настоящим сусальным золотом
Лаку дают настолько подсохнуть, чтобы чувствовалась известная липкость—и тогда приступают к наложению золота. При под-грунтовках для золочения нельзя употреблять свинцовых красок или олиф, содержащих свинец, иначе в порах настоящего золота отложится сернистый свинец, который придает золочению грязный оттенок.
Листики для покрытия сусальным золотом кладут на замшевую подушечку и разрезают золотарным ножом на соответствующие куски. Отдельные части берут на плоскую мягкую кисть и накладывают по возможности ровно на подготовленную поверхность предмета, к которому они тотчас же прилипают. При этом необходимо наблюдать, чтобы листики ложились ровно, без складок и между ними не было бы непокрытых промежутков. После того, когда вся поверхность покрыта и отдельные листики, в особенности в местах неровных и в орнаментах, прижаты куском ваты, обернутой в плотную тряпку, дают хорошо просохнуть, смахивают избыток мягкою кистью и разглаживают поверхность агатовым камнем.
Когда покрытие золотом делается внутри здания и предмет не подвергается действию внешней атмосферы и сырости, то подготовку можно сделать на клею. Для этого дерево пропитывают один или два раза слабым раствором клея для того, чтобы возможно плотно закрыть его поры.
После высыхания клея наносят меловую грунтовку. Для этого удобнее брать мел плавленый (французский) и смешать его с не очень густым раствором клея. Полученную массу растирают возможно тонко на каменной плите; при употреблении разбавляют немного горячей водою, размешивают и наносят мягкою широкою кистью.
Грунтовку необходимо повторить несколько раз, при чем всегда, по высушенному и отшлифованному слою шлифуют тонкой стеклянной шкуркой. Последний слой также шлифуют стеклянной бумагой и затем трут куском грубого солдатского сукна, навернутого на дощечку. Полировать надо до получения небольшого, но, однако, достаточно заметного лоска на меловом грунте. После полирования наносят 2-3 слоя полимента, давая каждому слою просохнуть до нанесения следующего. Полимент натирают сукном, а перед наложением золота смачивают спиртом.
Посмотрите, как осуществляется золочение поталью – на видео показана очень интересная современная технология:
Гальванопластика в домашних условиях — материалы и оборудование
Гальванопластика — это электрохимический процесс, в ходе которого воссоздается форма изделия за счет осаждения на нем металла. Метод гальванопластики подразумевает покрытие металлом неметаллических поверхностей.
Применение технологии
Гальванопластика нередко применяется по отношению к различным изящным предметам (ювелирным изделиям, орденам и медалям, монетам, раковинам, цветочным горшкам, скульптурам, портретам и т.п.). Чаще всего в гальванопластике используется медь. Однако могут применяться и другие металлы, в том числе никель, хром, сталь, серебро.
При соблюдении всех технологических требований отличить скопированный предмет от оригинального можно лишь по барьерному слою или по удалению оригинала. Причем все работы вполне возможно выполнить своими руками в домашних условиях.
Обратите внимание! Покрытие копируемого изделия должно быть электропроводящим. Если материал лишен такого свойства, на него наносится бронза или графит.
Создание формы
С изделия, которое будем копировать, снимаем отпечаток. Для этого понадобится какой-нибудь легкоплавкий металл, пластилин, гипс или воск. Если используем металл, обрабатываем копируемый предмет мылом и кладем его в картонную коробку. Далее заливаем туда легкоплавкий сплав.
Когда отливка завершена, достаем изделие и полученную форму подвергаем вначале обезжириванию, а затем меднению в электролите. Чтобы избежать металлических отложений с тех сторон, где нет оттиска, расплавляем металл в кипящей воде для получения матрицы. Форму заливаем гипсом. На выходе получаем копию.
Для создания матрицы понадобится такая композиция:
- воск — 20 частей;
- парафин — 3 части;
- графит — 1 часть.
Если форма создается из диэлектрического материала, на ее поверхность наносим электропроводное покрытие. Проводниковый слой наносим либо путем восстановления металлов, либо механическим способом, подразумевающим нанесение чешуйчатого графита при помощи кисточки.
Еще до начала механической обработки поверхности растираем графит в ступе, просеиваем его сквозь сито. Наилучшая адгезия графита наблюдается с пластилином. Гипсовые, деревянные, стеклянные и пластмассовые формы, а также папье-маше эффективнее всего обработать раствором бензина и воска. Когда поверхность еще не просохла, наносим на нее графитовую пыль, а прилипшее вещество сдуваем направленным потоком воздуха.
Гальваническое покрытие нетрудно отделить от матрицы. Если форма металлическая, создаем на поверхности оксидную или сульфидную электропроводящую пленку. К примеру, на серебре это будет хлорид, на свинце — сульфид. Пленка поможет легко отделять форму от покрытия. В случае с медью, серебром и свинцом покрываем поверхность 1% раствором сульфида натрия, чтобы возникли нерастворимые сульфиды.
Материалы и оборудование
Когда форма готова, кладем ее в гальваническую ванну, подключенную к электрическому току (чтобы не допустить растворения разделяющей пленки). Вначале осуществляем покрытие проводящего медного слоя в условиях небольшой плотности тока.
Нам понадобится следующий состав:
- медный купорос — 150-200 граммов;
- серная кислота — 7-15 граммов;
- этиловый спирт — 30-50 миллилитров;
- вода — 1 литр.
Рабочая температура в электролитной ванной — 18-25 градусов по Цельсию. Плотность тока — от 1 до 2 Ампер на квадратный дециметр. Спирт понадобится для улучшения смачиваемости покрытия. В качестве источника постоянного тока можно использовать зарядное устройство для автомобильных аккумуляторов. Также нам нужен амперметр с возможностью измерения силы тока от 0 до 3 или 5 ампер. Обычно на зарядках амперметр уже имеется.
Искусное покрытие под золото и бронзу
Золочение поталью – это прекрасное хобби, для которого не потребуется приобретать дорогостоящие материалы и расходные компоненты. Искусно выполненные работы могут представлять собой реальную декоративную ценность. Представленный на странице мастер класс по золочению поталью может использвоаться в работе с другими материалами, напрмиер, серебряным или бронзовым покрытием.
Где можно использовать покрытие под бронзу, каждый решает сам, но стоит отметить, что в современных интерьерах есть определённое место для разнообразных статуэток и вазонов, выполненных в подобной технике.
Лужение, бронзирование и чистка металлов
14 Декабрь 2012
Лужение металлов может производиться разными способами, некоторые из них мы рассмотрим в нашем сегодняшнем разговоре.
- Лужение трением по Гильдебранду.
Перед тем как приступить к лужению кованых изделий, необходимо приготовить раствор из десяти грамм винного камня, пятидесяти грамм хлористого олова и одного литра воды. Лужению можно подвергать изделия из железа, меди и стали, латуни и свинца, а также цинка. Приготовленным раствором смачивают поверхность предметов из вышеперечисленных металлов, после чего втирают в нее цинковую пыль. Втирать пыль следует сильными круговыми движениями до получения красивого цвета на поверхности изделия. В самом конце процедуры поверхность промывают водой и тщательно чистят просеянным мелом.
- Лужение при помощи центрифуги по миле.
Общие сведения
Теоретически бронзировать можно любой материал: металл, дерево, кожу, ткань, пластик. Ведь процесс состоит в том, что покрываемый бронзой предмет помещается в раствор специального состава (в зависимости от типа бронзы), а потом в него опускаются электроды и пропускается ток. В результате частицы металлов: меди, олово и других, оседают на поверхности предмета и прочно фиксируются на нем. Толщину нанесенного слоя, цвет, вернее оттенок, можно регулировать с помощью состава раствора и длительности пропускания тока.
Кстати, сейчас очень модным стало бронзировать, или как говорят, увековечивать какие-то ценные для людей мелочи: первый выпавший зуб ребенка, первый башмачок, соска или любимая игрушка. После такой процедуры эти предметы превращаются в симпатичные сувениры, над которым время уже не подвластно. Металлическое покрытие надежно защищается от влаги, УФ-старения, механического разрушения.
Еще одно направление – покрытие бронзовым составом памятников, парковых и садовых скульптур, малых форм. Это позволяет придать им более презентабельный, дорогой вид без больших затрат.
Нанесение красящих составов
Перед тем как покрасить металл под бронзу, его следует подготовить.
Нанесение лакокрасочного материала на неподготовленные места не даст результата.
Требуется тщательная подготовка поверхности – удаление следов грязи и ржавчины. Если же нанести лакокрасочные материалы на повреждённые коррозией места, то это не защитит металл от преждевременного разрушения.
Подготовительные работы
С поверхности металла нужно удалить ржавчину и остатки старой краски. Для проведения таких работ применяют следующие методы:
- Грубая механическая очистка щёткой с проволочной щетиной или механизмами с абразивными дисками.
- Пескоструйная обработка. Преимущество этого способа – проникновение в труднодоступные зоны. А минус – в сравнительно высокой цене агрегата.
- Очистка поверхностей химическими составами, вступающими в реакцию со ржавчиной и старой краской. По её окончании все легко стирается мягкой ветошью.
При проведении этих работ потребуются защитные средства, предохраняющие лицо и руки от поражения мелкими частицами и реактивами (очки, перчатки из плотной х/б ткани и респиратор).
После очистных операций на подготовленные поверхности наносят грунтовку (в два слоя). Это позволяет повысить адгезию металлической поверхности. Одновременно с этим используют дополнительное влагозащитное покрытие из полимера. После того, как верхний слой грунтовки схватится, можно приступать к нанесению бронзового красителя.
В зависимости от вида красителя его наносят одним из методов с формированием однотонного покрытия. Для этого необходимо:
- развести смесь в воде, в пропорции, описанной в инструкции;
- подготовить рабочие кисти для покраски мелких деталей и поверхностей в труднодоступных местах;
- при покраске ровных участков использовать обычный валик.
Для этих целей можно воспользоваться красителем, продающимся в баллончиках с краскопультом.
При покраске нужно обратить внимание на нюансы:
- Для получения более насыщенной расцветки, после высыхания первого слоя потребуется нанести ещё один.
- При разводах и пятнах требуется равномерно растушевать состав по поверхности.
Бронзовым составом можно окрашивать нержавейки для придания благородного вида. Для этих целей подходят акриловые красители под бронзу. Они отличаются экологичностью и долговечностью.
Аэрозольная краска в баллончиках
Чем покрасить ДВП
Акриловая краска для металла: преимущество на лицо
Что такое алкидные лаки, какими они бывают, когда и как применяются
Источник: https://kraskistroi.ru/raboty-po-pokraski/po-metallu/pokraska-pod-bronzu.html
Как правильно подготовить изделие к процедуре
После того как вы изготовили свой гальванический аппарат, нашли все необходимое оснащение и химические составляющие, можно приступать к такому важному процессу, как подготовка изделия, которое будет подвергаться гальванике. Важность такого процесса очень сложно переоценить, так как именно от качества его выполнения во многом зависит то, какими характеристиками будет обладать готовое покрытие.
В большинстве случаев подготовка изделия к гальванике не ограничивается только очисткой его поверхности от загрязнений и ее обезжириванием. Выполняются также пескоструйная обработка и последующая шлифовка с использованием наждачной бумаги и специальных паст.