Виды чугунов
Углерод присутствует в таком сплаве в виде:
- цементита;
- графита;
- графита + цементита.
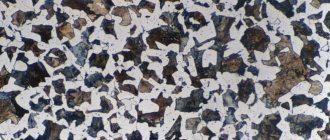
Отливки, содержащие углерод в виде цементита, имеют характерный светлый отблеск и называются белыми.
Темный графит в сочетании с металлическим сплавом придает отливкам серую окраску. Конфигурация графитовых включений влияет на свойства поковок. Исходя из этих свойств, чугун подразделяют на:
- серый;
- ковкий;
- высокопрочный;
- особого назначения.
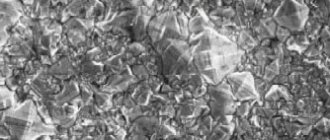
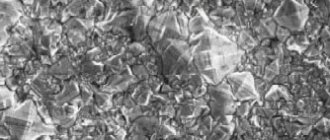
На фото изображены разные виды включений из графита. Они могут быть пластинчатыми, шаровидными или иметь форму хлопьев.
Ковкий чугун характеризуется графитными включениями в виде хлопьев.
Структура, свойства и применение чугунов (стр. 3 )
4.2. ЛИТЕЙНЫЕ ЧУГУНЫ
В зависимости от формы графитных включений (рис.7) литейные чугуны разделяют на следующие виды:
1) Чугун с пластинчатым графитом
(
серый чугун
);
2) Чугун с шаровидным графитом
(
высокопрочный; чугун
)
3) Чугун с хлопьевидным графитом
(
ковкий чугун
);
4)
Чугун с вермикулярным графитом.
4.2.1. СЕРЫЕ ЧУГУНЫ
Серым называют чугун, в котором графит преимущественно имеет форму слегка изогнутых пластинок или разветвлённых розеток с пластинчатыми лепестками ( рис.7).
19
Рис.7. Возможные формы графитных включений: а) пластинчатая; б) хлопьевидная; в) шаровидная г) вермикулярная
Более точное название серого чугуна которое закреплено ГОСTом 1412-85
–
чугун с пластинчатым графитом.
У серых чугунов хорошие технологические и прочностные свойства
, что определяет широкое применение их как конструкционного материала. Наличие графита определяет существенные достоинства серого чугуна:
высокие литейные свойства
(хорошая жидкотекучесть и малая усадка),
хорошая обрабатываемость резанием
, так как графит делает стружку ломкой,
высокие демпфирующие и антифрикционные свойства
.
20
Происхождение графита в серых чугунах
Графит
является характерной структурной составляющей серых чугунов, наличие его определяет тёмный серый цвет излома. Поэтому этот чугун и получил название
серого
.
Графитизация
– это процесс выделения графита при кристаллизации или охлаждении чугунов. Графит может образовываться как из жидкой фазы при кристаллизации, так и из твёрдой фазы. Графитизация чугуна и её полнота зависит от скорости охлаждения, химического состава и наличия центров кристаллизации. Чем медленнее охлаждение чугуна, тем большее развитие получает процесс графитизации.
Графит в серых чугунах получается в результате распада цементита, образующегося при затвердевании сплавов по цементитной диаграмме состояния системы Fe3C
–C
, а также путём непосредственного выделения из жидкого или твёрдого раствора (аустенита или феррита). При высоких температурах цементит распадается по реакции
Fe3C
→
3Fe+ С (графит)
. Чем выше температура и меньше скорость охлаждения, тем больше образуется графита в чугуне.
Наиболее сильное положительное влияние на графитизацию оказывает присутствие в чугуне кремния,
который является необходимым компонентом серых чугунов
.
При одинаковой скорости охлаждения и прочих равных условиях количество образующегося графита тем больше, чем выше в чугунах содержание кремния. 21
Меняя содержание кремния можно получать чугуны с различной структурой и свойствами
Углерод
также способствует графитообразованию: чем его больше, тем больше при прочих равных условиях в серых чугунах графита.
Рис.8. Структурная диаграмма чугунов в зависимости от содержания кремния и углерода: I
–
белый чугун
(
П + Л + Ц2
);
II
–
половинчатый чугун
; III –
серый перлитный чугун
(
П + Г
);
IV
–
серый ферритно-перлитный чугун
(
Ф + П + Г
); V –
серый ферритный чугун
(
Ф + Г
).
22
Наглядное представление о влиянии углерода и кремния на степень графитизации чугуна даёт структурная диаграмма чугунов (рис.8).
В чугунах с высоким содержанием кремния при медленном охлаждении отливки первичная кристаллизация происходит по стабильной диаграмме железо-углерод (графит), т. е. в этом случае графит появляется непосредственно из жидкой фазы. С увеличением скорости охлаждения создаются условия для первичной кристаллизации по метастабильной диаграмме железо-цементит и графит образуется вследствие распада цементита при дальнейшем охлаждению. Иногда ледебурит не разлагается и остаётся в структуре (получается отбел).
Вторичная кристаллизация преимущественно протекает в соответствии с метастабильной диаграммой, вторичный цементит и цементит перлита могут сохраниться или графитизироваться в зависимости от содержания кремния и скорости охлаждения.
Серые
чугуны образуются только при малых скоростях охлаждения в узком интервале температур, когда мала степень переохлаждения жидкой фазы. В этих условиях весь углерод или его большая часть графитизируется в виде пластинчатого графита., а содержание углерода в виде цементита составляет не более
0,8%.
Промышленные чугуны содержат (
2,0 –4,5)% углерода, (1-3,5)% кремния, (0,5-1,0)% марганца, до 0,3 % фосфора, до 0, 2% серы
.
23
Классификация и структура серых чугунов
Серые чугуны подразделяют по структуре металлической основы и по размерам, форме и расположению графитных включений.
По структуре металлической основы
различают серые чугуны:(рис.9):
1) на ферритной основе
(со структурой феррит
+
графит
)); 2)
на ферритно-перлитной ос
нове (
феррит+ перлит
+
графи
т
); 3) на перлитной основе
(
перлит+ графит
).
Количество химически связанного углерода в серых чугунах не превышает 2%, поэтому их металлическая основа аналогична сталям доэвтектоидной
,
эвтектоидной
и
заэвтектоидной
.
Металлическая основа может быть перлитной
, когда 0,8% углерода находится в виде цементита, а остальной углерод в виде графита;
ферритно-перлитной
, когда количество углерода в виде цементита менее 0,8% углерода;
ферритной
, когда углерод находится практически полностью в виде графита.
Следовательно, серый чугун можно рассматривать как структуру, состоящую из сталистой механической основы с рассеянными в ней графитными включениями
(рис.10). Свойства чугуна зависят от свойств металлической основы и характера графитных включений.
24
а
)
б
)
в
)
Рис.9. Микроструктура серых чугунов: а
)
ферритного
(
Ф + Г
);
б
)
ферритно-перлитного
(
Ф + Г
);
в
)
перлитного
(
П + Г
)
По сравнению с металлической основой графит имеет низкую прочность. Поэтому графитовые включения можно считать нарушениями сплошности (пустотами) в металлической основе. Тем самым чугун можно рассматривать как сталь, пронизанную включениями графита, ослабляющими его металлическую основу.
По размерам, форме и расположению графита
различают чугуны с крупными, средними и мелкими графитовыми включениями; с прямолинейными и завихренными включениями; с равномерным, гнездовым и эвтектическим расположением графита.
Марки, свойства и применение серых чугунов
ГОСТ 1412-85
предусматривает следующие марки чугуна с пластинчатым графитом (серого чугуна):
СЧ 10
,
СЧ 15
,
СЧ 20
,
СЧ 25
,
СЧ 30
,
СЧ 35
.
25
Рис.10. Графитовые включения пластинчатой формы
Таблица 1. Прочность и химический состав (в %) серых чугунов
| Марки чугуна | Прочность при растяжении σв, МПа (кгс/мм2) | Углерод | Кремний | Марганец | Фосфор | Сера |
| не более | ||||||
| СЧ 10 | 100 (10) | 3,5–3,7 | 2,2–2,6 | 0,5–0,8 | 0,3 | 0,15 |
| СЧ 15 | 150 (15) | 3,5–3,7 | 2,0–2,4 | 0,5–0,8 | 0,2 | 0,15 |
| СЧ 20 | 200 (20) | 3,3–3,5 | 1,4–2,4 | 0,7–1,0 | 0,2 | 0,15 |
| СЧ 25 | 250(25) | 3,2–3,4 | 1,4–2,2 | 0,7–1,0 | 0,2 | 0,15 |
| СЧ 30 | 300 (30) | 3,0–3,2 | 1,3–1,9 | 0,7–1,0 | 0,2 | 0,12 |
| СЧ 35 | 350 (35) | 2,9–3,0 | 1,2–1,5 | 0,7–1,1 | 0,2 | 0,12 |
26
По требованию потребителя для изготовления отливок допускаются марки чугуна СЧ 18
,
СЧ 21
,
СЧ 24
.
Условное обозначение марки включает буквы СЧ
– серый чугун и цифровое обозначение величины минимального временного сопротивления (прочности)при растяжении в
МПа·10-1
.
В таблицах 1 и 2 приведены прочность, химический состав и физические свойства чугунов с пластинчатым графитом.
Серые чугуны – это сплавы сложного состава, содержащие помимо железа и углерода кремний, марганец и неизбежные примеси: серу и фосфор.
Химический состав
серых чугунов колеблется в следующих пределах: (
3,2-3,8
)
% углерода
,
1-5% кремния
, (
0,5-0,8
)
% марганца
, (
0,2-0,4
)
% фосфора
,
до 0,12% серы
. Иногда в чугуне присутствуют в небольшом количестве медь, никель, хром, которые попадают из руды.
Механические свойства чугуна зависят от свойств металлической основы и количества, а также формы и размеров графитовых включений. Металлическая основа чугуна аналогична по строению и близка по свойствам стали.
Зависимость свойств серого чугуна от структуры значительно сложнее, чем в стали, так как серые чугуны состоят из металлической основы и включений графита, вкраплённых в эту основу.
| Из за большого объема этот материал размещен на нескольких страницах: 3 |
Особенности производства ковкого чугуна
Углерод в этом виде чугуна присутствует в пределах от 2,4 до 2,8%. Также в него входят Si, Mn, S, P, количество которых зависит от необходимых свойств материала.
Ковкий чугун производится из отливок белой разновидности изделий. В них углерод полностью связан железом и представлен карбидом железа (цементитом Fe3C). При отжиге заготовок при температуре 950-970оС, добиваются освобождения графита из карбида железа и аустенита (А). В результате он кристаллизуется, образуя вид хлопьев. Окончательное формирование графитовых хлопьев в чугуне происходит в температурном интервале 760–720оC, что продемонстрировано на диаграмме Fe–Fe3C.
На ней: А – это аустенит, представляющий твердые внедрения атомов углерода в структуру ячейки железа; Г– это графит; Ц – это цементит; П – перлит, представляющий соединение феррита и цементита в эвтектоидной области при распаде аустенита.
Процесс термического отжига проводится в два этапа:
- Сначала заготовки нагревают до 950–1000оС и выдерживают в нагретом виде до окончания распада ледебурита (цементит + аустенит) на графит и аустенит.
- Затем постепенно охлаждают заготовки до области температур 760–720оС, где аустенит дает дополнительный цементит (вторичный), входящий в состав перлита. При дальнейшем охлаждении происходит распад перлита на феррит и графит.
Чугун ковкий
| Сравнение механических свойств ковких чугунов по ГОСТ 1215-79 | |||||||||||
| Св-ва/Чугун | КЧ30-6 | КЧ33-8 | КЧ35-10 | КЧ37-12 | КЧ45-7 | КЧ50-5 | КЧ55-4 | КЧ60-3 | КЧ65-3 | КЧ70-2 | КЧ80-1,5 |
| σв(МПа) | 294 | 323 | 333 | 362 | 441 | 490 | 539 | 588 | 637 | 686 | 784 |
| δ (%) | 6 | 8 | 10 | 12 | 7 | 5 | 4 | 3 | 3 | 2 | 1,5 |
| НВ*10-1, МПа | 100-163 | 100-163 | 100-163 | 110-163 | 150-207 | 170-230 | 192-241 | 200-269 | 212-269 | 241-285 | 270-320 |
Свойства и характеристики ковкого чугуна:
Отливки из черно-сердечного ковкого чугуна получают путем графитизирующего отжига отливок из белого чугуна. Они характеризуются повышенными σв и δ вследствие образования при отжиге хлопьевидного графита, более компактного, чем в СЧ с пластинчатым графитом. Металлическая основа у КЧ, как и у других чугунов, может быть ферритной или перлитной в зависимости от его химического состава и применяемого режима термической обработки.
Основные преимущества отливок из КЧ заключаются в однородности их свойств по сечению, практическом отсутствии напряжений. КЧ применяется преимущественно для отливок с толщиной стенок 3—50 мм, что связано со стремлением обеспечить безусловное получение структуры БЧ при литье и однородность строения и свойств во всех сечениях отливки. Наибольшую прочность можно получить при высокодисперсном перлите и малом количестве и наибольшей компактности графита, а наибольшую пластичность — при феррите и таком же графите,
Влияние температуры на химические свойства КЧ проявляется главным образом выше 400 °С и выражается в понижении σв и σ0,2 и повышении δ. Ферритный КЧ характеризуется более низким порогом хрупкости, чем перлитный КЧ (обычно при —80 °С); с возрастанием твердости перлитного КЧ порог хрупкости повышается.
Если отливки из КЧ не имеют литейных дефектов, они могут быть герметичны при давлениях 20 МПа и выше.
Перлитный КЧ обладает высокой износостойкостью в условиях работы со смазкой при давлении до 20 МПа и быстро изнашивается при трении без смазочного материала. Перлитно-ферритный КЧ имеет сравнительно низкие антифрикционные свойства в условиях работы со смазкой и весьма хорошие при работе без смазочного материала.
Обрабатываемость КЧ примерно такая же, как и высокопрочного чугуна.
Объемная и линейная усадка велики у белого чугуна как при кристаллизации, так и в твердом доперлитном состоянии при сравнительно небольшом предусадочном расширении. Вследствие этого в сложных отливках легко образуются горячие и холодные трещины. Поэтому сложные отливки практически невозможно получать в металлических формах, оказывающих существенное сопротивление усадке. Для уменьшения склонности чугуна к образованию трещин следует понижать до минимума содержание Р, S, снижать содержание N и О в чугуне, использовать оптимальные температуры заливки и т. д.
В сравнении с КЧ высокопрочный чугун обладает лучшими литейными и более высокими механическими свойствами, возможностью во многих случаях обходиться без термической обработки, а также возможностью применения для деталей любых массы и размеров. Поэтому отливки из КЧ в последние годы заметно вытесняются отливками из высокопрочного чугуна, особенно там, где это оказывается экономически целесообразно.
По своим литейным и механическим свойствам он занимает промежуточное положение между серым чугуном и сталью. По разнообразию свойств в зависимости от структуры ковкий чугун близок к стали и в ряде случаев является полноценным ее заменителем. По сравнению со сталью ковкий чугун обладает повышенной демпфирующей способностью и малой чувствительностью к надрезам.
Отливки из ковкого чугуна по условиям изготовления почти полностью свободны от остаточных напряжений. Структура ковкого чугуна обеспечивает высокую плотность металла. Отливки с толщиной стенки 7—8 мм выдерживают гидростатическое давление до 40 am, что позволяет использовать ковкий чугун для производства большого ассортимента деталей водо-, газо- и паропроводных установок.
Ковкий чугун удовлетворительно работает при пониженных температурах, но обладает в сравнении с серым чугуном увеличенной склонностью к хрупкому динамическому разрушению.
Несмотря на большое разнообразие номенклатуры изделий и различные области применения, ковкий чугун используют главным образом при получении тонкостенного литья (толщина стенок 3—40 мм). Это связано прежде всего со стремлением обеспечить безусловное получение отбела и однородность свойств во всех сечениях отливки как при первичной кристаллизации белого чугуна, так и в процессе термической обработки. Требование равномерности толщины стенок отливок из ковкого чугуна является обязательным условием обеспечения высокого качества и экономичности производства изделий.
Химический состав ковкого чугуна не регламентируется ГОСТом, а определяется требованиями к его механическим и технологическим свойствам. Основные элементы, с помощью которых регулируются свойства ковкого чугуна, — углерод и кремний, а в производстве перлитного чугуна, кроме того, марганец, хром и др.
Механические свойства ковкого чугуна в значительной мере зависят от общего объема содержащихся в нем включений углерода отжига и поэтому для получения высококачественного сплава следует отдавать предпочтение низкоуглеродистому чугуну (2,4—2,7% С).
Содержание углерода при производстве ковкого чугуна дуплекс-процессом (вагранка—электропечь) находится в пределах 2,2—2,9%, а при ваграночной плавке 2,7—3,1% . Содержание кремния зависит от толщины стенки отливки и определяется допустимыми пределами суммарного содержания углерода и кремния, которое обычно не должно превышать для высококачественного ферритного ковкого чугуна 3,7—3,8%, а для низкосортного (ваграночного) 4,0—4,1%.
Варианты химического состава ковкого чугуна для отливок в автомобильной промышленности приведены в таблице ниже.
4.Химический состав и свойства ковкого чугуна для автомобильных отливок [2]
| Завод | Марка | Содержание элементов в % | |||||
| С | Si | Mn | S | P | Cr | ||
| ЗИЛ | КЧ 35-10 | 2,5-2,75 | 0,95-1,15 | 0,35-0,45 | ≤0,12 | 0,12-0,17 | ≤0,06 |
| УАЗ | КЧ 35-10 | 2,45-2,65 | 1,1-1,3 | 0,3-0,45 | ≤0,12 | До 0,17 | ≤0,08 |
| ЯАЗ | КЧ 35-10 | 2,4-2,6 | 1,1-1,3 | 0,6-0,8 | ≤0,12 | 0,18 | ≤0,07 |
| ГАЗ | КЧ 35-10 | 2,4-2,6 | 1,2-1,4 | 0,35-0,45 | ≤0,1 | 0,1 | ≤0,06 |
| МАЗ | КЧ 37-12 | 2,4-2,6 | 1,2-1,35 | 0,35-0,45 | ≤0,12 | 0,11-0,14 | ≤0,05 |
Карбидообразующие элементы при большом содержании в чугуне замедляют его графитизацию, некоторые из них (Ti, Та, Zr, Nb) при малом содержании оказывают модифицирующее действие и ускоряют графитизацию. С, Si, А1 — графитизацию ускоряют. Ni и Си — оказывают неоднозначное влияние — ускоряют первую и замедляют вторую стадии графитизации.
Углерод, образуя графитные включения, является основным регулятором механических свойств ковкого чугуна. Наиболее высокими свойствами обладает чугун с пониженным содержанием углерода. Однако этот чугун имеет низкую жидкотекучесть и требует длительного отжига. Для хорошего заполнения литейной формы низкоуглеродистый ковкий чугун необходимо сильно перегревать.
Кремний. Необходимое содержание кремния зависит от многих факторов: количества углерода, толщины стенки, требуемой степени графитизации и т. д. Обычно количество кремния определяется суммой С + Si, которая для высококачественного ферритного чугуна составляет 3,7—3,8%, а для низкосортного 4,0— 4,1%. Высокая сумма С -f- Si может привести к выделению пластинчатого графита при первичной графитизации, что резко понижает механические свойства чугуна. При низкой сумме С + Si даже при весьма длительном отжиге графитизация чугуна полностью не происходит. При содержании кремния до 1,5% механические свойства ковкого чугуна повышаются. Такие же результаты могут быть получены за счет одновременного увеличения содержания кремния и фосфора, однако при этом снижается ударная вязкость. Кремний резко ускоряет графитизацию.
Марганец. Повышает прочность феррита и увеличивает количество связанного углерода. При повышении содержания марганца до 0,8—1,4% увеличивается количество перлита в структуре и прочность чугуна повышается, но резко падают пластичность и ударная вязкость. Марганец снижает температуру эвтектоидного превращения, чем затрудняет 2-ю стадию графитизации и способствует образованию структуры зернистого перлита. При производстве ферритного ковкого чугуна содержание марганца не должно превышать 0,6% , а при производстве перлитного — 1,2%.
Сера. Избыточную серу считали вредной примесью, тормозящей первую стадию графитизации ковкого чугуна. Однако установлено, что избыточная сера, растворяясь в металлической основе, дает возможность получать ковкий чугун с высокими механическими свойствами и компактной формой графита.
В работах показано, что содержание серы в ферритном ковком чугуне, модифицированном алюминием, может быть повышено до 0,20% без увеличения длительности отжига. При этом механические свойства возрастают за счет улучшения формы графита, упрочнения феррита и перлитизации металлической основы.
Определяющее влияние на структуру и свойства ковкого чугуна оказывает отношение содержания марганца и серы в нем. Установлено, что при отношении Mn : S меньшем 1,7 отливки из белого чугуна даже в весьма массивных сечениях свободны от выделений первичного графита. Скорость распада эвтектических карбидов на первой стадии отжига от отношения марганца к сере зависит незначительно. При отношении Мп : S = 0,8—1,2 перлитная структура сохраняется независимо от длительности второй стадии графитизации, а форма углерода отжига получается шаровидной. С повышением отношения Мп : S наблюдается переход к перлито-ферритной и ферритной структуре металлической основы и уменьшение компактности выделений углерода отжига. Изменение отношения Мп : S от 1,0 до 3,0 позволяет получить всю гамму структур (от перлитной до ферритной) и механических свойств ковкого чугуна по ГОСТу 1215—59, без изменения содержания других химических элементов и технологии производства.
Фосфор. При содержании свыше 0,20% ведет к повышению жидкотекучести чугуна и некоторому увеличению предела прочности при растяжении, но резко снижает ударную вязкость и повышает порог хладноломкости. Фосфор ускоряет первую и замедляет вторую стадии графитизации.
Хром является наиболее сильным замедлителем процесса графитизации ковкого чугуна. Его содержание обычно ограничивают 0,06—0,08%. Повышение количества хрома до 0,1—0,12% приводит к необходимости прибегать к специальным мерам для получения ферритного ковкого чугуна (удлинять отжиг, производить предварительную закалку отливок и др.). Трудности получения ферритного ковкого чугуна при повышенном содержании хрома связаны с образованием сложных карбидов, устойчивых при высоких температурах, и замедлением диффузионных процессов в металлической основе. Широкое использование металлолома, содержащего легированную сталь, при производстве ковкого чугуна приводит к увеличению концентрации хрома в шихте и требует изыскания методов нейтрализации его влияния на процесс графитизации. Так, совместное модифицирование ковкого чугуна алюминием, бором и сурьмой или ферротитаном позволяет получать ферритный и перлитный ковкий чугун, содержащий до 0,2% хрома, с высокими механическими свойствами без удлинения цикла отжига.
Молибден способствует измельчению перлита и графитных включений, увеличивает предел прочности (на 3—7 кГ/мм2 при присадке 0,5% Мо), но затрудняет графитизацию вследствие образования легированного цементита и специальных карбидов. Он влияет аналогично хрому, но слабее последнего. Молибден предохраняет ковкий чугун от хрупкости в интервале температур 300—500° С.
Ванадий. Присадка 0,05—0,10% ванадия позволяет получать износостойкий ковкий чугун с сорбито-перлитной основой. Прочностные характеристики повышаются на 30—40%.
Свойства при повышенных и пониженных температурах. При повышенных температурах сопротивление ковкого чугуна упругим и пластическим деформациям понижается. Несколько уменьшается и пластичность при кратковременных испытаниях.
Характерной особенностью поведения чугуна при высоких температурах является его рост, связанный с необратимым увеличением объема. Этот рост особенно увеличивается при термоциклировании — периодическом нагреве и охлаждении. Причинами роста чугуна являются графитизация при нагреве и выделение растворенного углерода на новых центрах графитизации при охлаждении, а также проникновение кислорода во внутрь изделия, приводящее к окислению металлической матрицы чугуна особенно по границам включений графита или по границам зерен. Рост весьма велик, когда имеет место неодновременное превращение в различных слоях металла при частых колебаниях температуры. Это приводит к объемным изменениям, создающим сжимающие и растягивающие напряжения, обусловливающие возникновение микротрещин. Микротрещины сами увеличивают объем чугуна и служат добавочными каналами для окисления металлической основы агрессивными газами.
Ковкий чугун имеет меньшую склонность к росту в сравнении с серым чугуном в связи с изолированностью в металлической основе компактных графитовых включений. Мала склонность к росту в области субкритических температур и у перлитного ковкого чугуна, имеющего низкое содержание кремния, а следовательно, меньшую склонность к графитизации. Ковкий чугун при субкритических температурах имеет в 2—3 раза большую ростоустойчивость, чем обычный серый чугун. При высоких надкритических температурах, когда мала сопротивляемость металлической основы окислению и велико растворение графита, процессы роста протекают в ковком чугуне так же интенсивно, как и в обычном сером чугуне. Таким образом, отливки из ковкого чугуна могут работать в течение продолжительного срока лишь при таких Температурах, при которых процессы окисления не имеют большого равития.
Увеличение температуры испытания выше 400— 450° С вызывает интенсивное падение прочности. В атмосфере водяного пара, являющегося интенсивным окислителем, допустимая температура работы отливок из ковкого чугуна должна быть понижена до 300° С. При этом необходимо учитывать, что ферритный ковкий чугун хуже сопротивляется окислению, чем перлитный.
Длительная прочность ковкого чугуна при 300—400° С невелика и резко понижается при дальнейшем повышении температуры. Форма кривой ползучести и ее скорость зависят от структуры чугуна, температуры и величины напряжений.
По данным работы, длительная прочность перлито-ферритного ковкого чугуна при 425° С (соответствующая испытаниям в течение 4000 ч) одинакова с литой сталью марки 25Л после отжига, в то время как кратковременная прочность стали при этой температуре выше, чем чугуна. При температурах более высоких, чем 500°, длительная прочность феррито-перлитного чугуна оказывается меньше, чем указанной стали. Ферритный ковкий чугун при всех температурах имеет длительную и кратковременную прочность ниже, чем сталь. Сопротивление ползучести ковкого чугуна выше, чем серого, но ниже, чем высокопрочного чугуна.
В отличие от серого чугуна по мере понижения температуры ферритный кoвкий чугун становится более хрупким, что связано с насыщением его азотом.
Наиболее распространенным модификатором ковкого чугуна является алюминий. Присадки его в количестве 0,015—0,025% от веса расплавленного металла обеспечивают отсутствие первичного графита при нормальном содержании углерода и кремния и толщине стенки отливки до 40 мм. Повышение механических свойств при оптимальных добавках алюминия связано с увеличением дисперсности и более равномерным распределением графита в металлической основе, а также, возможно, упрочнением феррита. Дальнейшее повышение содержания алюминия в ковком чугуне приводит к резкому снижению механических свойств.
Широко применяют модифицирующие смеси, в которых одной из основных составляющих является бор. Оптимальная присадка бора, равная 0,002—0,003%, повышает механические свойства ферритного ковкого чугуна и уменьшает длительность графитизирующего отжига.
Модифицирующие смеси, кроме элементов графитизаторов (алюминия и бора), часто содержат элементы антиграфитизаторы (висмут, сурьму, теллур), обеспечивающие сквозной отбел при толщине стенки до 80 мм. Содержание висмута в смесях составляет 0,001—0,003% , оптимальное содержание сурьмы 0,002—0,004%.
Модифицирование снижает влияние изменений температуры заливки металла в форму и колебаний его химического состава на механические свойства, что улучшает технологичность ковкого чугуна. Необходимо учитывать, что эффективность воздействия модификаторов на механические свойства ковкого чугуна и уменьшение продолжительности отжига зависят от времени пребывания металла в ковше перед разливкой. При чрезмерном его увеличении эффект модифицирования резко снижается.
Модифицирующие смеси алюминий—бор—висмут и алюминий—бор—сурьма достаточно полно нейтрализуют вредное влияние хрома на торможение процесса графитизации. Даже при содержании 0,18—0,20% Сг ковкий чугун имеет достаточно высокие механические свойства, хорошую обрабатываемость и не требует длительного отжига.
Влияние нормализации, закалки и отпуска. Нормализация повышает прочность, твердость и износостойкость ковкого чугуна при некотором понижении его пластичности. Нормализация приводит к увеличению содержания в структуре перлита.
Закалка с последующим высоким отпуском является оправдавшим себя методом получения ковкого чугуна со структурой зернистого перлита. Максимальная твердость закаленного ферритного и феррито-перлитного ковкого чугуна достигается при
Технологические свойства. Литейные свойства (жидкотекучесть, усадка, склонность к образованию горячих трещин) характеризуют ковкий чугун как хороший литейный материал.
Жидкотекучесть имеет особо важное значение, так как большинство отливок обладает сложной конфигурацией при небольшом весе и тонких стенках. Белый чугун из-за низкого содержания углерода, кремния и фосфора имеет пониженную жидкотекучесть по сравнению с серым чугуном.
Жидкотекучесть возрастает с увеличением содержания кремния, фосфора и особенно углерода. Сера и марганец в отдельности слабо влияют на жидкотекучесть, но увеличенное содержание обоих элементов приводит к повышению содержания в расплаве тугоплавкого соединения MnS и понижению жидкотекучести.
Усадка и склонность к образованию горячих трещин. Величина усадки зависит от химического состава чугуна и технологии изготовления отливок. Усадка в жидком состоянии и в процессе затвердевания определяет образование усадочных раковин и пористости, а в твердом состоянии — различие в размерах модели и отливки.
Общий объем усадочных раковин и усадочной пористости определяется объемной усадкой сплава при кристаллизации отливки, т. е. при переходе жидкого чугуна в твердое состояние.
Белый чугун имеет большую усадку при затвердевании, чем серый, но меньшую, чем высокопрочный чугун.
Образование усадочных раковин и пористости происходит в местах отливок, где металл затвердевает в последнюю очередь, т. е. в местах концентрации наибольшей массы металла, где теплоотвод наименее интенсивен. В зависимости от конфигурации отливок эти дефекты могут быть макро- и микроскопическими, сосредоточенными и рассредоточенными, внутренними и внешними. Для предупреждения образования дефектов усадочного происхождения необходимо при конструировании отливок предусматривать возможность создания направленного их затвердевания. Литниковая система отливок из ковкого чугуна должна обязательно иметь прямые и отводные питающие бобышки (прибыли) у массивных мест отливки и в «горячих узлах» [8].
Объемная и линейная усадка чугуна в твердом состоянии определяется не только термическим сжатием, но и выделением газов из твердого металла, фазовыми превращениями, сопротивлением формы и т. д. Усадка определяет в значительной мере величину напряжений и опасность образования горячих и холодных трещин в отливках.
Кроме того, при отжиге отливок из белого чугуна происходит увеличение размеров отливки («положительная усадка»), связанное с графитизацией. Общая усадка серого чугуна меньше, чем белого. Данные по линейной усадке белого чугуна в зависимости от характера усадки (свободная, затрудненная) и размеров отливки приведены на рис. 14). Усадка при заливке в сухие формы меньше, чем в сырые.
В процессе отжига белого чугуна происходит увеличение объема и линейных размеров отливок. В результате суммарная величина усадки ковкого чугуна колеблется в довольно широких пределах. В среднем ее можно принять равной 0,8—1,0%.
Однако эти цифры должны быть уточнены для конкретных условий (характер производства, атмосфера печи, размеры отливок, марка чугуна и т. д.). Плотность чугуна в процессе отжига уменьшается.
Затрудненная усадка белого чугуна в период кристаллизации вызывает повышенную его склонность к образованию горячих трещин. Усадка в твердом состоянии определяет величину литейных напряжений, являющихся причиной образования горячих и холодных трещин. Величина литейных напряжений в отливках белого чугуна значительно выше, чем в отливках из серого чугуна и стали вследствие большего модуля упругости, чем у серого чугуна, и меньшей теплопроводности, чем у стали. Поэтому при проектировании следует предпочитать конструкции со свободной усадкой и избегать резких переходов в толщине стенки между различными сечениями отливок, вызывающих концентрацию напряжений и пониженную усталостную прочность.
Остаточные напряжения в отливках из ковкого чугуна малы и не превышают 0,5 кГ/мм2, что связано с длительным графитизирующим отжигом при высоких температурах. Так как белый чугун по сравнению с серым имеет худшие литейные свойства —более низкую жидкотекучесть, большую линейную усадку, склонность к образованию горячих и холодных трещин и газовых раковин — это заставляет предъявлять повышенные требования к технологичности конструкции отливок из ковкого чугуна.
Отливкам необходимо по возможности придавать такую конфигурацию и так их располагать в форме, чтобы осуществлялся принцип направленного затвердевания. Для питания утолщенных частей отливки широко применяются боковые прибыли. Утолщения, которые нельзя питать прибылями, следует охлаждать наружными холодильниками. Придавая отливке ту или иную конфигурацию, конструктор должен учитывать возможность удобного размещения прибылей с учетом простоты формовки.
С целью предотвращения появления горячих и холодных трещин необходимо принимать следующие меры предосторожности:
не допускать резких изменений сечений, больших выступов и впадин; следует широко применять различного рода поднутрения с целью выравнивания толщин стенок, а также устройство литых отверстий в утолщенных частях отливок;
необходимо так конструировать отливки, чтобы их элементы при охлаждении подвергались деформации изгиба, а не растяжения, что может быть достигнуто применением изогнутых спиц, стенок и других элементов отливок;
не допускать чрезмерного увеличения размеров отливок, особенно в тех направлениях, в которых выступающие части тормозят ее усадку. Усиливать сечения, в которых могут возникнуть трещины, рекомендуется с помощью ребер, приливов или другим способом.
Обрабатываемость ковкого чугуна определяется усилием резания, лимитированным жесткостью системы станок — инструмент — деталь, чистотой поверхности и интенсивностью износа режущего инструмента, определяющего режимы резания с точки зрения его стойкости. Наиболее распространенной характеристикой обрабатываемости является экономическая скорость резания, соответствующая стойкости режущего инструмента в 60 (у60) или 90 (о90) мин при определенном заданном режиме резания.
Обрабатываемость металла можно определять различными методами. Общей закономерностью является ухудшение обрабатываемости по мере повышения прочности и твердости металла.
При обработке ковкого чугуна необходимо учитывать, что при одинаковых механических и физических свойствах разные марки чугуна резко различны по обрабатываемости. Это прежде всего связано с иногда очень незначительными изменениями в структуре. Так, включения эвтектического цементита в количестве 5—7% слабо влияют на твердость и прочность ковкого чугуна, но резко снижают стойкость режущего инструмента при механической обработке. Увеличение пластичности материала сверх допустимых пределов вызывает образование нароста на передней грани инструмента, что также снижает его стойкость. Это может иметь место при обработке ферритного ковкого чугуна марок КЧ 35-10 и КЧ 37-12. Однако основной причиной, нарушающей зависимость между обрабатываемостью чугуна и его твердостью и прочностью, являются неоднородности структуры, особенно у перлитного ковкого чугуна. Так, чугун с крупнопластинчатым перлитом обрабатывается хуже, чем с зернистым, несмотря на то, что последний имеет более высокую твердость.
При повышении содержания углерода и кремния увеличивается количество свободного углерода в структуре ковкого чугуна, понижается его твердость и улучшается обрабатываемость. Для получения высокой чистоты обработанной поверхности необходимо стремиться к мелким включениям углерода отжига, равномерно расположенным в металлической основе. Чистота обработанной поверхности перлитного ковкого чугуна выше, чем ферритного, что имеет особое значение при нарезании резьбы, конфигурация элементов которой на перлитном чугуне получается более совершенной, чем на ферритном.
Сильно снижают обрабатываемость ковкого чугуна поверхностные дефекты, возникающие при отжиге в недостаточно герметизированной печи, имеющей окислительную атмосферу. В результате такого отжига образуется слой окалины, глубоко внедренной в приповерхностные слои отливки по границам зерен в обезуглероженном слое на глубину до 0,7—1 мм и неудаляющейся при пескоструйной и дробеструйной обработке. Создание защитной атмосферы в печи и защита отливок от окисления на всех стадиях графитизации позволяет почти полностью избавиться от этих дефектов и тем самым улучшить качество отливок и расширить области их применения.
Области применения. Ковкий чугун как конструкционный материал широко применяют в различных отраслях машиноетроения благодаря высоким физико-механическим свойствам отливок, несложной и стабильной технологии их производства и более низкой стоимости по сравнению с отливками из стали, поковками и штамповками. Основным потребителем отливок из ковкого чугуна является автомобиле-и тракторостроение, сельхозмашиностроение и другие отрасли промышленности.
На машиностроительных заводах производят в основном ферритный ковкий чугун, и в крайне незначительном количестве перлитный, хотя последний и обладает высокрй прочностью, износостойкостью, хорошо работает в условиях повышенных температур, обладает высокой усталостной прочностью, хорошо гасит вибрации и т. д.
Из перлитного ковкого чугуна можно изготовлять такие детали, как коленчатые и распределительные валы, поршни дизельных двигателей, коромысла клапанов, детали сцепления и т. д.
Более подробно применение ковкого чугуна и других типов чугуна рассмотрено в статье применение чугуна.
Разновидности ковкого чугуна
Структурный состав чугунных отливок зависит от условий технологии отжига. Он бывает:
- ферритным;
- перлитным;
- ферритно-перлитным.
Ферритный вид изделий содержит феррит и хлопьевидный графит. Перлитный вид состоит из перлита и хлопьевидного графита. Ферритно-перлитный в своем составе имеет феррит, перлит и хлопья из графита.
Структура каждого вида изображена на схемах:
Чугун на основе перлита можно получить, если охлаждать отливку в зоне распада быстрее. Тогда, вместе с ферритом, в структуре будет находиться перлит. Он сохранится при дальнейшем, достаточно медленном, проведении охлаждения сплава ниже 727оС.
Важно! Структура ковкого чугуна зависит от температурного режима обработки и входящих в состав легирующих элементов.
На практике, в основном, используют первые два вида литых заготовок (фото и схема приведены ниже).
Ферритный вид отливок (фото и схема)
Перлитный вид отливок (фото и схема)
Какой формы графитовые включения в ковком чугуне
В зависимости от формы графитных включений различают серые, высокопрочные, ковкие чугуны и чугуны с вермикулярным графитом.
Серые чугуны
получают при меньшей скорости охлаждения отливок, чем белые. Они содержат 1–3 %Si, обладающего сильным графитизирующим действием.
Серый чугун широко применяется в машиностроении. Он хорошо обрабатывается режущим инструментом. Из него производят станины станков, блоки цилиндров, фундаментные рамы, цилиндровые втулки, поршни и т.д.
Серые чугуны согласно ГОСТ 1412–85 маркируются буквами «СЧ» и далее следует величина предела прочности при растяжении (в кГ/мм 2
), например СЧ 15, CЧ 20, СЧ 35 (табл. 1).
Графит в сером чугуне наблюдается в виде темных включений на светлом фоне нетравленного шлифа. По нетравленному шлифу оценивают форму и дисперсность графита, от которых в сильной степени зависят механические свойства серого чугуна.
Серые чугуны подразделяют по микроструктуре металлической основы в зависимости от полноты графитизации.
Степень или полноту графитизации оценивают по количеству свободно выделившегося (несвязанного) углерода.
Полнота графитизации зависит от многих факторов, из которых главными являются скорость охлаждения и состав сплава. При быстром охлаждении кинетически более выгодно образование цементита, а не графита. Чем медленнее охлаждение, тем больше степень графитизации. Кремний способствует графитизации, а марганец – карбидообразующий элемент – затрудняет графитизацию.
Рис. 3. Схемы микроструктур графитизированных чугунов: а) серые; б) высокопрочные; в) ковкие; г) с вермикулярным графитом
Если графитизация в твердом состоянии прошла полностью, то чугун содержит две структурные составляющие – графит и феррит. Такой сплав называется серым чугуном на ферритной основе (рис. 3, а). Если же эвтектоидный распад аустенита прошел в соответствии с метастабильной системой
то структура чугуна состоит из графита и перлита. Такой сплав называют серым чугуном на перлитной основе. Наконец, возможен промежуточный вариант, когда аустенит частично распадается по эвтектоидной реакции на феррит и графит, а частично с образованием перлита. В этом случае чугун содержит три структурные составляющие – графит, феррит и перлит. Такой сплав называют серым чугуном на феррито-перлитной основе.
Феррит и перлит в металлической основе чугуна имеют те же микроструктурные признаки, что и в сталях. Серые чугуны содержат повышенное количество фосфора, увеличивающего жидкотекучесть и дающего тройную эвтектику.
В металлической основе серого чугуна фосфидная эвтектика обнаруживается в виде светлых, хорошо очерченных участков.
Высокопрочные чугуны
с шаровидным графитом получают модифицированием серого чугуна щелочно-земельными элементами. Чаще для этого используют магний, вводя его в жидкий расплав в количестве 0,02–0,03 %. Под действием магния графит кристаллизуется в шаровидной форме (рис. 3, б). Шаровидные включения графита в металлической матрице не являются такими сильными концентраторами напряжений, как пластинки графита в сером чугуне. Чугуны с шаровидным графитом имеют более высокие механические свойства, не уступающие литой углеродистой стали.
Маркируют высокопрочный чугун согласно ГОСТ 7293–85 буквами «ВЧ» и далее следует величина предела прочности при растяжении (в кГ/мм 2
), например ВЧ 40, ВЧ 45, ВЧ 80 (табл. 2). Так же, как и серые чугуны, они подразделяются по микроструктуре металлической основы в зависимости от полноты графитизации и могут быть ферритными, феррито-перлитными и перлитными. Высокопрочный чугун используется во многих областях техники взамен литой и кованой стали, серого и ковкого чугунов. Высокие механические свойства дают возможность широко применять его для производства отливок ответственного назначения, в том числе и в судовом машиностроении: головок цилиндров, турбокомпрессоров, напорных труб, коленчатых и распределительных валов и т.п.
Ковкие чугуны
получают путем отжига отливок из белого чугуна. Получение ковкого чугуна основано на том, что вместо неустойчивого цементита белого чугуна при повышенных температурах образуется графит отжига белого чугуна. Мелкие изделия сложной конфигурации, отлитые из белого чугуна, отжигают (получают ковкий чугун) для придания достаточной пластичности, необходимой при их использовании в работе. Ковкий чугун согласно ГОСТ 1215–79 маркируют буквами «КЧ» и далее следуют величина предела прочности при растяжении (в
кГ/мм 2
) и относительного удлинения (в %), например, КЧ 35-10, КЧ 60-3 (табл. 3).
Графитизация идет путем растворения метастабильного цементита в аустените и одновременного выделения из аустенита более стабильного графита. Чем больше время выдержки при отжиге и меньше скорость охлаждения, тем полнее проходит графитизация. В зависимости от графитизации встречаются те же три основные типа структур, что и в сером чугуне: ковкие чугуны на ферритной, феррито-перлитной и перлитной основах (рис. 3, в). От серых (литейных) чугунов ковкие чугуны отличаются по микроструктуре только формой графита.
Если на шлифах (рис. 3, а) серых чугунов графит имеет форму извилистых прожилок, то в ковких чугунах графит, называемый углеродом отжига, находится в форме более компактных хлопьевидных включений с рваными краями. Более компактная форма графита обеспечивает повышение механических свойств ковкого чугуна по сравнению с серым чугуном с пластинчатым графитом. Обладая механическими свойствами, близкими к литой стали и высокопрочному чугуну, высоким сопротивлением ударным нагрузкам, износостойкостью, обрабатываемостью резанием, ковкий чугун находит свое применение во многих отраслях промышленности. Из него изготавливают поршни, шестерни, шатуны, скобы, иллюминаторные кольца и др.
Чугуны с вермикулярным графитом
получают, как и высокопрочные чугуны, модифицированием, только в расплав при этом вводится комплексный модификатор, содержащий магний и редкоземельные металлы. Маркируют чугуны с вермикулярным графитом согласно ГОСТ 28394–89 буквами «ЧВГ» и далее следует цифра, обозначающая величину предела прочности при растяжении (
кГ/мм 2
), например, ЧВГ 30, ЧВГ 45 (табл. 4). Вермикулярный графит подобно пластинчатому графиту виден на металлографическом шлифе в форме прожилок, но они меньшего размера, утолщенные, с округлыми краями (рис. 3, г). Микроструктура металлической основы ЧВГ также как у других графитизированных чугунов может быть ферритной, перлитной и феррито-перлитной.
По механическим свойствам чугуны с вермикулярным графитом превосходят серые чугуны и близки к высокопрочным чугунам, а демпфирующая способность и теплофизические свойства ЧВГ выше, чем у высокопрочных чугунов. Чугуны с вермикулярным графитом более технологичны, чем высокопрочные, и соперничают с серыми чугунами. Для них характерны высокая жидкотекучесть, хорошая обрабатываемость резанием, малая усадка. Чугуны с вермикулярньм графитом широко используются в мировом и отечественном автомобилестроении, тракторостроении, судостроении, дизелестроении, энергетическом и металлургическом машиностроении для деталей, работающих при значительных механических нагрузках в условиях износа, гидрокавитации, переменном повышении температуры. Например, ЧВГ используется для производства цилиндровых крышек и втулок, поршней судовых и тепловозных двигателей, корпусов газовых турбин и компрессоров.
Морской государственный университет имени адмирала Г.И. Невельского. Кафедра технологии материалов
Источник
Свойства ковких чугунов
Технические характеристики и свойства ковкого чугуна определяются содержанием углерода в виде графита, а также кремния. Для перлитного вида — еще хрома и марганца.
Структурное различие также отражается на свойствах изделий. Например, ферритный вид отливок имеет твердость меньше, чем перлитный, но зато он отличается большей пластичностью.
Хлопьевидные графитные включения придают изделиям высокую прочность при достаточно хорошей пластичности. Они способны поддаваться пластической деформации при температуре внутри помещений. Отсюда пошло их название «ковкие». Оно условно и не означает, что изделия из такого чугуна можно получать путем ковки. Для их изготовления применяют способ отливки деталей.
Одним из существенных преимуществ ковких заготовок является постоянство их свойств по всему поперечному сечению, а также отсутствие внутренних напряжений.
Физические и механические характеристики таких отливок находятся между подобными свойствами серых чугунов и стали. Они обладают:
- хорошей текучестью в жидком виде;
- свойством поглощения вибраций при периодически повторяющихся нагрузках;
- хорошей износостойкостью;
- стойкостью к коррозии, поэтому на них не действует влага, химические реактивы, в том числе топочный газ.
- высокой плотностью, например, заготовка, имеющая толщину 7-8 мм, способна выдержать давление при гидравлических испытаниях в пределах 40 атмосфер.
Это дает возможность использовать отливки для производства различных изделий в газовой и водопроводной сфере.
При низких температурах под действием динамических нагрузок материал может стать хрупким.
Графитизация, особенности ковкого чугуна, понятие о ферритном и перлитном КЧ
В металлургии получают ковкий чугун методом графитизации белого доэвтектического чугуна, содержащего графит в количестве 2%-4,3%. При графитизации происходит такой отжиг, при котором распадается цементит (карбид железа), весь углерод или его часть преобразуется в графит (углерод отжига). Углерод в КЧ является важным элементом, который обуславливает его механические свойства, чем выше марка чугуна, тем ниже содержание графита. Благодаря технологическому процессу, привносящему преобразования в состав сплава, КЧ приобретает пластичность, он по своим свойствам находится между серым чугуном и сталью. В отличие от стали, сплав имеет текучесть, демпфирующую способность (поглощение вибраций), более высокую износостойкость.
Физические свойства ковкого чугуна.
КЧ производят в камерных и тоннельных печах непрерывного действия.
Неоспоримыми преимуществами КЧ являются:
- однородность;
- отсутствие напряжений;
- высокие механические и антикоррозионные свойства;
- великолепная устойчивость в среде влажного воздуха, топочных газов, воды;
- пластичность;
- прочность;
- КЧ поддается сварке, расчеканке, запрессовке, холодной и горячей правке, обработке резанием.
Высокая прочность КЧ объясняется незначительным влиянием хлопьевидной структуры на механические характеристики металлического ядра. Изделия из такого сплава характеризуются вязкостью и пластичностью, хорошим сопротивлением ударным нагрузкам, но ковке изделия не подвергаются, их отливают. Недостатками материала является сложная технология, длительность процесса производства продукции.
По способу производства КЧ классифицируют на ферритный класс Ф (черносердечный) и перлитный класс П (белосердечный). Ферритный КЧ производят двухстадийным графитизирующим отжигом белого чугуна. Перлитный КЧ получаются в процессе отжига в окислительных средах. В итоге происходит изменение структуры чугуна и обезуглероживание. Это один из самых прочных типов чугуна. В сплаве главная высокопрочная масса с металлической структурой дополняется превосходной формой структуры графита и его распределением.
Маркировка чугуна
Изделия из ковкого чугуна имеют маркировку КЧ и последующие цифры. Первая пара цифр — это средний показатель временного сопротивление разрыву (предела прочности), уменьшенный на порядок, а вторая — процентный показатель относительного удлинения. Например, изделие марки КЧ 30-6 имеет временное сопротивление на разрыв σв =294 Н/мм2, а относительное удлинение — δ=6%.
Согласно ГОСТ 1215–79 определено 11 видов ковкого чугуна.
В таблице отражены механические характеристики разных марок изделия.
Области применения
Ковкий чугун предназначен для использования:
- в машиностроительной отрасли для изготовления конструкций станков;
- для изготовления корпусов и комплектующих автомобилей;
- при производстве железнодорожных вагонов;
- в изготовлении оборудования для сельского хозяйства.
Несмотря на то, что перлитный чугун по своим характеристикам лучше, применяются в основном ферритные отливки, т. к. их производство обходится дешевле.
Перлитный вид отливок применяют в производстве деталей, испытывающих повышенные нагрузки. Например, из них производят автомобильные рессоры, комплектующие дизельных и других двигателей и т.д.
При наличии большого количества технологических преимуществ, ковкий чугун в основном применяют для изготовления литья с относительно тонкой стенкой в интервале от 3 мм до 40 мм.
Меню
Табл. 1. Марки и механические свойства чугуна разлиных типов.
| σВ, МПа | НВ | δ | ||
| серые | СЧ10 | 100 | 120…150 | |
| СЧ15 | 150 | 130…241 | ||
| … | … | … | ||
| СЧ35 | 350 | 179…290 | ||
| Высокопрочные | ВЧ35 | 350 | 140…170 | 22 |
| ВЧ40 | 400 | 140…202 | 15 | |
| … | … | … | … | |
| ВЧ100 | 1000 | 270…360 | 2 | |
| Ковкие | КЧ30-6 | 300 | 163 | 6 |
| КЧ33-8 | 330 | 163 | 8 | |
| КЧ37-12 | 370 | 163 | 12 | |
| … | … | … | … | |
| КЧ63-2 | 630 | 269 | 2 |
Кремний Si способствует графитизации чугуна, и улучшает его литейные свойства. В серых чугунах содержится 0,8 …4,5 % Si.
Марганец Mn способствует отбеливанию чугуна, но содержание Mn до 1,2% полезно, т.к. увеличиваются твердость и прочность чугуна.
Фосфор Р повышает жидкотекучесть чугуна, поэтому допустимо его содержание до 0,4%, но в ответственных чугунных отливках содержится фосфора менее 0,15%, т.к. с ростом содержания его увеличивается хрупкость чугуна.
Сера S затрудняет графитизацию, увеличивает хрупкость и ухудшает жидкотекучесть чугуна, поэтому серы в чугунах должно быть не более 0,1%.
Серые чугуны делятся на модифицированные, высокопрочные и ковкие (табл. 2).
В серых чугунах графит имеет пластинчатую форму, в высокопрочных — шаровидную, а в ковких — хлопьевидную.П римеры обозначения чугунов:
Формирование структуры чугуна происходит при затвердевании отливки. Основными факторами, влияющими на структурообразование чугуна, являются его химический состав (см. табл. ниже) и скорость охлаждения отливки в форме.
Табл. 2 — Влияние химических элементов на свойства чугуна
| Серый чугун | Высокопрочный чугун | Ковкий чугун |
| Углерод | ||
| Повышенное содержание углерода приводит к уменьшению прочности, твердости и увеличению пластичности; углерод улучшает литейные свойства чугуна | Увеличенное содержание углерода улучшает литейные свойства чугуна | Углерод — основной регулятор механических свойств ковкого чугуна; чугун обладает низкой жидкотекучестью и требует высокого перегрева |
| Кремний | ||
| Кремний (с учетом содержания углерода) способствует выделению графита и снижает твердость, а также уменьшает усадку; повышенное содержание кремния снижает пластичность и несколько увеличивает твердость | С повышением содержания кремния возрастает предел прочности при растяжении, при дальнейшем увеличении содержания — уменьшаются предел прочности при растяжении и относительное удлинение | Для ферритного ковкового чугуна суммарное содержание кремния и углерода должно быть 3,7-4,1%. Содержание кремния зависит от количества углерода и толщины стенки. При содержании кремния до 1,5% механические свойства сплава повышаются |
| Марганец | ||
| Марганец тормозит выделение графита, способствует размельчению перлита и отбеливанию чугуна; взаимодействуя с серой, нейтрализует ее вредное действие. Механические свойства чугуна повышаются при содержании марганца до 0,7-1,3 %, а при дальнейшем увеличении — снижаются. Марганец увеличивает усадку сплава | С повышением содержания марганца уменьшается доля феррита и увеличивается количество перлита; при этом повышается предел прочности при растяжении и уменьшается относительное удлинение. Для повышения износостойкости содержание марганца увеличивают до 1,0- 1,3% | Марганец увеличивает количество связанного углерода, повышает прочность феррита. При повышении содержания марганца до 0,8-1,4% увеличивается количество перлита, прочность сплава повышается, но резко падает пластичность и ударная вязкость. В ферритном чугуне содержание марганца не должно превышать 0,6%, в перлитном — 1,0% |
| Магний | ||
| — | Для образования графита шаровидной формы содержание магния должно быть не ниже 0,03%, а церия не ниже 0,02% (остаточное содержание). При более низком содержании не весь графит получает шаровидную форму; часть его содержится в виде пластинок, что снижает механические свойства сплава. При повышенном содержании магния (и церия) в структуре сплава образуется цементит и, следовательно, снижаются механические свойства. Оптимальное содержание остаточного магния — 0,04-0,08% | — |
| Сера | ||
| Сера снижает прочность и пластичность, но несколько повышает износостойкость сплава, считается вредной примесью, придает чугуну красноломкость (образование трещин при высоких температурах), препятствует выделению графита | Чем выше содержание серы в исходном чугуне, тем труднее получить полностью шаровидную форму графита и, следовательно, высокие механические свойства | Содержание серы в ферритном ковком чугуне, модифицированном алюминием, может быть повышено до 0,2 %; при этом механические свойства возрастают за счет улучшения формы графита. Определяющее влияние на механические свойства чугуна оказывает отношение содержания марганца и серы, которое должно быть в пределах 0,8-3,0 |
| Фосфор | ||
| Фосфор на процесс графитизации углерода влияет слабо, но повышает жидкотекучесть сплава, придает чугуну хладноломкость, т. е. хрупкость | Фосфор оказывает существенное влияние на структуру и механические свойства. Чтобы получить чугун с высокой пластичностью, содержание фосфора не должно превышать 0,08%. Для получения чугуна с невысокой пластичностью содержание фосфора увеличивают до 0,12-0,15% | Фосфор оказывает такое же, как для серого чугуна влияние на структуру и механические свойства сплава |
| Никель | ||
| Никель — легирующий элемент, благоприятно влияет на выравнивание механических свойств в отливках с различной толщиной стенок, повышает твердость на 10 НВ. С увеличением содержания никеля возрастает коррозионная стойкость и улучшается обрабатываемость сплава | Никель влияет на тепло- и электропроводность, а также на коррозионную стойкость и жаростойкость сплава. С увеличением содержания никеля эти свойства повышаются | Никель способствует графитизации углерода и увеличивает количество перлита в металлической основе сплава |
| Хром | ||
| Хром — карбидообразующий элемент. С увеличением хрома растет прочность и твердость отливок, замедляется процесс графитизации углерода | С увеличением содержания хрома в определенных пределах повышается жаростойкость, коррозионная стойкость и износостойкость сплава | Хром замедляет процесс графитизации углерода. Содержание хрома в сплаве не превышает 0,06-0,08%; повышение содержания до 0,1 -0,12% приводит к образованию в структуре сплава стойких карбидов |
| Молибден | ||
| Молибден — легирующий элемент; замедляет процесс графитизации углерода и способствует карбидообразованию. С увеличением содержания молибдена повышается твердость без ухудшения обрабатываемости и возрастает сопротивление износу | — | Молибден способствует измельчению перлита и графитовых включений, увеличивает предел прочности на 3-7 кгс/мм2 при содержании молибдена 0,5%; замедляет процесс графитизации углерода |
| Медь | ||
| Медь способствует графитизации углерода, увеличивает жидкотекучесть, повышает прочность и твердость сплава | При содержании в сплаве 1 % меди прочность при растяжении повышается до 40%, а текучесть — до 50 % и соответственно при 2% меди — до 65% и до 70%. Содержание меди более 2% препятствует образованию в структуре сплава шаровидного графита | Медь способствует графитизации углерода и увеличивает содержание в сплаве перлита |
Небольшие количества множества элементов могут попасть в состав литейного чугуна и оказывать заметное воздействие на структуру и свойства отливок. Добавки некоторых из этих элементов производят специально, в то время как другие представляют собой примеси, привнесенные в металл из шихты. Некоторые из этих элементов оказывают положительное воздействие, особенно в сером чугуне, в то время как другие оказывают отрицательное воздействие и попадания их с расплав следует избегать. В таблице перечислены обычные источники этих элементов, часто встречающиеся уровни их содержания и основное воздействие на чугун. Результаты применения некоторых элементов в качестве основных легирующих (например, хром), в таблице не указаны.
| Элемент | Обычный источник | Обычное содержание (%) | Воздействие на литейный чугун |
| Алюминий Al | Стальной лом, раскисленный Al, модификаторы, ферросплавы, добавки алюминия | До 0,03 | Способствует образованию водородных газовых пор в тонких сечениях при содержании Al выше 0,005%. Нейтрализует азот. Способствует образованию дросса. При Al свыше 0,08% оказывает отрицательное воздействие на форму шаровидных включений графита. Может быть нейтрализован церием. Сильный стабилизатор графита. |
| Сурьма Sb | Стальной лом, эмалированный лом, корпуса подшипников, добавки сурьмы | До 0,02 | Сильный стабилизатор перлита и карбидов. Препятствует образованию шаровидного графита в отсутствие РЗМ. |
| Мышьяк As | Чугун, стальной лом | До 0,05 | Сильный стабилизатор перлита и карбидов. Улучшает форму шаровидного графита. |
| Барий Ba | Модификаторы с барием | До 0,003 | Усиливает образование центров графитизации графита и увеличивает продолжительность действия модификатора. Снижает тенденцию к отбелу и способствует образованию графита. |
| Висмут Bi | Специальные добавки, покрытие литейной формы, содержащее висмут | Свыше 0,01 | Способствует образованию отбела и нежелательных форм графита. Увеличивает число включений шаровидного графита в ВЧ, содержащем РЗМ (церий). Чрезмерное число шаровидных включений графита может спровоцировать усадку. |
| Бор B | Эмалированный лом, специальные добавки (например, FeB). | До 0,01 | Свыше 0.001 % способствует образованию карбидов особенно в ВЧ. 0,002 % B улучшает способность к отжигу ковкого чугуна. |
| Кальций Ca | Ферросплавы, модификаторы | До 0,01 | Улучшает степень шаровидности включений графита. Снижает тенденцию к отбелу и способствует образованию графита. |
| Церий Ce | Большинство магниевых сплавов, мишметалл или другие источники РЗМ | До 0,02 | Как правило, не используется в сером чугуне. Подавляет отрицательное воздействие нежелательных элементов в ВЧ. Улучшает степень шаровидности графита. Стабилизатор карбидов из-за сегрегации. |
| Хром Cr | Легированная хромом сталь, некоторые чугуны, феррохром | До 0,3 | Способствует образованию отбела и перлита. Повышает прочность. Образует скопления карбидов в ВЧ при содержании выше 0,05 %. |
| Кобальт Co | Инструментальная сталь | До 0,02 | Не оказывает существенного воздействия на чугун. |
| Медь Cu | Медная проволока, сплавы на основе меди, стальной лом, специальные добавки меди. | До 0,5 | Способствует образованию перлита. Повышает прочность. Ослабляет процесс ферритизации в ВЧ. Отсутствие вредного воздействия. |
| Водород H | Сырые огнеупоры, материалы литейных форм и влажные добавки. | — | Образует подповерхностные газовые поры. В незначительной степени способствует образованию отбела. Способствует отбелу при недостатке марганца для нейтрализации серы. Способствует образованию крупных включений графита. |
| Свинец Pb | Старые краски, некоторые виды эмалей, автоматная сталь, припой, отложения на бензиновом двигателе. | До 0,005 | Способствует образованию нежелательных структур графита в сером чугуне и существенно снижает прочность при содержании > 0,004 %. Способствует образованию перлита и карбидов. Вызывает образование дегенеративных форм шаровидных включений графита. Отрицательное воздействие на графит в ВЧ нейтрализуется РЗМ (церием). |
| Магний Mg | Добавки магний содержащих модификаторов. | 0,03 — 0,08 | Способствует образованию шаровидных включений графита и стабилизирует карбиды в ВЧ. Не используется в серых чугунах. |
| Марганец Mn | Большинство чугунов, стальной лом, добавки кускового или брикетированного ферромарганца. | 0,2 — 1,0 | Нейтрализует серу, образуя MnS. Способствует образованию перлита. Образует скопления карбида в ВЧ. При высоком содержании способствует образованию газовых пор в сочетании с высоким содержанием серы. |
| Молибден Mo | Рафинированный чугун, легированная сталь, добавки ферромолибдена | До 0,1 | Способствует образованию перлита. Повышает прочность. Может способствовать формированию усадки и образованию карбидов. |
| Никель Ni | Никелированный лист, стальной лом, специальные чугуны. Сплав Ni/Mg | До 0,5 | В небольших количествах слабое воздействие на расплав. Графитизирующий эффект в больших количествах. |
| Азот N | Кокс, науглероживатели, связующие, стальной лом, добавки азотированного ферромарганца. | До 0,015 | Способствует формированию компактных структур графита. Способствует образованию перлита. Повышает прочность. Высокое содержание приводит к образованию трещин в толстых сечениях. Может быть нейтрализован Al, Ti и Zr. Оказывает незначительное влияние на ВЧ. |
| Фосфор P | Фосфористый чугун и лом, добавки FeP. | До 0,1 | Повышает углеродный эквивалент. Повышает жидкотекучесть. Формирует фосфидную эвтектику. Оказывает отрицательное воздействие на ВЧ при содержании > 0,05 %. При содержании > 0,04 % вызывает образование пригара. |
| Кремний Si | Сплавы ферросилиция, стальной лом, чугун. | 0,8-4,0 | Способствует графитизации, снижает отбел, стабилизирует феррит, повышает литейные свойства. |
| Сера S | Кокс, науглероживатели, чугун, чугунный лом, добавки сульфида железа. | До 0,15 (серый чугун) | Оказывает сильное отрицательное воздействие на структуры и свойства, если не сбалансирована марганцем. Повышает чувствительность СЧ к модифицированию. Может требовать увеличения навесок Mg в ВЧ. Содержание серы в ВЧ не должно превышать 0,03 %. |
| Стронций Sr | Стронций содержащие модификаторы | До 0,003 | Способствуют формированию графита в СЧ и ВЧ. В значительной степени снижает отбел в сером чугуне. |
| Теллур Te | Автоматная медь, покрытия литейной формы, остатки от проб при термическом анализе. | До 0,003 | Сильный стабилизатор карбидов. Вызывает образование многих нежелательных форм графита. Влияние Те выражено при содержании с 0,0003 %. Влияние уменьшается в сочетании Те с Mg и Ce в ВЧ |
| Олово Sn | Припой, жестяной лом, бронзовые компоненты, добавки олова. | До 0,15 | В значительной степени способствует образованию перлита. Повышает прочность. Охрупчивает ВЧ при содержании > 0,08%. Не отмечено других вредных проявлений. |
| Титан Ti | Некоторые чугуны, некоторые краски и эмали, возврат ЧВГ, добавки титана и ферротитана. | До 0,10 | Нейтрализует азот в сером чугуне. Вызывает формирование водородной пористости в присутствии алюминия. Вызывает образование переохлажденного графита в сером чугуне. Подавляет формирование шаровидных включений графита при производстве ЧВГ. |
| Вольфрам W | Быстрорежущая инструментальная сталь | До 0,05 | Редко присутствует в существенных объемах. Средний по силе стабилизатор перлита. |
| Ванадий V | Лом, инструментальной стали, некоторые чугуны, добавки феррованадия. | До 0,10 | Вызывает образование отбела. Измельчает включения пластинчатого графит. Существенно повышает прочность. |