Межкристаллитная коррозия в аустенитных нержавеющих сталях
Склонность стали к межкристаллитной коррозии проявляется в результате выделения карбидных фаз. Поэтому при оценке коррозионных свойств стали важнейшим фактором является термокинтетические параметры образования в ней карбидов.
Склонность к межкристаллитной коррозии закаленной стали типа 18-10 определяется, в первую очередь, концентрацией углерода в твердом растворе. Повышение содержания углерода расширяет температурный интервал склонности стали к межкристаллитной коррозии.
Сталь типа 18-10 при выдержке в интервале 750-800 ºС становится склонной к межкристаллитной коррозии:
- при содержании углерода 0,084 % — уже в течение 1 минуты;
- при содержании углерода 0,054 % — в течение 10 минут;
- при содержании углерода 0,021 5 – через более чем 100 минут.
С уменьшением содержания углерода одновременно снижается температура, которая соответствует минимальной длительности изотермической выдержки до начала межкристаллитной коррозии.
Марки аустенитной стали
Все классы можно поделить на три категории:
- Коррозионностойкие: 08Х18Н10, 12Х18Н10Т, 06Х18Н11 (они содержат хром и никель), 10Х14Г14Н4Т, 07Х21Г7АН5 (с добавкой марганца), 08Х17Н13М2Т, 03Х16Н16ЬЗ (особенность – наличие молибдена), 02Х8Н22С6, 15Х18Н12С4Т10 (в них много кремния).
- Жаропрочные, например, 08Х16Н9М2, 10Х14Н16Б, 10Х18Н12Т, 10Х14Н14В2БР. Особенностью является наличие в них бора, вольфрама, ниобия, ванадия или молибдена.
- Хладостойкие: 03Х20Н16АГ6 и 07Х13Н4АГ20, в них очень много хрома и никеля.
Обратите внимание на маркировку, она обусловлена нормативным документом, ниже о нем
ГОСТ 5632-2014
Данный документ диктует требования к каждой конкретной марке. В представленных там таблицах перечисляются качества и показатели, которые отвечают за итоговый результат – прочность, износостойкость и пр. Посмотрим на маркировку и отметим, что она сочетает в себе цифры и буквы. Литеры обозначают ту легирующую добавку, которая находится в наибольшем количестве (мельчайшие примеси могут не отображаться в названии, но будут перечислены в техническом паспорте сплава). В самом начале стоит только цифра – это сотые доли углерода. Затем буква добавки с последующим уточнением – сколько процентов. Посмотрим на простом примере. 06Х18Н11, в этой марке:
- 0,06% углерода;
- 18% хлора;
- 11% никеля.
Представим таблицу элементов, которые содержатся в наиболее распространенных марках:
Стабилизация стали титаном и ниобием
При введении в хромоникелевую сталь типа 18-10 титана и ниобия, которые способствуют образования карбидов, меняются условия выделения карбидных фаз. При относительно низких температурах 450-700 ºС преимущественно выделяются карбиды типа Cr23C6, которые и дают склонность к межкристаллитной коррозии. При температурах выше 700 ºС преимущественно выделяются специальные карбиды типа TiC или NbC. При выделении только специальных карбидов склонности к межкристаллитной коррозии не возникает.
Свойства аустенитных сталей и где их используют
Само состояние железа в Y-фазе (аустенит) уникально, благодаря ему металл является жаропрочным (+850 ºC), холодостойким (-100 ºC и ниже t), способен обеспечивать коррозионную и электрохимическая стойкость и другие важнейшие свойства, без которых были бы немыслимы многие технологические процессы в:
- нефтеперерабатывающей и химической отраслях;
- космическом и авиастроении;
- электротехнике.
медицине;
Жаропрочность — свойство стали не менять своих технических свойств при критических температурах с течением времени. Разрушение происходит при неспособности металла противостоять дислокационной ползучести, т. е. смещению атомов на молекулярном уровне. Постепенно происходит разупрочнение, и процесс старения металла начинает происходить все быстрее. Это происходит с течением времени при низких или высоких температурах. Так вот, насколько этот процесс растянется во времени — это и есть способность металла к жаропрочности.
Коррозионная стойкость — способность металла противостоять разрушению (дислокационной ползучести) не только с течением времени и при криогенных и высоких температурах, но еще и в агрессивных средах, т. е. при взаимодействии с веществами активно вступающих в реакцию с одним или несколькими компонентных элементов. Разделяют 2 типа коррозии:
- химическая — окисление металла в таких средах, как газовая, водная, воздушная;
- электрохимическая — растворение металла в кислотных средах, имеющих положительно или отрицательно заряженные ионы. При разности потенциалов между металлом и электролитом, происходит неизбежная поляризация, приводящая к частичному взаимодействию двух веществ.
Холодостойкость — способность сохранять структуру при криогенных температурах с течением длительного времени. Из-за искажения кристаллической решетки структура стали холодостойкой способна принимать строение присущее обычным малолегированным сталям, но уже при очень низких температурах. Но этим сталям присущ один недостаток — иметь полноценные свойства они могут только при минусовых температурных значениях, t – ≥ 0 для них недопустимы.
Азот в аустенитных нержавеющих сталях
Азот, как и углерод, имеет переменную растворимость в аустените. Азот может образовывать при охлаждении и изотермической выдержке самостоятельные нитридные фазы или входить в состав карбидов, замещая в них углерод. Влияние азота на склонность к межкристаллитной коррозии хромоникелевых аустенитных сталей значительно слабее, чем у углерода, и начинает проявляться только при содержании его более 0,10-0,15 %. Вместе с тем, введение азота повышает прочность хромоникелевой аустенитной стали. Поэтому на практике применяют в этих сталях небольшие добавки азота.
Что такое аустенитные стали
Легированные стали с внедрением в структуру никеля 8%-10% приобретают другие свойства. Никель способен сохранять аустенитную фазу при комнатной температуре, вплоть до плавления. В кристаллической решетке металла происходит замещение атомов железа на никель. Форма имеет структуру в виде куба.
Что обеспечивает прочное соединения и придает различные спецефические свойства. Обладают такие металлы коррозионностойкостью, хорошей пластичностью. Такую столь используют в пищевой промышленности, машиностроении, нефтеперерабатывающие предприятия. К примеру несколько видов сталей 08Х18Н10Т, AISI 306, AISI 316.
При температуре свыше 570 градусов происходит распад аустенитной фазы на феррит и ледебурит. В чистом железе наблюдается аустенитное состояние от 910 до 1401 градуса. В углеродистых сталях твердый раствор ( аустенит) существует чуть ниже 727 Цельсия. Когда углерод замещает атомы железа. Аустенитная структура может существовать как и во всей кристаллической решетке так и в верхних слоях металла.
Имеются и другие сплавы с повышенной стойкостью к коррозии при высоких температурах. Их еще называют жаростойкие с умеренным рабочим давлением и жаропрочные с нагрузкой. Эксплуатация таких сталей проходит при температуре до 1100 градусов. К таким сталям относятся марки 08Х16Н9М2, 10Х14Н16Б, 10Х14Н14В2БР. Применяют в турбинах выхлопной системы, Производство клапанов впускных и выпускных, в головках двигателя. Где происходит динамическая нагрузка при высокой температуре сгорания топлива.
А ток же хладостойкие сплавы используемые в криогенных установках по сжижению газов, заморозки различных клеток и тому подобное. Диапазон работы такой стали очень большой. Но при комнатной температуре его свойства ослабевают. Главная особенность коррозионостойкость к жидкому азоту и другим веществам. Есть несколько типов сталей с такими свойствами 03Х20Н16АГ6, 7Х13Н4АГ2. Все известные стали придерживаются норм по ГОСТ 5632-72.
Все стали имеющие аустенитную структуру решетки относятся к классу коррозиестойких при различных температурах эксплуатации в широком диапазоне. Такие стали трудно обрабатываются механически. Плохая теплопроводность затрудняет использование горячей ковки. И не все стали нержавеющие можно закалять. Приводит к потери своих свойств. Большая часть металлов имеет хорошую вязкость. Режущая часть инструмента подвержена коррозионной диффузии. Налипанию материла на кончик резца. Сам материал при незначительной деформации уплотняется что приводит к изменению физических свойств. Это обосновывает затраты на производство таких сталей и ее стоимость.
- Кузнечная сварка дамасской стали Даже не смотря на то, что кузнечная сварка давно уже уступила место в промышленности сварке дуговой, еще существуют области, в которых она по прежнему востребована. В частности, мастера-ножеделы применяют ее…
- Электроды ниат-5 Сварочные электроды на основе никеля хрома молибдена и азота. Важные составляющие стержня. Ограничение по сварке в потолочном режиме и на спуск. При концентрации азота в металле шва образуются поры. Маркой…
- Сварочные электроды нч-2 Электроды для чугуна НЧ-2 говорят за себя. Наплавка на чугун второго типа. Применяется для ковкого графитового, высокопрочного чугуна. В основ ном для устранения дефектов литья трещин. В составе проволоки электрода…
- Электроды цл-9 Универсальные электроды для сварки нержавейки и разнородны сталей представлены маркой ЦЛ-9. Первое предназначение для сваривания двухслойной стали со стороны поверхности подверженной к агрессивным средам. Иными словами шов стойко переносит воздействие…
- Технология сварки алюминия со сталью Надежный способ сваривание железа и алюминия через биметалл. Биметалл-это композиционный материал состоящий из нескольких слоев разнородных металлов. Способы его изготовления путем одновременного проката через валы. Происходит диффузия молекул между слоями.…
Влияние содержания хрома
С повышением концентрации хрома растворимость углерода в хромоникелевом аустените уменьшается, что облегчает выделение в нем карбидной фазы. Это, в частности, подтверждается снижением ударной вязкости стали с повышением содержания хрома, что связывают с образованием карбидной сетки по границам зерен.
Вместе с тем, повышение концентрации хрома в аустените приводит к существенному снижению склонности стали к межкристаллитной коррозии. Это объясняют тем, что хром существенно повышает коррозионную стойкость стали. Более высокая концентрация хрома в стали дает меньшую степень обеднения им границ зерен при выделении там карбидов.
для теплоустойчивых хромистых сталей
12XM, 12MX, 15XM, 15X5M, 15X5M-У:
- При расчетных температурах ниже 20 °С допускаемые напряжения принимают такими же, как при 20 °С при условии допустимого применения материала при данной температуре.
- Для промежуточных расчетных температур стенки допускаемое напряжение определяют линейной интерполяцией с округлением результатов до 0,5 МПа в сторону меньшего значения.
- Допускаемые напряжения, расположенные ниже горизонтальной черты, действительны при ресурсе 105 ч. Для расчетного срока эксплуатации до 2*105 ч допускаемое напряжение, расположенное ниже горизонтальной черты, умножают на коэффициент 0,85.
Дельта-феррит в хромомолибденовой аустенитной стали
Присутствие дельта-феррита в структуре аустенитной хромоникелевой стали типа 18-10 оказывает отрицательное влияние на ее технологичность при горячей пластической деформации – прокатке, прошивке, ковке, штамповке.
Количество феррита в стали жестко лимитируется соотношением в ней хрома и никеля, а также технологическими средствами. Наиболее склонна к образованию дельта-феррита группа сталей типа Х18Н9Т (см. также Нержавеющие стали). При нагреве этих сталей до 1200 ºС в структуре может содержаться до 40-45 % дельта-феррита. Наиболее стабильными являются стали типа Х18Н11 и Х18Н12, которые при высокотемпературном нагреве сохраняют практически чисто аустенитную структуру.
Жаростойкие и жаропрочные аустенитные стали
Аустенитные стали c ГЦК решёткой имеют значительно более высокую жаропрочность по сравнению со сталями с ОЦК решёткой.
Жаростойкие стали аустенитного класса
, применяемые для изготовления деталей печного оборудования, характеризуются не только высокой жаростойкостью (окалиностойкостью), но и высокой жаропрочностью. К
жаростойким аустенитным сталям
относятся 20Х23Н18, 20Х25Н20С2, имеющие окалиностойкость до 1100°C.
Жаропрочные аустенитные стали
. Из жаропрочных аустенитных сталей изготавливают роторы, диски, лопатки газовых турбин, клапаны дизельных двигателей, работающие при температурах 600-700°:C. Хромоникелевые аустенитные стали для увеличения жаропрочности дополнительно легируют вольфрамом, молибденом, ванадием, ниобием, бором и другими элементами. К
жаропрочным сталям аустенитного класса
относятся стали 09Х14Н16Б, 09Х14Н19В2БР, 45Х14Н14В2М.
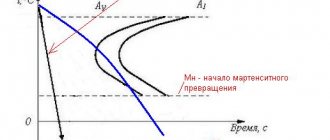
Мартенсит в хромоникелевых аустенитных сталях
В пределах марочного состава в сталях типа Х18Н10 хром, никель, углерод и азот способствуют понижению температуры мартенситного превращения, которое вызывается охлаждением или пластической деформацией.
Влияние титана и ниобия может быть двояким. Находясь в твердом растворе, оба элемента повышают устойчивость аустенита в отношении мартенситного превращения. Если же титан и ниобий связаны в карбонитриды, то они могут несколько повышать температуру мартенситного превращения. Это происходит потому, что аустенит в этом случае обедняется углеродом и азотом и становится менее устойчивым. Углерод и азот являются сильными стабилизаторами аустенита.
Методы получения аустенита
Аустенит — это структура металла, которая в малолегированных марках возникает в диапазоне температур 550-743 ºC. Как можно сохранить эту структуру и, соответственно, свойства за границами этих t? — Ответ: методом легирования. При наполнении решетки аустенита атомами других элементов, образуются структурные искажения, а процесс восстановления ОЦК–решетки (естественное строение при нормальных температурах) сдвигается на сотни градусов.
Как эти свойства проявляются и в каком состоянии, зависит от добавочных т. е. легирующих элементов и термической обработки детали, которую она может дополнительно получать. Причем влияют не только элементы, но их соотношение, так аустенитная сталь подразделяется на:
- хромомарганцевую и хромникельмарганцевую (07Х21Г7AН5, 10X14AГ15, 10X14Г14H4T);
- хромоникелевую (08Х18Н12Б, 03Х18Н11, 08X18H10T, 06X18Н11, 12X18H10T, 08X18H10;
- высококремнистую (02Х8Н22С6, 15Х18Н12C4Т10);
- хромоникельмолибденовую (03Х21Н21М4ГБ, 08Х17Н15М3Т, 08X17Н13M2T, 03X16H15M3, 10Х17Н13М3Т).
Химические элементы и их влияние на аустенит
Пособников у аустенита немного, использоваться они могут как совместно, так и частично, в зависимости от того какие свойства нужно получить:
- Хром — при его содержании более 13 % на поверхности образует оксидную пленку, толщиной 2-3 атома, которая исключает коррозию. В аустените хром находится свободном состоянии, при условии минимального содержания углерода, так как тот сразу образует карбид Cr23C6, что приводит к сегрегации хрома и обедняет большие участки матрицы, делая ее доступной для окисления, сам карбид Cr23C6 способствует межкристаллитной коррозии аустенита.
- Углерод (максимальное его значение не более 10 %). Углерод в аустените находится в соединенном состоянии, основная его задача — образование карбидов, которые обладают предельной прочностью.
- Никель — основной элемент, который стабилизирует желаемую структуру. Достаточно содержание 9-12 %, чтобы перевести сталь в аустенитный класс. Измельчает и сдерживает рост зерна, что обеспечивает высокую пластичность;
- Азот заменяет атомы углерода, присутствие которых в сталях электрохимически стойких снижено до 0,02 %;
- Бор — уже в тысячных процентах увеличивает пластичность, в аустените, измельчая его зерно;
- Кремний и марганец не указываются как основные легирующие элементы в маркировке, но они являются основными или обязательными легирующими элементами аустенита, которые придают прочность и стабилизируют структуру.
- Титан и ниобий — при температуре выше 700 °С карбид хрома распадается и образуется стойкий TiC и NiC, который не вызывает межкристаллитную коррозию, но их использование не всегда оправданно холодостойких сталях, т.к. оно повышает границу распада аустенита.
Термическая обработка
Аустенит подвергают обработке только по необходимости. Основные операции это высокотемпературный отжиг (1100-1200 °С в течение 0,5-2,5 часа) при котором устраняется хрупкость. Далее закалка с охлаждением в масле или на воздухе.
Аустенитную сталь, легированную алюминием, подвергают двойной закалке и двойной нормализации:
Механическая окончательная обработка проводится до закалки, но после отжига.
Термическая обработка хромоникелевых аустенитных сталей
Для хромоникелевых аустенитных сталей возможны два вида термической обработки:
- закалка и
- стабилизирующий отжиг.
Параметры термической обработки отличаются для нестабилизированных сталей и сталей, стабилизированных титаном или ниобием.
Закалка является эффективным средством предупреждения межкристаллитной коррозии и придания стали оптимального сочетания механических и коррозионных свойства.
Стабилизирующий отжиг закаленной стали переводит карбиды хрома:
- в неопасное для межкристаллитной коррозии состояние для нестабилизированных сталей;
- в специальные карбиды для стабилизированных сталей.
Изделия из аустнитных сталей
Полуфабрикаты, в которых поставляется сталь, представляет собой:
- Листы, толщиной 4-50 мм с гарантированным химическим составом и механическими свойствами.
- Поковки. Ввиду сложной обработки этих сталей методом сварки, изготовление некоторых деталей представляет собой получение практически готовых изделий уже на этапе литья. Это роторы, диски, турбины, трубы двигателей.
Методы соединения аустенита:
- Припой – очень сильно ограничивает использование металла при t более 250 °С;
- Сваривание – возможно в защитной атмосфере (газовой, флюсовой), при последующей термической обработке.
- Механическое соединение – болты и другие крепежные элементы, изготовленные из аналогичного материала.
Аустенитные стали одни из самых дорогих технических сталей, использование которых ограничивается узкой специализацией оборудования.
Выше определённого содержания марганца, никеля или некоторых других элементов γ-состояние существует как стабильное от комнатной температуры до температуры плавления. Такие высоколегированные железные сплавы называют аустенитными сталями. В отличие от других железных сплавов аустенитные стали (и ферритные) не имеют превращений при нагревании и охлаждении [1]. Поэтому термическую обработку для упрочнения аустенитных сталей не применяют.
Т.е. структура аустенита получается при высоком содержании в стали легирующего элемента, расширяющего область γ-фазы (Ni, Mn и др.), в этом случае сталь называют аустенитной или сталью аустенитного класса
[2].
В аустенитных сталях хром обеспечивает жаростойкость и коррозионную стойкость, никель стабилизирует аустенитную структуру и повышает жаропрочность, пластичность и технологичность, в том числе – при высоких и низких температурах, что объясняет широкое применение аустенитных сталей, как конструкционных материалов для самых разных условий (агрессивные среды, высокие температуры и пр.).
Закалка аустенитных хромоникелевых сталей
В сталях без добавок титана и ниобия под закалкой понимают нагрев выше температуры растворения карбидов хрома и достаточно быстрое охлаждение, фиксирующее гомогенный гамма-раствор. Температура нагрева под закалку с увеличением содержания углерода возрастает. Поэтому низкоуглеродистые стали закаливаются с более низких температур, чем высокоуглеродистые. В целом интервал температуры нагрева составляет от 900 до 1100 ºС.
Длительность выдержки стали при температуре закалки довольно невелика. Например, для листового материала суммарное время нагрева и выдержки при нагреве до 1000-1050 ºС обычно выбирают из расчета 1-3 минуты на 1 мм толщины.
Охлаждение с температуры закалки должно быть быстрым. Для нестабилизированных сталей с содержанием углерода более 0,03 % применяют охлаждение в воде. Стали с меньшим содержанием углерода и при небольшом сечении изделия охлаждают на воздухе.
Сварка аустенитной стали
Для соединения изделий из аустенита может применяться сварочная технология. Соединение металлов может осуществляется всеми основными методами сварки (электрошлаковая, дуговая, в среде защитных газов).
Сварка аустенитных сталей имеет множество особенностей и нюансов, о которых сварщику нужно знать заранее. Особенность — серьезное изменение физических свойств металла-аустенита при нагреве. Это налагает ряд требований относительно проведения сварки. Ведь при неправильном нагреве металла серьезно страдает качество сварного шва, что плохо скажется на прочности соединения.
Особенности нагрева аустенита
- При температуре +350 градусов в сплаве происходят активные диффузионные процессы, что приводит не к увеличению, а к уменьшению пластичности металла.
- От +350 до +500 градусов происходит термическая перестройка металла. Подобный физический процесс имеет ряд характерных особенностей — повышение хрупкости материала, растрескивание карбидных компонентов, изменение теплопроводности.
- От +500 до +650 градусов происходит выпадение карбидных компонентов, что должен учитывать сварщик во время работы.
- При нагреве материала выше +750 градусов серьезно повышается хрупкость металла. При таком нагреве на металле могут образовываться небольшие трещины, что снижает прочность сварного шва.
Однако сварщик должен избегать появления трещин, неровностей, отверстий в области сварного шва. Чтобы решить эту проблему, на детали в области шва наплавляется небольшой металлический слой, который обладает другим химическим составом.
Для слоя-заплатки нужен металл, обладающий повышенной жаропрочностью, высокой коррозийной стойкостью. Заплатка будет выступать в качестве защитного слоя, который будет препятствовать растрескиванию шва. Защитный слой рекомендуется обжечь при температуре +800 градусов, чтобы избежать появления трещин при повышенном уровне нагрузки.
Электрошлаковая сварка
Электрошлаковая технология сварки подходит для соединения как больших, так и мелких изделий на основе аустенита. Главные плюсы этой технологии — минимальный риск образования трещин, отсутствие деформации на стыках, удобство проведения сварочных работ.
Сварку рекомендуется проводить быстро и при небольших температурах. Ведь при длительном нагреве металла выше температуры 1200 градусов могут образовываться локальные трещины, что может привести к разрушению металла.
Несколько дополнительных замечаний по поводу применения электрошлаковой технологии:
- Сварку рекомендуется выполнять с помощью проволоки, толщина которой составляет 2-4 миллиметра. Главный минус подобного подхода — качественная проволока расходуется быстро, а стоит она достаточно дорого.
- Для соединения толстых деталей следует применять пластинчатые электроды (оптимальная толщина — 5-15 миллиметров). Электроды обладают более высокой ценой, однако разрушаются они гораздо медленнее.
- При работе со сплавами, обладающими повышенной коррозийной стойкостью, рекомендуется делать закалку либо отжиг — это поможет избежать появления ножевой коррозии.
Дуговая сварка
Дуговая сварка для соединения аустенитной стали имеет множество недостатков.
Главный минус:
- Во время сварочных работ происходит нагрев локальной области металла-аустенита. Нагрев приводит к двум опасным вещам, которые негативно влияют на прочность.
- Первый момент — это появление оксидов железа в области шва. Физика этого процесса следующая: при серьезном нагреве железо начинает вступать в контакт с атмосферным воздухом, что и приводит к образованию оксидов.
- Второй момент — это появление трещин рядом со швом. При высоком нагреве резко возрастает хрупкость материала при уменьшении общей пластичности, что способствует образованию небольших трещин.
Фтористокальциевые электроды
Существует ряд приемов, которые позволяют обойти ограничения дуговой сварки. Самый популярный метод — это применение фтористокальциевых электродов малого диаметра (оптимальный диаметр сечения — 3-5 миллиметров).
Подобные стержни обладают низкой пластичностью, поэтому во время сварочных работ электроды не совершают лишних колебаний. Благодаря этому снижается контакт расплавленного металла с воздухом, а также снижается риск образования трещин вследствие повышения хрупкости.
За 1,5-2 часа до проведения сварочных работ рекомендуется выполнить прокалку фтористокальциевых электродов при небольшой температуре (200-300 градусов). Это помогает минимизировать риск возникновения пор в электроде.
Электродуговая сварка должна выполняться строго на обратнополярном постоянном токе. В противном случае стабильность электрода не гарантируется.
Сварка в среде защитных газов
Сварка аустенитных сталей с применением защитных газов — лучший способ соединения аустенитов. Эта методика позволяет соединить детали различных форм, а сварка может проводиться в любых пространственных положениях.
Применение защитных газов минимизирует вероятность образования трещин, налета, ржавчины, окалины, что делает сварное соединение очень прочным. В качестве защитной среды может применяться любой газ — аргон, гелий, азот, углекислый газ и другие. Для сварки обычно применяются плавящиеся либо вольфрамовые стержни, которые подходят для создания небольших прочных швов (оптимальная толщина — 5-10 миллиметров).
Особенности сварки аустенита в среде защитных газов
- Для проведения сварочных работ можно применять как импульсную, так и горящую дугу. Однако опытные сварщики рекомендуют использовать именно импульсную дугу. Это уменьшает толщину шва, минимизирует вероятность дробления кромок. Благодаря этому удается получить ровный прочный шов, который не растрескается при длительной эксплуатации изделия.
- Сварку аустенита рекомендуется проводить с помощью постоянного тока, который имеет прямую полярность. При необходимости полярность тока можно поменять — это никак не скажется на качестве сварного шва. При выборе горелки нужно обратить внимание на тип переключения полярности. Ведь большинство горелок работают с устройствами, которые переключают полярность автоматически. Если Вы хотите менять полярность вручную, необходимо обязательно прочитать инструкцию к горелке, чтобы убедиться, что она поддерживает такой режим работы. Также обратите внимание, что в случае сварки аустенита с большим содержанием алюминиевых присадок рекомендуется использовать горелку с переменным током.
- Для проведения импульсно-дуговой сварки рекомендуется использовать плавящиеся электроды. Такой способ соединения подойдет для соединения конструкций, обладающих небольшой толщиной. Это могут быть металлические листы, тонкие балки и так далее. Применение плавящегося электрода минимизирует риск образования трещин в шве, что благоприятно скажется на сроке годности подобного сварного соединения.
- Плазменная сварка аустенитных сталей допускается в ситуациях, когда толщина отдельных сварных элементов составляет менее 15 миллиметров. В случае плазменной сварки крупных объектов резко возрастает риск образования подрезов-щелей, что негативно сказывается на прочности сварного соединения.
Стабилизирующий отжиг аустенитных хромоникелевых сталей
В нестабилизированных сталях отжиг проводят в интервале температур между температурой нагрева под закалку и максимальной температуры проявления межкристаллитной коррозии. Величина этого интервала в первую очередь зависит от содержания хрома в стали и увеличивается с повышением его концентрации.
В стабилизированных сталях отжиг проводят для перевода углерода из карбидов хрома в специальные карбиды титана и ниобия. При этом освобождающийся хром идет на повышение коррозионной стойкости стали. Температура отжига обычно составляет 850-950 ºС.
Прочность – аустенитная сталь – Большая Энциклопедия Нефти и Газа, статья, страница 1
Прочность – аустенитная сталь
Прочность аустенитных сталей, как правило, увеличивается с увеличением содержания хрома, никеля и углерода.
Под влиянием наклепа прочность аустенитных сталей может повышаться более чем в 2 раза, твердость – в 2 5 – 3 раза, при этом пластичность снижается более чем в 4 раза, а ударная вязкость в 7 раз. Аустенитная сталь после наклепа становится магнитной, так как часть аустенита превращается в феррит. Чем больше степень деформации, тем сильнее проявляются магнитные свойства. Эти свойства нержавеющих сталей создают известные трудности при холодной механической обработке ( при резании, гибке), например: режущий инструмент для обработки нержавеющих сталей должен быть хорошо заточен, желательна специальная доводка режущих кромок; при работе притупленным инструментом образуется наклепанная поверхность, что затрудняет дальнейшую обработку; резание обычно производится с обильным охлаждением эмульсиями.
Одним из путей повышения прочности аустенитных сталей для криогенной техники является легирование их азотом, образующим, как и углерод, твердые растворы внедрения. Присутствие хрома и особенно марганца способствует увеличению растворимости азота в стали.
Прочность термоупрочняемых алюминиевых сплавов приближается к прочности аустенитных сталей и поэтому во многих случаях они могли бы быть их заменителями. Их недостатком является склонность к коррозии под напряжением. Кроме того, эти сплавы разупрочняются в зоне сварного шва.
Следует иметь в виду, что прочность аустенитных сталей значительно ниже прочности качественных конструкционных сталей.
Упрочнение старением является одним из эффективных способов повышения прочности аустенитных сталей на основе Fe-Mri, Fe-Mn-Cr и Fe-Mn-Cr-Ni без потери их немагнитности. В настоящее время разработано большое число композиций стареющих сталей, у которых в качестве упрочняющих фаз используют карбиды, нитриды или интерметаллические соединения ванадия, вольфрама, молибдена, ниобия, титана, тантала, циркония, алюминия.
На рис. 4 приведены схематические обобщенные кривые изменения прочности ( ат, ое) и пластичности ( б, ч)) аустенитных и перлитных сталей в зависимости от температуры испытания. С ее повышением постепенно снижается прочность аустенитных сталей, наиболее интенсивно в области температур выше 600 С, а перлитных – начиная с 350 – 400 С. Для последних в интервале температур 150 – 350 С, где имеется местное повышение прочности вследствие проявления эффекта деформационного старения, наблюдается отклонение от этой зависимости.
С, дальнейшее повышение температуры снижает степень протекания процесса. Развитию межкристаллитной сульфидной коррозии, несомненно, способствует наличие растягивающих напряжений и эффект адсорбционного понижения прочности аустенитной стали.
Отметим в этой связи, что при увеличении скорости деформации во время растяжения закаленных образцов в результате повышения температуры металла рабочей части образца предел прочности стали может понизиться. Повышение температуры испытания до 100 – 200 С снижает предел прочности закаленной стали переходного класса до уровня, близкого к прочности аустенитной стали.
Холодным наклепом, сопровождающимся искажениями кристаллической решетки, весьма существенно может быть увеличен предел прочности и особенно предел текучести, что важно в производстве проволоки и пружинной ленты. Предел прочности стальной проволоки из высокоуглеродистой стали может быть небольшими частичными обжатиями доведен до 400 кг / мм2 и выше
Холодный лаклеп значительно повышает прочность аустенитных сталей. Широкому применению наклепа препятствует трудность его осуществле ния на деталях сложной формы. Кроме этого, при холодном волочении и холодной прокатке понижается пластичность и создается анизотропия свойств вдоль и поперек проката. Всестороннее обжа-тие с большими удельными давлениями повышает механические свойства, уплотняя металл, заполняя атомные пропуски, несколько меняя размеры кристаллической решетки.
Страницы: 1
Стойкость аустенитных хромоникелевых сталей к кислотам
Способность к пассивации обеспечивает хромоникелевым аустенитным сталям достаточно высокую стойкость в азотной кислоте. Стали 12Х18Н10Т, 12Х18Н12Б и 02Х18Н11 имеют первый балл стойкости:
- в 65 %-ной азотной кислоте при температуре до 85 ºС;
- в 80 %-ной азотной кислоте при температуре до 65 ºС;
- 100 %-ной серной кислоте при температуре до 65 ºС;
- в смесях азотной и серной кислот: (25 % + 70 %) и 10 % + 60 %) при температуре до 70 ºС;
- в 40 %-ной фосфорной кислоте при 100 ºС.
Аустенитные хромоникелевые стали имеют также высокую стойкость к растворах органических кислот — уксусной, лимонной и муравьиной, а также в щелочах КОН и NaOH.
Сплавы, устойчивые к коррозии и перепадам температур
Широкий спектр добавок позволяет создать особые стали, которые будут применены для изготовления компонентов конструкций и будут работать в криогенных, высокотемпературных и коррозионных условиях. Поэтому составы разделяют на три типа:
- Жаропрочные и жаростойкие.
- Стойкие к коррозии.
- Устойчивы к воздействию низких температур.
Жаростойкие сплавы не разрушаются под влиянием химикатов в агрессивных средах, могут использоваться при температуре до +1150 градусов. Из них изготавливают:
- Элементы газопроводов;
- Арматуру для печей;
- Нагревательные компоненты.
Жаропрочные марки на протяжении длительного времени могут оказывать сопротивление нагрузкам в условиях повышенных температур, не теряя высоких механических характеристик. При легировании используются молибден и вольфрам (на каждое дополнение может отводиться до 7%). Для измельчения зерен в небольших количествах применяется бор.
Аустенитные нержавеющие стали (стойкие к коррозии) характеризуются незначительным содержанием углерода (не более 0,12%), никеля (8−30%), хрома (до 18%). Проводится термическая обработка (отпуск, закалка, отжиг). Она важна для изделий из нержавейки, ведь дает возможность хорошо держаться в самых разных агрессивных средах — кислотных, газовых, щелочных, жидкометаллических при температуре 20 градусов и выше.
У хладостойких аустенитных композициях содержится 8−25% никеля и 17−25% хрома. Применяют в криогенных агрегатах, но стоимость производства существенно возрастает, потому используются очень ограниченно.
Хладостойкие аустенитные стали
Хромоникелевые аустенитные стали
. Широкое применение в технике низких температур (криогенной техники) получили хромоникелевые аустенитные стали, содержащие 17-25% Cr и 8-25% Ni. Хромоникелевые аустенитные стали сохраняют высокую пластичность и вязкость в широком температурном диапазоне, а также сочетают коррозионную стойкость с хорошими технологическими свойствами.
К недостаткам этих аустенитных сталей относится низкая прочность при комнатной температуре, особенно по пределу текучести, а также сравнительно высокая стоимость, обусловленная высоким содержанием дорогого никеля.
Примечание: Аустенитный экономнолегированный чугун для изготовления деталей машин, работающих без изменения размеров в агрессивных средах при температурах до -60°: см. Нирезист.
К хладостойким аустенитным сталям также относятся хромомарганцевые стали
(аустенитные стали, в которых никель полностью или частично заменён марганцем);
стабильные аустенитные хромоникельмарганцевые стали с азотом
(аустенитные стали, одновременно легированные хромом, никелем и марганцем) и
метастабильные аустенитные стали
.
Автор: Корниенко А.Э. (ИЦМ)
Лит.:
- Гуляев А.П. Металловедение. – М.: Металлургия, 1977. – УДК669.0(075.8)
- Иванов В.Н. Словарь-справочник по литейному производству. – М.: Машиностроение, 1990. – 384 с.: ил. ISBN 5-217-00241-1
- Солнцев Ю.П., Пряхин Е.И., Войткун Ф. Материаловедение: Учебник для вузов. – М.: МИСИС, 1999. – 600 с. – УДК 669.017
Конкурс “Я и моя профессия: металловед, технолог литейного производства”. Узнать, участвовать >>>
для теплоустойчивых хромистых сталей
12XM, 12MX, 15XM, 15X5M, 15X5M-У:
- При расчетных температурах ниже 20 °С допускаемые напряжения принимают такими же, как при 20 °С при условии допустимого применения материала при данной температуре.
- Для промежуточных расчетных температур стенки допускаемое напряжение определяют линейной интерполяцией с округлением результатов до 0,5 МПа в сторону меньшего значения.
- Допускаемые напряжения, расположенные ниже горизонтальной черты, действительны при ресурсе 105 ч. Для расчетного срока эксплуатации до 2*105 ч допускаемое напряжение, расположенное ниже горизонтальной черты, умножают на коэффициент 0,85.
Описание и характеристики
Стали разделяют на две группы относительно состава их основы и содержания легирующих элементов, таких как никель и хром:
- Композиции, в основе которых содержится железо: никель 7%, хром 15%; общее количество добавок — до 55%;
- Никелевые и железоникелевые композиции. В первой группе содержание никеля начинается от 55% и больше, а во второй — от 65 и больше процентов железа и никеля в соотношении 1:5.
Благодаря никелю можно добиться повышенной пластичности, жаропрочности и технологичности стали, а с помощью хрома — придать требуемую коррозийность и жаростойкость. А добавление других легирующих компонентов позволит получать сплавы с уникальными свойствами. Компоненты подбирают в соответствии со служебным предназначением сплавов.
Для легирования преимущественно используют:
- Ферритизаторы, стабилизирующие структуру аустенитов: ванадий, вольфрам, титан, кремний, ниобий, молибден.
- Аустенизаторы, представленные азотом, углеродом и марганцем.
Все перечисленные компоненты расположены не только в избыточных фазах, но и в твердом растворе из стали.
Аустенитная сталь: особенности и характеристики
Аустенитные стали имеют ряд особых преимуществ и могут применяться в рабочих средах, отличающихся значительной агрессивностью. Без таких сплавов не обойтись в энергетическом машиностроении, на предприятиях нефтяной и химической промышленности.
Аустенитные стали — это стали с высоким уровнем легирования, при кристаллизации образуется однофазная система, характеризуемая кристаллической гранецентрированной решеткой. Такой тип решеток не меняется даже под воздействием очень низких температур (около 200 градусов Цельсия). В отдельных случаях имеется еще одна фаза (объем в сплаве не превышает 10 процентов). Тогда решетка получится объемноцентрированной.