Предназначенный для обработки металла электрический заточной станок нуждается в периодической правке наждачного круга. Необходимость восстановления формы вызвана неравномерным стачиванием поверхности (слева, справа или по центру). Для правки заточных кругов предназначен специальный инструмент — алмазный карандаш.
Фотография № 1: Заточной станок (слева и справа — абразивные круги)
Карандаш представляет собой изделие с высоким классом износостойкости, которое используется для шлифовки поверхности абразивного круга и восстановления заточных свойств инструмента. Поскольку синтетические и природные алмазы гораздо тверже материала, из которого выполнен заточной круг, инструмент с высокой степенью эффективности удаляет дефекты и неровности, восстанавливая свойства камня. В этой статье мы расскажем об особенностях строения и основных принципах выбора алмазного карандаша.
Фотография № 2: Алмазный карандаш для правки кругов в сопоставлении с линейкой
Как устроен алмазный карандаш?
Алмазный правящий карандаш имеет вид штыря из стали длиной в 5 см. В нижней части изделия размещены природные/синтетические алмазы. Функцию связующего звена выполняет металлический сплав с коэффициентом расширения, близким к аналогичному показателю у кристаллов алмаза.
В бытовых условиях наиболее часто используют инструмент диаметром 80–100 мм. При работе его фиксируют в специальных удерживающих приспособлениях. Для профильного шлифования и правки кругов больших диаметров рационально купить алмазный карандаш с большими кристаллами в оправе. Преимущество крупных алмазов состоит в наличии естественных граней, которые увеличивают стойкость инструмента к износу.
Изображение № 1: Схема устройства алмазных карандашей типов 01, 02, 03, 04 по ГОСТу
Оправа изделий бывает различных форм: цилиндр, ступени, конус. Есть алмазные карандаши с резьбой. Внутри изделия алмазы удерживаются методом пайки, чеканки или металлическими зажимами. Крепить карандаш в фиксатор следует таким образом, чтобы инструмент выступал за края оправы максимум на ¼ длины.
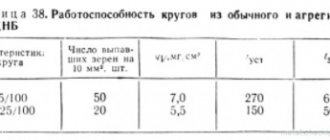
ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры роликов должны соответствовать указанным на чертеже и в таблице.
Размеры в мм
| Обозначение роликов | Применяемость | D | d | Масса* одного кристалла алмаза, караты, при количестве алмазов в ролике, шт. | |
| h8 | Н6 | 1200 | 1540 | ||
| 3908-0001 | 69,85 | 19,05 | 0,008 — 0,010* | 0,006 — 0,008* | |
| 3908-0004 | 69,90 | 20,00 | |||
| 3908-0005 | 69,95 | ||||
| 3908-0002 | 70,00 | ||||
| 3908-0006 | 70,05 | ||||
* Для справок
Пример условного обозначения ролика с наружным диаметром D
= 69,90:
3908-0004
ГОСТ 16014-78
(Измененная редакция, Изм. № 1, 2).
Как применяют алмазные карандаши?
Правка абразивных кругов алмазным карандашом — высокоточный способ восстановления свойств рабочей поверхности изделия. Инструмент позволяет править фасонный профиль и возвращать исходную геометрию на высоких скоростях. Процесс правки представляет собой обтачивание хрупкого материала более плотным абразивом.
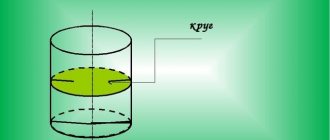
Изображение № 2: Схема установки карандаша относительно обрабатываемого наждачного круга
Для получения оптимального результата рекомендуется устанавливать инструмент под углом в 10–15 градусов в сторону вращения круга с небольшим разворотом в направлении подачи. Такой способ позволяет периодически вращать инструмент по оси, уменьшая нагрузку и разрушение рабочей части карандаша.
Правила безопасности и использования шарошкодержателя
Безопасное и правильное применение данного механизма, для правки шлифовального круга, позволит увеличить производительность труда, повысить точность обработки, снизить общую стоимость шлифовки и продлить срок эксплуатации. Этого можно добиться, соблюдая правила использования шарошкодержателя:
- применяется спецодежда: очки защитные, перчатки, плотная роба, маска. При правке шлифовального или обдирочного кругов образуется пыль, для защиты дыхательных путей работника обязательно надо надеть респиратор;
- инструмент надо держать выше центральной оси круга. Если он будет ниже, то шарошки будут работать не корректно, не принося нужного результата;
- ручку механизма надо держать ближе к концу и под углом тридцать градусов верх. Совершая плавные движения влево и вправо, позволит шарошкам-звездочкам придать кругу нужные параметры;
- править круг нужно часто. Ждать пока он станет гладким не нужно. Как только снижается производительность и эффективность обработки, надо почистить его шарошками, На весь процесс уйдет минимум времени, но будет, достигнут больший результат в изготовлении деталей, и продлится эксплуатационный срок круга;
- нужно, удерживая инструмент, оказывать постоянное давление на него;
- если во время правки появляются искры, надо усилить нажим механизм;
- для разных кругов необходимо использовать подходящие шарошки, и держатели для них.
Виды карандашей для правки кругов
На практике обычно применяют инструменты нескольких основных видов, различающиеся по расположению алмазов в рабочей части.
- Тип Ц — расположение кристаллов цепочкой.
- Тип С — камни идут слоями (с перекрытиями и без).
- Тип Н — кристаллы не имеют определенной ориентации.
Также изделия относят к разным маркам по количеству алмазов и их массе, размеру оправы и другим параметрам.
Изображение № 3: Таблица соответствия типов карандашей и вариантов обработки поверхностей
К примеру, карандаш типа Ц выполняется из кристаллов массой 0,03–0,5 каратов. Изделия используют для восстановления кругов, предназначенных для бесцентрового фасонного, внутреннего и круглого шлифования.
Инструменты подвида С бывают двух марок:
- мелкозернистые с 10 и более алмазами в одном слое;
- малозернистые с 2–5 камнями на слой.
Изделия обоих типов подходят для чистового шлифования поверхностей.
Карандаш С-класса изготавливается из колотых и дробленых алмазов и используется для восстановления формы абразивных кругов мелкозернистой структуры.
Сфера применения и конструкция
Одной из основных проблем абразивных шлифовальных кругов является «засаливание» поверхности – снижение абразивных качеств из-за загрязнения и частичного разрушения зерен. Применение шарошек позволяет снять верхний загрязненный слой, восстановить геометрию и абразивные свойства круга.
Конструктивно шарошка представляет собой круглый диск с зубьями и отверстием посередине насаженный на ось. Зубья изготовлены из износостойкой стали подвергнутой термообработке. Главными параметрами инструмента являются его толщина, наружный и внутренний диаметры которые. Размеры шарошек вместе с зернистостью круга, необходимо учитывать при подборе.
В зависимости от формы зуба существуют следующие виды шарошек:
- Острозубые – применяются исключительно для работы с мелкозернистыми абразивными кругами.
- Тупозубые – используются для работы со средне- и крупнозернистыми кругами.
Маркировка алмазных карандашей
Чтобы выбрать подходящий инструмент, обратите внимание на маркировку. Стандартные обозначения изделий прописаны в ГОСТ 607-80. В регламенте указаны такие параметры, как размер инструмента, разновидности, технические требования и т. п.
Обязательными становятся следующие пункты:
- товарная марка компании, которая выпустила карандаш;
- обозначение изделия без первых шести цифр;
- виды алмазов (01, 02, 03), где буква А соответствует природным камням, С — синтетическим;
- номер согласно маркировке производителя.
Пять первых цифр в шифре — стандартное обозначение расположения камней и их веса, который колеблется в пределах 0,5–2 карата.
Номера 0051–0055
Изображение № 4: Цепочное расположение природных алмазов
В этих изделиях камни размещены по цепочке. Сфера применения карандашей — правка абразивных кругов средней плотности. В составе — природные алмазы.
Масса алмаза по номерам:
- 0051–0053 — 0,5 карат;
- 0054 — 1 карат.
Номера 0081–0085
Изображение № 5: Слоистое расположение природных кристаллов
Кристаллы идут послойно. Изделия используют для правки кругов максимальной твердости. В составе — природные алмазы.
Масса алмаза по номерам:
- 0081–0083, 0085 — 1 карат;
- 0084 — 2 карата.
Номера 0086–0088
Изображение № 6: Послойное расположение технических камней
Алмазы в изделиях расположены слоями. Масса всех кристаллов — 1 карат. Камни синтетические, подходят для шлифовки кругов средней твердости диаметром до 600 мм.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Алмазные ролики должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ролик должен состоять из стального корпуса и соединенного с ним алмазоносного слоя.
2.3. Корпус ролика должен изготовляться из стали марки 40Х по ГОСТ 4543 или марки 45 по ГОСТ 1050.
2.4. Для изготовления алмазоносного слоя должны применяться природные алмазы XVI группы, подгруппы б и связка. Допускается применение алмазов указанных характеристик с металлическим покрытием.
(Измененная редакция, Изм. № 2).
2.5. Кристаллы алмаза должны располагаться на поверхности алмазоносного слоя равномерно.
2.6. На рабочей поверхности алмазоносного слоя не должно быть трещин, раковин, видимых невооруженным глазом.
2.7. Точность изготовления алмазных роликов должна соответствовать следующим требованиям:
допуск торцового биения ролика относительно оси посадочного отверстия — не более 0,018 мм;
допуск радиального биения наружной поверхности ролика относительно оси посадочного отверстия — не более 0,015 мм;
отклонение от цилиндричности наружной поверхности ролика — не более 0,015 мм.
(Измененная редакция, Изм. № 2).
2.8. Величина дисбаланса ролика не должна быть более 0,15 г × см.
2.9. Требования безопасности при правке шлифовальных кругов алмазными роликами — по ГОСТ 12.3.023.
(Введен
дополнительно, Изм. № 1).
2.10. Установленный ресурс (количество правок) должен быть не менее 28500 — до 01.01.91, с 01.01.91 — 29000.
(Введен
дополнительно, Изм. № 2).
ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия ролика требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. № 2).
3.2. Приемочному контролю на соответствие требованиям пп. 1.1, 2.5 — 2.8 подвергаются все ролики.
3.3. Периодическим испытаниям на соответствие требованиям п. 2.10 должны подвергаться ролики в количестве не менее 2 шт. не реже одного раза в два года.
Порядок проведения испытаний — по ГОСТ 15.001.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. № 2).
3.4. (Исключен, Изм. № 2).
МЕТОДЫ КОНТРОЛЯ
4.1. Контроль размеров роликов проводят с применением универсальных измерительных инструментов.
4.2. Контроль роликов на соответствие требованиям пп. 2.5 и 2.6, а также параметров шероховатости поверхностей ролика проводят визуально путем сравнения с контрольным образцом.
Радиальное и торцовое биения роликов контролируют на оправке индикатором. Оправка должна быть закаленной до твердости HRCэ 51,5, со шлифованными посадочной и прижимной поверхностями с параметрами шероховатости Ra £ 0,63 мкм и доведенными центровыми отверстиями. Центровые отверстия должны иметь предохранительный конус. Радиальное биение посадочной поверхности и торцовое биение прижимной поверхности оправки не должны превышать значений 4 степени точности по ГОСТ 24643.
(Измененная редакция, Изм. № 1).
4.3. Балансировка и контроль дисбаланса роликов должны производиться на специальных балансировочных станках.
4.4. Контроль роликов по п. 2.10 проводят на круглошлифовальных станках специального назначения для обработки коленчатых валов при правке шлифовального круга ПП1060´58´305 24А32-ПС2К5 и следующем режиме:
частота вращения ролика мин-1…………………………………. 2800
скорость продольной подачи ролика, м/мин…………….. 0,3
поперечная подача ролика, мм/дв. ход……………………… 0,03
окружная скорость шлифовального круга, м/с…………… 45
расход СОЖ, л/мин………………………………………………….. 20
(Введен
дополнительно, Изм. № 2).