Методы защиты от коррозии металлов актуальны. Потому что металл является одним из самых востребованных материалов применяемых в автомобилестроении. И несмотря на то, что в некоторых областях его успешно заменяют, основная проблема, связанная с использованием металлических изделий это коррозия. Виды и методы защиты коррозии металла различаются друг от друга.
Коррозия, разрушение металла в результате электрохимического воздействия. Это растворение во влагосодержащей или воздушной среде электролита или химического воздействия, в результате которого происходит соединение металлов с химическими элементами, находящимися в воздушной или водной среде. Ржавление это коррозия железа и его сплавов, коррозия других металлов сводится к окислению, образованию оксидов. Химическая коррозия возникает в результате воздействия сухих газов и жидкостей, вступающих в химическую реакцию с металлом.
Виды коррозии металлов:
— процессы это химические и электрохимические
-по характеру разрушения равномерная, и не равномерная
— по виду коррозионной среды газовая, жидкостная, атмосферная, почвенная
Химическая коррозия
Основана на реакции между металлом и агрессивной средой. Результатом этой коррозии является образование на металле окалины или в случае с медью образуется зеленый налет. Этот тип коррозии распространяется равномерно по всей поверхности металла. Химическая коррозия не так сильно воздействует на металл, как электрохимическая.
Электрохимическая коррозия
Это процесс, при котором металлы и сплавы утрачивают часть своих электронов, они переходят в электролитический раствор, образующийся на поверхности металла в виде ионов, а электроны, замещающие атомы металла, переходят в металл с отрицательным зарядом, образуется гальваническая реакция в результате чего происходит разрушение металла. Металлы применяемые в строительстве подвергаются, как правило электрохимической коррозии, из за присутствия влаги на поверхности металла, вызвано это постоянным изменением температуры, в результате чего образуется конденсат.
Атмосферная коррозия
Атмосферная коррозия металла, аналогична протеканию электрохимической коррозии, в связи с наличием влажности воздуха. При повышении влажности свыше 70 процентов происходит интенсивная потеря стали. Также на процесс коррозии влияет наличие агрессивных элементов в окружающей среде таких как углекислый газ, диоксид серы,
По охвату поверхности коррозия может быть равномерная, при этом она не представляет большой опасности, если не достигает критических размеров повреждения металла. Наиболее опасна неравномерная коррозия металла Потому что могут образовывать отдельные очаги повреждения металла, что приведет к значительному ослаблению элементов металлической конструкции.
Избежать процессы коррозии, полностью невозможно, но снизить воздействие этих процессов возможно.
По видам различают несколько мер воздействия на коррозию.
Составные элементы катодной защиты
Есть обязательные составляющие, без которых защита просто не будет функционировать.
Катод и анод
Катодом в нашей схеме защиты является сам автомобиль, он будет служить минусом. Анодом может быть любая металлическая конструкция, пластина и любая поверхность, которая способна проводить электрический ток, даже мокрый асфальт. Без этих двух составляющих электрохимическая защита автомобиля от коррозии просто не будет функционировать.
От некоторых специалистов можно услышать про разность потенциалов и степень защиты, которая определяется этим показателем. Железо будет защищено от коррозии при величине потенциалов в пределах 0,1–0,2 В. На самом деле расстояние, которое находится между анодом и катодом, может достигать нескольких сантиметров и даже метров. Чем больше расстояние между электродами, тем большей должен быть показатель разницы потенциалов. Да и воздух не будет проводить ток небольшого напряжения, разница потенциалов должна быть на уровне киловольта.
Что действительно влияет на эффективность защиты автомобиля, так это площадь анода. Чем она больше, тем катодная защита автомобиля от коррозии будет лучше проявляться.
Электрический ток
Чтобы схема исправно работала, электрический ток между двумя электродами не нужен. Даже если он и возникнет, то будет носить характер побочного продукта. Такой ток может образоваться от мокрого анода, намокших колёс машины и т. д. А проявляться он будет на аккумуляторе, который разрядится быстрее обычного.
Чтобы установка катодной защиты не принесла вреда автомобилю, а работала в нужном нам направлении, потребуется бортовую систему соединить с анодом посредством добавочного резистора. Такое устройство позволит ограничить разряд аккумулятора в том случае, если анод будет замкнут на катоде. Причиной такой ситуации может быть неправильно собранная схема, выход из строя анода, например, полное окисление вплоть до разложения.
Методы защиты от коррозии металлов
Методы защиты от коррозии металлов разделяются на технологические, активные и пассивные.
Активные методы
Методы защиты от коррозии металлов предполагают постоянное воздействие на металл, к ним относятся способы изменения коррозионной среды. Это снижение кислотности почвы, снижение содержания хлора в воде. Также к активному методу относится протекторная защита, она заключается в связывании металла с контактным материалом, который больше подвержен окислению, он называется протектором и по сути является громоотводом. Принимает на себя электролизные процессы, влияющие на ржавление металла.
Технологические приёмы
Это когда при производстве металла происходит добавление в стальной сплав хрома , титана, марганца, никеля, которые помогают получить сталь с антикоррозийными свойствами. Например при добавлении хрома на поверхности металла образуется оксидная пленка большой плотности
Пассивные методы
Происходит изолирование металла при помощи различных покрытий, которые препятствуют образованию коррозии. Применяют катодное и анодное покрытие.
Анодное покрытие
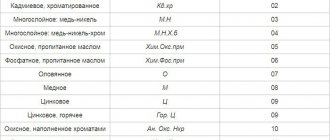
При применении анодного покрытия металл покрывают другим металлом с большим отрицательным потенциалом. Это как правило цинк, либо кадмий. В настоящее время распространена защита металла посредством нанесения слоя цинка.
Катодное покрытие
производится металлами с более положительным потенциалом. При катодном покрытии металла соблюдается механическая защита металла. В качестве катодного покрытия применяют олово медь. никель. Для покрытия металла применяют горячий метод, напыление, металлизацию, гальванизацию, При горячем методе сталь помещают в расплавленный металл, который покрывается тонким слоем. Горячий способ применяют при лужении, покрытие металла оловом, и цинкование.
Оксидирование
Также применят химические способы покрытия металла, это оксидирование, образуется оксидная пленка, которая защищает металл от коррозии, ещё этот процесс называют воронение стали. Также можно обработать сталь анодированием, это электролиз алюминия. Так же посредством фосфатирования и азотирования.
Применение эмалей и грунтов
Наиболее доступным методом защиты металла является применение специальных эмалей и грунтов.
Они осуществляют барьерную защиту от воздействия вредных факторов окружающей среды, она заключается в механической защите поверхности. Нарушение покрытия происходит при образовании микротрещин, в результате происходит возникновение подпленочной коррозии, для предотвращения проводят пассивацию поверхности металла, при помощи специальных лакокрасочных покрытий.
В состав, входят специальные химические агенты. К таким лакокрасочным покрытиям относятся грунты и эмали, имеющие в своём составе фосфорную кислоту, и другие ингибирующие элементы, замедляющие процесс коррозии. Более эффективными лакокрасочными материалами являются те которые осуществляют протекторную защиту. Это достигается путем добавления, в лакокрасочные покрытия металлов создающих донорские электронные пары, к ним относятся цинк, магний и алюминий.
Для защиты металлических конструкций, которые эксплуатируются в условиях промышленной атмосферы, разрабатываются специальные эмали, образующие, влагозащищающие уретановые покрытия. Для защиты от постоянного контакта с водной средой выпускаются эмали, способные наносится на цинк, медь и другие поверхности.
В настоящее время на рынке представлен широкий спектр антикоррозионных эмалей. Одним из новшеств является покрытие металла фторопластом, он обладает химической инертностью практически ко всем агрессивным средам. Эмали на его основе наносятся кистью, воздушным и безвоздушным распылением, на очищенную поверхность металла. При применении, того или иного материала необходимо учитывать факторы такие как вид металла условия его эксплуатации, производственные возможности и целесообразность использования.
Средства коррозионной обработки применяются в зависимости от марки металла, воздействующей среды, действующих на него нагрузок. Для каждой сферы эксплуатации конструкции предусмотрены нормативы. Оптимальным методом является, обработка металла в условиях завода. То есть нанесение, транспортировочного грунта.
Прежде чем он попадет на строительную площадку. Нанесение антикоррозионных материалов обеспечивают всего на всего 20 процентов защиты металла, основным фактором влияющим на качественную защиту металла является его предварительная обработка, от грязи . ржавчины, а также любых других веществ которые будут оказывать препятствие для окрашивания поверхности.
Неметаллические защитные покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий, их защиты от воздействия внешней среды (влаги), придания красивого вида.
Неметаллические защитные покрытия принято разделять на лакокрасочные, полимерные, покрытия резинами, смазками, силикатными эмалями, пастами.
Лакокрасочные защитные покрытия.
Лакокрасочные защитные покрытия широко распространены и применяются наиболее часто. В состав покрытия входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители, катализаторы. Покрытие такого рода не только хорошо защищает изделие в различных атмосферах, но и придают ему приятный внешний вид. Кроме того, варьируя состав и используемые материалы, получают покрытия с специфическими свойствами (токопроводящие, необрастающие, светящиеся, декоративные, с повышенной прочностью, жаростойкостью, кислотостойкостью и т.п.).
Лакокрасочные защитные покрытия в свою очередь подразделяются на лаки, краски, эмали, грунтовки, олифы и шпаклевки.
Полимерные защитные покрытия.
Полимерные защитные покрытия наносятся на поверхность изделия в виде горячей смолы с целью защиты его от внешней среды. Покрытие смолой может осуществляться окунанием, газотермическим или вихревым напылением, а также обычной кистью. После остывания на поверхности образуется защитная сплошная пленка из полимера, толщиной обычно пару миллиметров.
Наиболее распространенные полимеры, применяющиеся с целью защиты от коррозии, это: полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерные защитные покрытия могут быть применены в качестве футеровки химических аппаратов, резервуаров (емкостей).
Защитное покрытие резинами (гуммирование).
Защитное покрытие резинами (гуммирование) осуществляется резиной и эбонитом для защиты от воздействия внешней среды различных емкостей, трубопроводов, цистерн, химических аппаратов, резервуаров для перевозки и хранения химических веществ. Защитное покрытие может быть сформировано из мягкой (при воздействии на эксплуатируемое изделие ударных, растягивающих, колебательных и других видов нагрузок) или твердой резины (которые работают при постоянной температуре, не подвергаются нагрузкам). Мягкость резины контролируется добавками серы. Мягкая содержит от 2 до 4% серы, а твердая — 30 — 50%. Для получения прочного защитного покрытия часто применяют как резину, так и эбонит.
Наносят резину на предварительно очищенную и обезжиренную поверхность, сначала обрабатывая ее резиновым клеем, потом валиком выдавливая скопившийся воздух. Заключительным этапом в гуммировании является вулканизация.
Резиновые защитные покрытия являются хорошими диэлектриками, обладают высокой стойкостью во многих кислотах и щелочах. Разрушающие действие на резиновые покрытия оказывают лишь сильные окислители. Резиновые покрытия, как и все полимерные материалы, обладают негативным свойством — со временем стареть.
Защитные покрытия силикатными эмалями.
Защитные покрытия силикатными эмалями применяют для изделий, работающих при высоких температурах, давлениях, в очень агрессивных, химически активных средах. Формирование эмалевого защитного покрытия возможно двумя способами: сухим (наносят порошок) или мокрым (пасту).
Процесс нанесения эмали ведется в несколько этапов. Сначала наносят непосредственно на изделие порошкообразную грунтовую эмаль, которая улучшает адгезию, а также уменьшает термические и механические напряжения. Проводят спекание при температуре 880 — 920оС. Далее покрывают слоем покровной эмали, потом спекают при температуре 840 — 860 оС.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно еще несколько раз. Обычно изделия из чугуна покрывают двумя — тремя слоями силикатной эмали, общей толщиной до 1 миллиметра.
Основным недостатком эмалевого защитного покрытия можно назвать низкую прочность при воздействии ударных нагрузок, т.е. растрескивание, скалывание.
Защитные покрытия из паст и смазок.
Защитные покрытия из паст и смазок используют в основном при длительном хранении и перевозке металлоизделий. Пасты или смазки наносятся на поверхность защищаемого объекта распылением, кистью или специальным тампоном. После высыхания образуется защитная пленка. Она ограждает изделия от воздействия влаги, пыли, различных газообразных веществ.
Смазки изготовляются на основе минеральных масел (вазелинового, машинного) с примесью воскообразных веществ (воска, парафина, мыла). Если изделие стальное, то в смазку дополнительно вводят немного щелочи. Очень популярна смазка, в состав которой входит 5% парафина и 95% петролатума (смесь парафинов, масел, церезинов).
Из суспензий минеральных восков (церезина) или парафина и каучука, а также полиизобутилена в уайт-спирите изготавливают защитные покрытия на основе паст.
Защитные покрытия из паст и смазок очень эффективны, но главным их недостатком можно считать то, что целостность образовавшейся пленки очень легко нарушить.
Обработка металла от коррозии
Механическая очистка поверхности при помощи щеток, скребков а также с применение электроинструмента с различными насадками
Пескоструйная очистка наиболее эффективный метод для очищения поверхности, но имеющий ряд недостатков, таких как низкая производительность, создание запыленности, что нарушает условия труда на строительной площадке.
Гидроструйная очистка повышает производительность, а применение абразивных материалов улучшает качество очистки.
Химическая очистка. Подразумевает применение специальных материалов которые разделяются на смываемые и несмываемые.
Смываемые методы химической очистки
К смываемым относятся 5% раствор соляной или серной кислоты, но при использовании этих материалов необходимо применять вещество, замедляющее химический процесс, так называемый ингибитор. Если не замедлить химическую реакцию помимо ржавчины уничтожится и сам металл. Можно использовать 15-30 % раствор ортофосфорной кислоты, в результате ее применения ржавчина превращается в твердую структуру, которая и является защитой от последующей коррозии. Хорошо помогает смесь 50 г молочной кислоты на 100 мл вазелинового масла. Кислота преобразует ржавчину в соль, а вазелиновое масло её растворяет.
Несмываемые методы химической очистки
Относят применение грунт преобразователей, ржавчина преобразуется в грунт, и не требует дальнейшего смывания. Если не удаётся полностью избавиться от ржавчины необходимо для предварительного окрашивания металла применить грунтовку со специальными антикоррозионными свойствами. Окончательная обработка поверхности производится с использование лаков, красок, эмалей со специальными свойствами.
Этапы антикоррозионных работ
- Подготовка необходимых материалов.
- Нанесение грунтовки обеспечивающей лучшее сцепление эмалей.
- Нанесение эмалей с защитным покрытием
- Сушка покрытия или его термообработка.
Наиболее эффективным способ нанесения лакокрасочных покрытии считается метод безвоздушного напыления. Так как он наиболее качественно позволяет прокрашивать. Имеющиеся неровности металла.
Менее эффективный способ это прокрашивание кистью. Нежелательно наносить лакокрасочные покрытия валиком.
Сферы применения анодных покрытий
Анодные защитные покрытия, как правило, подходит для титана, сталей, железа и алюминия. Например, у нас в компании есть продукция из анодированного алюминия. Мы предлагаем и её доставку, и установку.
Сюда входят:
- павильоны для бассейнов. Анодные слои наносятся на их каркасы и рельсы;
- манежи, ангары и навесы (включая торговые);
- конструкции для спортивных нужд (к примеру, хоккейные стойки);
- рекламные профили;
- перила, поручни и ограды;
- элементы окон и дверей.
Контроль качества выполненных работ
Применяемые методы защиты от коррозии металлов подвергаются контролю качества. Выполняется с целью проверки ранее выполненного производственного контроля. Предупреждение дефектов. Разработка мер по устранению обнаруженных дефектов. Контроль качества антикоррозионных работ начинается с проверки документации. Должны быть предоставлена документация на объект антикоррозионной защиты, на применяемые материалы, сертификаты о качестве продукции. По окончании проведения контроля качества работ составляется акт содержащий сведения о месте проведения работ, о состояния проведенных работ, о примененных материалах их марки и расходе. Сведения о организации исполнителе, и подписи лиц проводивших работы. Комиссия, проводящая контроль качества работ проверяет следующие параметры:
— вид антикоррозионного покрытия, не должно быть наличие мест не подвергнутых обработке.
— проверяется толщина слоя покрытия путем замера в различных местах, где предположительно возможна не качественная обработка.
— контролируется адгезия лакокрасочного материала с металлической поверхностью.
Товары по теме
- Выбрать …
Просмотр
Брусья уличные
27950 ₽ – 41600 ₽
- Выбрать …
Просмотр
Турник
17550 ₽ – 39000 ₽
- В корзину
Просмотр
Лавка с упорами
26950 ₽
- В корзину
Просмотр
Стенка шведская
35900 ₽
- В корзину
Просмотр
Лавка наклонная для упражнений на пресс
27950 ₽
- В корзину
Просмотр
Воркаут комплекс ВК-003
151500 ₽
- В корзину
Просмотр
Воркаут комплекс ВК-001
132500 ₽
- В корзину
Просмотр
Воркаут комплекс ВК-002
82200 ₽
- В корзину
Просмотр
Воркаут комплекс ВК-004
137800 ₽
- В корзину
Просмотр
Воркаут комплекс ВК-005
98800 ₽
- В корзину
Просмотр
Рукоход одинарный
54500 ₽
- В корзину
Просмотр
Брусья параллельные
9750 ₽
Нарушения выявляемые, при контроле качества работ.
После выполнения работ образуется ржавление на поверхности обработанного металла, это связано с тем что не был соблюден, температурный режим или не удалена полностью влага. Так же возможна недостаточная очистка металла от окислов, это приводит к возникновению последующей коррозии. Не достаточно убранные различные загрязнители масло, мыло, соли все это приведет к нарушению лакокрасочного покрытия дальнейшему ржавлению металла. Присутствие пыли на обрабатываемой поверхности снижает адгезию. Что приводит к отслоению лакокрасочного покрытия. Не выдерживание времени, которое допустимо на нахождение металла без обработки приводит к его ржавлению, также должна соблюдаться межслойная выдержка, растворитель не успевает раствориться и происходит его просачивание через другие слои. Что приводит к нарушению покрытия в виде пузырения. Все эти нарушения, выявленные при проведении контроля качества, подлежат немедленному устранению.