Что же такое пространственное положение при сварке?
Разные стандарты имеют следующие определения для термина «положение при сварке»:
- положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости. (ГОСТ Р ИСО 6947 и ISO 6947)
- соотношение между сварочной ванной, соединяемыми элементами и источником тепла в процессе сварки. (AWS A3.0)
- положение при сварке определяется углом наклона продольной оси шва и углом поворота поперечно оси шва относительно их нулевых значений. (ГОСТ 11969)
Положение при сварке, ввиду силы тяжести, непосредственно влияет на характер переноса расплавленного металла электрода в сварочную ванну и сварщику в процессе сварки необходимо это учитывать и изменять режимы сварки, технику колебаний электродом и другие параметры. Самыми известными являются нижнее, горизонтальное, вертикальное и потолочное положения, но существует ряд других позиций, которые имеют свои обозначения, о чем и пойдет речь далее.
Нижнее положение
С нижнего положения начинаются первые шаги в обучении всех начинающих сварщиков поскольку оно является самым легким. Сварка выполняется сверху при этом деталь расположена горизонтально. Под действием силы тяжести расплавленный металл течет вниз и равномерно растекается в сварочной ванне.
Вертикальное положение
При вертикальном положении ось сварного шва расположена вертикально, а сварку фактически проводят горизонтальным способом от кромки до кромки. При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
Горизонтальное положение
По сравнению с нижним и вертикальным, горизонтальное положение является более сложным и сварщику потребуется больше навыков и умений, чтобы выполнить качественный шов. Ось сварного шва расположена горизонтально, и основная проблема заключает в том, что расплавленный металл сварочной ванны стремиться вытечь вниз из-за этого часто образовываются дефекты сварных швов в виде подрезов.
Потолочное положение
В потолочном положении сварка выполняется в самой неудобной позиции — сверху над головой и требует высокой квалификации сварщика. Прежде чем приступить к сварке потолочных швов необходимо освоить сварку во всех остальных пространственных положениях. Расплавленный металл сварочной ванны стремиться вытечь вертикально вниз, поэтому в процессе сварки необходимо следить чтобы поверхностное натяжение расплавленного металла было больше силы тяжести и металл оставался в сварочной ванне. В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
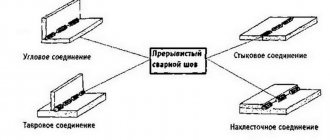
Сварочное соединение — что это такое?
Сварочным соединением считается такое соединение, которое было получено путем сплавления металлов. Для сварки применяется проволока или электроды, которые образуют присадочный металл, смешиваемый с основным металлом.
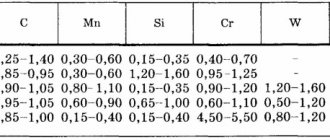
Для разных видов сварки применяются свои расходные материалы, а именно:
- Для ручной дуговой сварки — плавящийся электрод с покрытием;
- Для аргонодуговой сварки — вольфрамовые электроды;
- Для полуавтоматической сварки — специальная проволока.
Однако в независимости от типа сварки и источника сварочной дуги, существуют одни и те же виды сварных соединений.
Обозначение пространственных положений на упаковке электродов
Сварка все больше переходит из профессиональной отрасли в любительскую и доказательством тому является наличие сварочного аппарата почти в каждом гараже или дачном участке. Производители сварочных материалов идя навстречу потребителю не указывает все эти замысловатые обозначения положений при сварке Н45, В1, Н1, Н2, 2G, PA и т.д., а предоставляют информацию в интуитивно понятном виде. Некоторые производители на упаковке электродов указывают допустимые положения при сварке в виде стрелок, другие – в виде изображений, а кто-то дополнительно указывает режимы сварки.
Найдутся те, кто скажет, что в обозначении покрытых электродов также указывается допустимые пространственные положения и они будут правы, но про отечественные марки электродов мы писали в статье о ручной дуговой сварке, а про импортные – это тема отдельной статьи.
Инверторный аппарат
Если сварщик выполняет сварочные работы не так часто или нерегулярно, то лучшим решением для него будет инвертор. Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Он совершенно не реагирует на скачки, случающиеся в напряжении. Полученный шов будет иметь лучшее качество, чем при применении других устройств.
Используются разные электроды для сварки инвертором, и для каждого материала будут применяться разные электроды. Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
Таблица положений и их обозначений в соответствии со стандартами НАКС, ISO, AWS и ГОСТ
Для того чтобы подытожить выше представленную информацию можно сказать, что каждый стандарт имеет свои нюансы в методике обозначения положений сварных швов. В статье мы постарались обратить внимание на все основные моменты отличий в обозначении, а в таблице ниже всё можно увидеть более наглядно.
Кстати, по ссылке можно скачать данную таблицу, которую при желании можно распечатать, чтобы она находилась у вас перед глазами.
| Рисунок | НАКС | ISO | AWS | ГОСТ | ||||
| Н1 | нижнее | PA | нижнее | 1G | flat | Н | нижнее | |
| П1 | потолочное | PE | потолочное | 4G | overhead | П | потолочное | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3G | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| Г | горизонтальное | РС | горизонтальное | 2G | horizontal | Г | горизонтальное | |
| Н1 | нижнее | PA | нижнее | 1F | flat | Л | в лодочку | |
| Н2 | нижнее тавровых соединений | PB | положение горизонтальное тавровых соединений | 2F | horizontal | Н | нижнее | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3F | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| РС | горизонтальное | Г | горизонтальное | |||||
| П2 | потолочное тавровых соединений | PD | положение потолочное тавровых соединений | 4F | overhead | П | потолочное | |
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | PA | нижнее (труба поворотная) | 1G | flat rotated | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | вертикальное снизу вверх (труба неповоротная) | 5G | multiple | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | вертикальное сверху вниз (труба неповоротная) | |||||
| Г | горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом | РС | горизонтальное | 2G | horizontal | |||
| H45 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | наклонное положение (труба неповоротная) сварка сверху вниз | 6G | multiple | |||
| J-L045 | наклонное положение (труба неповоротная) сварка снизу вверх | |||||||
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | 2F | horizontal rotated | |||||
| Н2 | нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PB | положение горизонтальное при вертикальном положении осей труб | 2F | horizontal fixed | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | положение вертикальное снизу вверх (труба неповоротная) | 5F | multiple fixed | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | положение вертикальное сверху вниз | |||||
| Н45 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | с наклонными осями, с направлением сварки «снизу вверх» и углом наклона 45о | 6F | multiple fixed | |||
| J-L045 | с наклонными осями, с направлением сварки «сверху вниз» и углом наклона 45о | |||||||
| 1F | flat rotated | |||||||
| П2 | потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PD | положение потолочное при вертикальном положении осей труб | 4F | overhead fixed | |||
| Пг | полугоризонтальное | |||||||
| Пв | полувертикальное | |||||||
| Пп | полупотолочное | |||||||