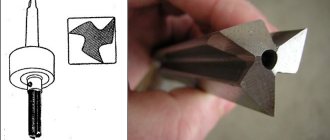
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.
Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.
Основные части спирального сверла
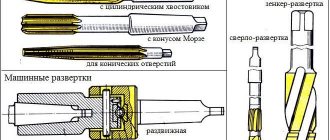
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.
Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Тема 9. ОБРАБОТКА ОТВЕРСТИЙпрезентация к уроку на тему
Слайд 1
Дисциплина «Технология выполнения слесарных работ» Колледж ИСТиД (филиал) СКФУ в г. Пятигорске Гончаров Олег Юрьевич преподаватель колледжа
Слайд 2
Тема 9. ОБРАБОТКА ОТВЕРСТИЙ 1. Сущность процессов сверления, зенкерования, зенкования , цекования и развертывания. 2. Инструменты и приспособления, применяемые, при обработке отверстий. Сверла, износ и формы заточки сверл. Основные правила заточки сверл. Зенкеры, зенковки, цековки , развертки. Приспособления для установки инструментов. Приспособления для установки и крепления заготовок. Машинные тиски. Кондукторы для закрепления заготовок. Приспособления для ограничения глубины сверления. 3. Оборудование для обработки отверстий. Ручное оборудование. Основные правила сверления ручной дрелью. Основные правила сверления ручной электрической дрелью. Стационарное оборудование для сверления. Основные правила работы на сверлильном станке. Правила безопасности при сверлении. 4. Режимы резания и припуски при обработке отверстий. Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения. Учебные вопросы:
Слайд 3
1. Сущность процессов сверления, зенкерования, зенкования , цекования и развертывания. При обработке отверстий различают три основных вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование , цекование . Сверление — это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла. Различают сверление ручное — ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Одной из разновидностей сверления является рассверливание -увеличение диаметра отверстия, просверленного ранее.
Слайд 4
Продолжение 1 вопроса Зенкерованием называется операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных другими методами отверстий с целью придания им более правильной геометрической формы (устранение отклонений от круглости и других дефектов), а также достижения более высокой, по сравнению со сверлением, точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25). К разновидностям зенкерования относятся зенкование и цекование . Основные правила зенкерования отверстий: -сверление и зенкерование отверстий необходимо производить с одной установки детали (заготовки) на станке, т. е. меняя только обрабатывающий инструмент; -при зенкеровании необработанных отверстий в корпусных деталях особое внимание следует обращать на надежность установки и прочность закрепления детали;
Слайд 5
Продолжение 1 вопроса — необходимо точно соблюдать величину припуска на зенкерование, руководствуясь соответствующей таблицей; -зенкерование следует производить на тех же режимах, что и сверление; -необходимо соблюдать те же правила охраны труда, что и при сверлении. Зенкование — это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок. Операция выполняется при помощи специального инструмента — зенковки. Основные правила зенкования отверстий: необходимо соблюдать правильную последовательность зенкования отверстий: вначале просверлить отверстие, а потом осуществить его зенкование ; -сверление отверстия и его зенкование следует производить с одной установки заготовки (детали), сменяя только инструмент;
Слайд 6
Продолжение 1 вопроса — зенкование следует выполнять при ручной подаче зенковки и малой частоте вращения шпинделя (не более 100 об/мин) с применением эмульсии, глубину зенкования надо проверять штангенциркулем или линейкой станка; -при зенковании отверстий цилиндрической зенковкой, когда диаметр цапфы больше диаметра отверстия, необходимо вначале просверлить отверстие по диаметру цапфы, а затем зенковать отверстие. Заключительная операция — рассверливание отверстия на заданный размер. Цекование — это операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Операция производится с помощью специального инструмента — цековки , которая устанавливается на специальных оправках.
Слайд 7
Продолжение 1 вопроса Развертывание — это операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью (до Ra 0,63). Основные правила развертывания отверстий: -необходимо точно соблюдать величину припуска на развертывание, руководствуясь соответствующей таблицей; -ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое; в процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность эмульсией или минеральным маслом, чугунные заготовки следует развертывать всухую; -ручное развертывание следует осуществлять только по часовой стрелке во избежание задиров стенок отверстия стружкой; -в процессе обработки следует периодически очищать развертку от стружки;
Слайд 8
Продолжение 1 вопроса — точность обработки развернутых отверстий следует проверять калибрами: цилиндрических — проходным и непроходным; конических — по предельным рискам на калибре. Развернутое коническое отверстие допускается проверять контрольным штифтом «на карандаш»; -сверление и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки, меняя только обрабатывающий инструмент.
Слайд 9
2. Инструменты и приспособления, применяемые, при обработке отверстий Рис. 2.1. Спиральное сверло: а — конструкция сверла; б — конструкция рабочей части; в — конструкция режущей части; 2φ — угол при вершине; ώ- угол наклона винтовой канавки; α- главный задний угол; γ- передний угол; ψ — угол наклона поперечной режущей кромки Сверла применяются при обработке отверстий в сплошном материале. По конструкции различаются спиральные, центровочные, перовые, ружейные с наружным или внутренним отводом стружки и кольцевые (трепанирующие головки) сверла.
Слайд 13
Продолжение 2 вопроса Рис. 2.2. Центровочные сверла: а — без предохранительного конуса; б — с предохранительным конусом Центровочные сверла (рис. 2.2 ) предназначены для выполнения центровых отверстий, их изготовляют из быстрорежущих инструментальных сталей марок Р9 и Р12. По конструкции различают центровые сверла без предохранительного конуса (рис. 3.27, о) и с предохранительным конусом (рис. 3.27, б).
Слайд 15
Продолжение 2 вопроса Рис. 2.3. Перовые сверла : а — с цилиндрическим хвостовиком; б — с коническим хвостовиком; в — с подводом СОЖ Перовые сверла (рис. 2.3) имеют плоскую рабочую часть и прямые канавки для отвода стружки.
Слайд 16
Продолжение 2 вопроса Рис. 2.4. Ружейные сверла: а — с колоском из быстрорежущей стали; б — армированное пластинами из твердого сплава; в — с внутренним отводом СОЖ Ружейные сверла (рис. 2.4 ) применяются для сверления глубоких и сверхглубоких отверстий.
Слайд 17
Продолжение 2 вопроса Рис. 2.5 . Кольцевые сверла: а — двурезцовые: 1 — корпус; 2,3- сменные резцы; 4,5,6- направляющие пластины; б — трехрезцовые ; в — многорезцовые: 1 — резцы; 2 — корпус; L — длина рабочей части Кольцевые сверла (рис. 2.5) применяются для уменьшения сил резания и потребляемой мощности оборудования, повышения производительности обработки сплошных отверстий диаметром более 50 мм, а также уменьшения объема стружки и последующего использования образующегося вдоль оси обрабатываемого отверстия центрального стержня.
Слайд 18
Продолжение 2 вопроса Рис. 2.6 . Износ сверл: а — по задней поверхности; б, в, г — по ленточке; д — твердосплавных сверл; h 1 -износ по оси; h 3 — износ затылованной части; h 2 — износ ленточки; L — линейный износ уголка; φ 1 — угловой износ сверла Износ и формы заточки сверл У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рис. 2.6 , а)
Слайд 20
Продолжение 2 вопроса Рис. 2.7. Форма заточки: а — одинарная; б — одинарная с подточкой перемычки; в — одинарная с подточкой перемычки и ленточки; г — двойная с подточкой перемычки; д — двойная с подточкой перемычки и ленточки; 2φ — угол при вершине; l 0 — ширина дополнительной заточки; 2φ 0 -угол дополнительной заточки
Слайд 21
Продолжение 2 вопроса Основные правила заточки сверл 1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка. 2. Необходимо соблюдать следующие требования к заточке сверл: -заточку следует производить периферией заточного круга; -в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке — хвостовик сверла; -кисть левой руки должна опираться на подручник станка. 3.При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рис. 2.8):
Слайд 22
Продолжение 2 вопроса Рис. 2.8 . Шаблон для контроля заточки сверл: а — контроль угла при вершине; б — контроль угла наклона ленточки; в — контроль угла наклона поперечной режущей кромки; ψ- угол наклона поперечной режущей кромки длина режущих кромок должна быть одинаковой; угол заточки при вершине сверла должен соответствовать шаблону; углы между кромками и боковой поверхностью сверла должны быть одинаковыми; углы заострения кромок должны быть равны и соответствовать шаблону.
Слайд 23
Продолжение 2 вопроса 4. Необходимо заправить режущие кромки сверла на бруске. 5. Необходимо произвести пробное сверление отверстия заточенным сверлом: -стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально); -диаметр просверленного отверстия должен точно соответствовать диаметру сверла; -отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
Слайд 24
Продолжение 2 вопроса 6. Необходимо соблюдать следующие требования правил безопасности: -заточку сверл малого диаметра надо производить на мелкозернистом круге; -запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него; категорически запрещается осуществлять заточку сверл «на весу», т. е. без использования подручника; -обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
Слайд 25
Продолжение 2 вопроса Рис. 2.9. Зенкер: а — конструкция; б — геометрические параметры рабочей части: ώ — угол наклона ленточки; φ — главный угол в плане; φ 0 — угол заборного конуса; γ — передний угол; а — задний угол; t — глубина резания Зенкеры, зенковки, цековки , развертки Зенкеры (рис. 2.9, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением.
Слайд 26
Продолжение 2 вопроса Рис. 2.10. Насадной зенкер: 1 — режущие пластины; 2 — корпус; 3 — тяга По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое).
Слайд 27
Продолжение 2 вопроса Рис. 2.13 . Изнашивание зенкеров: h л — длина износа; h з — ширина износа; h y — износ по уголкам Рис. 2.12. Зенкер с внутренним подводом СОЖ
Слайд 28
Продолжение 2 вопроса Рис. 2.14. Зенковки и цековки : а, б — цилиндрические; в, г — конические; д , е — цековки насадные; 2φ — угол при вершине Зенковки и цековки (рис. 2.14 ) для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Слайд 29
Продолжение 2 вопроса Рис. 2.15 Развертка: а — конструкция; б — конструкция заборной части; в — геометрические параметры режущей и калибрующей частей; г — схема резания; φ — угол заборного конуса; 2φ — угол при вершине; α — задний угол; γ — передний угол; D — диаметр развертки Развертки (рис. 2.15) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок
Слайд 30
Продолжение 2 вопроса Рис. 2.17. Развертки, оснащенные пластинами из твердого сплава : а, б- цельные; в, г- насадные Рис. 2.16. Конические развертки
Слайд 35
Продолжение 2 вопроса Рис. 2.18. Трехкулачковый сверлильный патрон: а — общий вид; б — конструкция: 1 — кулачки; 2 — гайка; 3 — обойма; 4 — ключ Приспособления для установки инструментов
Слайд 36
Продолжение 2 вопроса Рис. 2.18. Двухкулачковый сверлильный патрон Рис. 2.19. Цанговый сверлильный патрон: 1- хвостовик; 2 — цилиндрическая часть; 3 — разрезная втулка; 4 – кольцо
Слайд 37
Продолжение 2 вопроса Рис. 2.20. Переходные конические втулки Рис. 2.21. Быстросменный сверлильный патрон: а — конструкция патрона: 1 — коническое отверстие; 2 — выточка кольца; 3 — кольцо; 4 — шарики; 5 — сменная втулка; 6 — корпус; б — сменная втулка
Слайд 38
Продолжение 2 вопроса Рис. 2.22. Самоустанавливающийся сверлильный патрон: 1 — корпус; 2 — пружина; 3 — поводок; 4 — подшипник; 5 — стопорное кольцо; 6 — оправка; 7-муфта Рис. 2.23. Качающаяся оправка для разверток: 1 — хвостовик; 2 — подпятник; 3 — шарик; 4 — корпус; 5 — штифт; 6 — качающаяся часть
Слайд 39
Продолжение 2 вопроса Рис. 2.24. Клинья для удаления инструмента: а- плоский; б — радиусный; в — эксцентриковый ключ
Слайд 40
Продолжение 2 вопроса Рис. 2.25. Прихваты (а), призмы (б) и угольники (в): 1 — заготовка; 2 — винт Приспособления для установки и крепления заготовок
Слайд 41
Продолжение 2 вопроса Рис. 2.26. Угольники: а — жесткий; б — регулируемый
Слайд 42
Продолжение 2 вопроса Рис. 2.27 . Машинные винтовые тиски: 1 — винт; 2 — подвижная губка; 3 — неподвижная губка; 4 — основание; 5 – рукоятка Машинные тиски
Слайд 43
Продолжение 2 вопроса Рис. 2.28. Быстродействующие машинные тиски: 1 — корпус; 2 — поворотная часть; 3 — неподвижная губка; 4 — установочный винт; 5 — подвижная губка; 6 — рукоятка; 7 — эксцентриковый вал; 8 — двойной кулачок; 9 — основание
Слайд 44
Продолжение 2 вопроса Рис. 2.29. Пневматические машинные тиски: 1 — пневматический цилиндр; 2 — подвижная губка; 3 — разноплечий рычаг; 4 — шток поршня; 5 — обратный клапан; 6 — рукоятка
Слайд 45
Продолжение 2 вопроса Рис. 2.30. Кондукторные втулки: а — постоянные; б — быстросменные Кондукторы для закрепления заготовок Для закрепления заготовок и обеспечения правильного расположения инструмента относительно оси обрабатываемого отверстия используются специальные приспособления — кондукторы.
Слайд 46
Продолжение 2 вопроса Рис. 2.31 . Установочные опоры: а — штыри: I , II и HI — соответственно плоская, сферическая и насеченная головки; б — пластины: I и II — соответственно плоская и насеченная; L и В — соответственно длина и ширина пластины; в — регулируемая винтовая опора
Слайд 47
Продолжение 2 вопроса Рис. 2.32. Накладной кондуктор: 1,2- фиксирующие пальцы; 3 — кондукторные втулки; 4 — кондукторная плита; 5 — базовая поверхность обрабатываемой заготовки; б — обрабатываемые отверстия
Слайд 48
Продолжение 2 вопроса Рис. 2.33. Опрокидываемый кондуктор: 1 — откидная планка; 2 — втулка; 3, 8 — кондукторные втулки; 4 — подвижная призма; 5 — болт; 6- сухарь; 7 — заготовка
Слайд 49
Продолжение 2 вопроса Рис. 2.34. Поворотный кондуктор: 1 — делительный диск; 2 — шпонка; 3, 5 — гайки; 4 — заготовка; б — разрезная шайба; 7 — шпиндель; 8 — пружина; 9 — фиксатор
Слайд 50
Продолжение 2 вопроса Рис. 2.35 . Комплект универсально-сборных приспособлений: а — базовые детали; б — направляющие элементы; в — установочные элементы; г — приспособление в сборе Приспособления для ограничения глубины сверления
Слайд 51
3. Оборудование для обработки отверстий Рис. 3.1. Ручная дрель: 1 — патрон; 2,3 — зубчатая передача; 4 — подвижная рукоятка; 5 — упор-нагрудник; б — неподвижная рукоятка Ручное оборудование Различают следующие типы оборудования для обработки отверстий: ручное; ручное механизированное; стационарное.
Слайд 53
Продолжение 3 вопроса Основные правила сверления ручной дрелью 1. Необходимо прочно закреплять заготовку в тисках, а сверло — в патроне дрели. 2. Необходимо прочно закреплять рукоятку на валу дрели. 3. Переставляя рукоятку на разные валы редуктора дрели, следует рационально регулировать частоту вращения сверла в зависимости от его диаметра. 4. При сверлении не следует допускать перекоса сверла, кроме того, необходимо следить за перпендикулярностью сверла плоскости сверления. 5. При сверлении рукоятку дрели следует вращать равномерно, плавно, без рывков. Нажатие на упор дрели следует производить равномерно и постоянно в течение всего процесса сверления. 6. В конце сверления при выходе сверла из материала нужно ослабить нажатие на упор дрели и снизить частоту вращения сверла.
Слайд 54
Продолжение 3 вопроса Рис. 3.3. Трещотка: 1 — сверло; 2 — зажимной патрон; 3 — трещотка (храповое колесо); 4 — гайка; 5 — центр; 6 — струбцина; 7 — скоба; 8 — рукоятка; 9 — собачка Для облегчения процесса сверления и повышения его производительности используется рычаг для нажатия на упор дрели (рис. 3.2). Рис. 3.2. Применение рычага
Слайд 55
Продолжение 3 вопроса Рис. 3.4. Электрические дрели: а — легкого типа; б — среднего типа; в — тяжелого типа
Слайд 56
Продолжение 3 вопроса Рис. 3.5. Приспособления для удерживания электрических дрелей тяжелого типа: а — на пружине; б — на тросах
Слайд 57
Продолжение 3 вопроса Рис. 3.6. Винтовое устройство с упором Рис. 3.7. Электрическая сверлильная машина с угловой насадкой: а — машина с головкой 90°; б — машина с головкой 45°; 1 — сверло; 2 — трехкулачковый патрон; 3 — головка; 4 — гайка крепления; 5 — трубка; б — корпус; 7- кнопка выключения; 8 — валик
Слайд 58
Продолжение 3 вопроса Рис. 3.8. Пневматические дрели: а — легкого типа; б — тяжелого типа
Слайд 59
Продолжение 3 вопроса Основные правила сверления ручной электрической дрелью 1. До начала работы необходимо проверить исправность электрического провода и вилки. 2. Перед началом сверления необходимо проверить работу дрели на холостом ходу, а также убедиться в отсутствии биения сверла. При необходимости сверло следует либо заменить, либо закрепить заново. 3. При сверлении отверстий в заготовках из высокопрочных сталей следует пользоваться смазывающе-охлаждающей жидкостью. 4. Останавливать вращение электрической дрели следует только после выведения сверла из отверстия.
Слайд 60
Продолжение 3 вопроса Рис. 3.9. Ручная сверлильная пневматическая машина Д-2: 1 — патрон; 2 — насадка; 3 — ротор; 4 — кнопка; 5 — ниппель; 6 — ручка Рис. 3.10. Ручная сверлильная пневматическая машина УСМ-25: 1 — сверло; 2 — трехкулачковый патрон; 3 — головка; 4 — корпус; 5 — кнопка пуска; 6-гайка
Слайд 61
Продолжение 3 вопроса Рис. 3.11. Настольный сверлильный станок: а — обший вид; б — узел привода; 1 — стол; 2,8,10- рукоятки; 3 — трехкулачковый патрон; 4 — шпиндель; 5 — хомутик; 6 — лимб; 7 — кожух; 9 — электрический двигатель; 11 — головка; 1 2-колонна; 13,15,24- шарикоподшипники; 14 -стакан; 16, 22-шкивы; 1 7-переходная втулка; 18 — муфта; 19 — фланец; 20 — винт; 21 — упорная шайба; 23 — шестерня; 25 — нониус
Слайд 63
Продолжение 3 вопроса Рис. 3.12. Вертикально-сверлильный станок МОД.2Н118: 1 — фундаментная плита; 2 — стол; 3 — шпиндель; 4 — коробка подач; 5 — коробка скоростей; 6 — электрический двигатель; 7- сверлильная головка; 8 — рукоятка; 9 — колонна
Слайд 64
Продолжение 3 вопроса Рис. 3.13. Радиально-сверлильный станок: а — общего назначения; б — с подвижной колонной; в — на специальной тележке; г — переносной
Слайд 65
Продолжение 3 вопроса Рис. 3.14. Радиально-сверлильный станок мод. 2А554: 1-фундаментная плита; 2 -цоколь. 3 — рукав; 4-механизм подъема; 5- шпиндельная головка; б — пульт управления; 7 — стол
Слайд 67
Продолжение 3 вопроса Основные правила работы на сверлильном станке 1. Сверление следует производить только правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла. Контроль заточки необходимо осуществлять с помощью шаблона (рис. 3.76, а) или специального угломера (рис. 3.76, б). Рис. 3.15. Шаблон для контроля заточки сверл: а — шаблон; б — контроль угла при вершине
Слайд 68
Продолжение 3 вопроса 2. Необходимо прочно закреплять сверло с цилиндрическим хвостовиком в патроне: торец сверла следует упереть в дно патрона, а затем закрепить его, поочередно вставляя ключ во все гнезда патрона. 3. Необходимо прочно закреплять сверло с коническим хвостовиком (патрон со сверлом) в шпинделе станка. 4. Для обеспечения прочного и безопасного крепления обрабатываемой детали необходимо: -крупные корпусные заготовки закреплять на столе станка; -призматические заготовки средней величины (длина 100… 120 мм, ширина 50;..60 мм, высота 30…40 мм) закреплять в машинных тисках; -небольшие заготовки (длина 70… 80 мм, толщина 1… 5 мм) закреплять в ручных тисочках; -заготовки цилиндрической формы устанавливать и закреплять на призмах.
Слайд 69
Продолжение 3 вопроса 5. В месте сверления на детали нужно делать глубокое (1,0… 1,5 мм) керновое углубление. 6. Сверление отверстий больших диаметров (свыше 10 мм) необходимо выполнять в два приема: вначале сверлом диаметром 5… 6 мм, а затем сверлом необходимого диаметра. 7. Необходимо правильно определять скорость резания в зависимости от обрабатываемого материала и рационально настраивать станок на частоту вращения шпинделя. 8. Следует соблюдать правильную последовательность сверления при ручной подаче сверла: -совместить вершину сверла с керновым углублением на заготовке; -включить станок; -сверлить отверстие на полную глубину; -при выходе сверла из отверстия нажатие ослабить.
Слайд 70
Продолжение 3 вопроса 9.Необходимо правильно определять величину автоматической подачи и настраивать станок на эту величину. 10.Следует соблюдать правильную последовательность обработки сквозных отверстий при автоматической подаче сверла: -совместить вершину сверла с керновым углублением на детали; -включить станок; -просверлить отверстие на глубину 3… 5 мм, используя ручную подачу; -не выводя сверла из отверстия, включить автоматическую подачу; -сверлить отверстие на полную глубину. 11.При сверлении отверстий по кондуктору необходимо соблюдать следующие правила:
Слайд 71
Продолжение 3 вопроса -заготовка должна быть прочно закреплена в кондукторе или кондуктор на заготовке; -диаметр сверла должен точно соответствовать диаметру отверстия во втулке кондуктора. 12.При сверлении стальных деталей следует применять СОЖ; 13. Чугунные детали нужно сверлить без охлаждения сверла. 14. После окончания работы следует проверить соответствие просверленных отверстий (диаметр, глубина) и межцентровых расстояний требованиям чертежа.
Слайд 75
Продолжение 3 вопроса Правила безопасности при сверлении: — запрещается сверлить незакрепленную или слабо закрепленную заготовку; -следует убирать волосы под головной убор; -необходимо тщательно застегивать обшлага на рукавах; -запрещается сильно нажимать на рычаг подачи сверла, особенно при сверлении отверстий малого диаметра; -запрещается наклоняться близко к месту сверления во избежание попадания стружки в глаза; -запрещается сдувать стружку.
Слайд 76
4. Режимы резания и припуски при обработке отверстий Режимы резания при сверлении Основными элементами резания при сверлении являются скорость и глубина резания, подача, толщина и ширина стружки (рис. 3.16). Рис. 3.16. Элементы резания при сверлении: S — подача; D -диаметр отверстия; t — глубина резания; b – ширина среза; а — толщина среза Припуск — это слой материала, подлежащий снятию при обработке. Величина этого слоя зависит от требований, предъявляемых к обработанной поверхности и вида обработки. При сверлении припуск на обработку составляет половину диаметра сверла.
Слайд 77
Продолжение 4 вопроса Скорость резания V — путь, пройденный точкой на режущей кромке сверла, наиболее удаленной от оси его вращения в мин. V = π d / п /1000 (где V — скорость резания, м/мин; d — диаметр сверла, мм; п — частота вращения шпинделя, об/мин; π — постоянное число, равное 3,14; число 1000 для перевода диаметра сверла в метры). Подача S измеряется в миллиметрах на один оборот сверла (мм/об). Глубина резания t измеряется в миллиметрах и представляет собой расстояние от обрабатываемой поверхности до оси сверла. Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромки сверла, и равна половине величины перемещения сверла относительно оси обрабатываемого отверстия за один его оборот. Ширина среза b измеряется вдоль режущей кромки и равна ее длине.
Слайд 78
Продолжение 4 вопроса Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения. Дефект Причина Способ предупреждения Сверление Перекос отверстия Стол станка не перпенди кулярен шпинделю. Попа дание стружки под нижнюю поверхность заготов ки . Неправильные ( непа раллельные ) подкладки. Неправильная установка заготовки на столе стан ка . Неисправные и неточ ные приспособления Выверить правильность поло жения стола. При установке очищать стол и заготовку от грязи и стружки. Исправить или заменить прокладки. Проверить установку и крепление заготовки. Заменить приспо собление исправным Смещение отверстия Биение сверла в шпинде ле . Увод сверла в сторону . Неправильная уста новка или слабое крепле ние заготовки на столе (при сверлении заготовка сместилась). Неверная разметка при сверлении по разметке Устранить биение сверла. Проверить правильность за точки сверла, выверить его на биение и правильно заточить. Проверить установку и креп ление заготовки, надежно закрепить ее на столе станка. Правильно размечать заго товку
Слайд 79
Продолжение 4 вопроса Завышенный диаметр отверстия Люфт шпинделя станка. Неправильные углы заточки сверла или разная длина режущих кромок. Смещение поперечной режущей кромки Во всех перечисленных случа ях следует правильно переточить сверло Грубо обработана поверх ность стенок от верстия Завышена подача сверла. Тупое и неправильно за точенное сверло. Некаче ственная установка заго товки или сверла. Недо статочное охлаждение или неправильный состав охлаждающей жидкости Правильно заточить сверло. Проверить правильность крепления сверла и обрабатываемой заготовки. Увеличить охлаждение сверла или заме нить охлаждающую жидкость Увеличение глу бины отверстия Неправильная установка упора на глубину Точно установить упор на за данную глубину резания
Слайд 80
Продолжение 4 вопроса Дефект Причина Способ предупреждения Зенкерование Грубая обработ ка , задиры на обработанной поверхности отверстия Под зубья инструмен та попадает стружка Отверстия в заготовках из стали обрабатывать с приме нением смазывающе-охлажда ющей жидкости Перекос отвер стия , зенкерован ного в необрабо танной корпус ной детали Неправильная уста новка заготовки на столе станка При установке заготовки на столе станка особое внимание обращать на расположение оси обрабатываемого отвер стия относительно оси инст румента . Прочно закреплять заготовку на столе станка
Слайд 81
Продолжение 4 вопроса Диаметр зенкован ной части отвер стия больше диаметра зенковки Диаметр штифта зенковки меньше диа метра отверстия Внимательно следить за тем, чтобы диаметр штифта зен ковки точно соответствовал диаметру обрабатываемого отверстия Глубина зенкова ния части отвер стия меньше или больше заданной Работа не окончена. Невнимательность при измерениях, невнима тельность при работе Продолжить работу и более внимательно относиться к из мерению глубины зенкования . Во втором случае брак явля ется неисправимым
Слайд 82
Продолжение 4 вопроса Развертывание Грубая обработка, задиры на обра ботанной поверхности Обработка производилась без смазывающе- охлаждающей жидко сти . Применялись неправильные приемы развертывания И при черновом и при чистовом развертывании отверстий в стальных деталях обязатель но применять смазывающе- охлаждающую жидкость. Раз вертывание производить только вращением воротка по часовой стрелке Диаметр разверну того отверстия меньше заданного, проходная пробка калибра не входит в отверстие Работа выполнялась сильно изношенной разверткой Сменить инструмент
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.
При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.
Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
вершине сверла может быть разным и зависит от обрабатываемого материала. Для обработки мягких материалов он должен быть от 80 до 90°, для стали и чугуна 116—118°, для очень твердых металлов 130—140°.
Заточка сверл. В процессе работы сверла изнашиваются по передней и задней поверхностям, срабатывается фаска, округляются уголки (рис. 1, а). Затупленные сверла затачивают на заточных станках. Контроль основных элементов режущей части осуществляется шаблонами (рис. 1, б).
Рис. 0. Спиральное сверло: 1 — рабочая часть сверла, 2 — шейка, 3 — хвостовик, 4 — лапка, 5 — канавка, 6 — перо, 7 — направляющая фаска (ленточка), 8 — поверхность задней заточки, 9 — режущие кромки, 10 — перемычка, 11 — режущая часть
Ручное сверление осуществляют ручными дрелями, электрическими дрелями и пневмодрелями.
Ручная дрель (рис. 2) состоит из шпинделя, на котором находится патрон, конической зубчатой передачи (состоящей из большого и малого зубчатых колес), неподвижной рукоятки, подвижной рукоятки и нагрудника. Сверло вставляется в патрон и закрепляется в нем. При сверлении слесарь удерживает дрель левой рукой за неподвижную рукоятку, а правой вращает подвижную рукоятку, опираясь грудью на нагрудник.
Рис. 1. Схема износа (а) и шаблон для контроля основных элементов (б) сверла
Электрическая дрель (рис. 3) состоит из электродвигателя, находящегося в корпусе дрели, зубчатой передачи и шпинделя с патроном, в котором зажимается сверло. Различают электрические дрели легкого типа — для сверления отверстий диаметром до 15 мм в форме пистолета; среднего типа — для сверления отверстий диаметром 15—20 мм с замкнутой рукояткой на конце; тяжелого типа — для сверления отверстий диаметром до 32 мм с двумя боковыми рукоятками и грудным упором.
Рис. 2. Ручная дрель: 1 — патрон, 2 — зубчатая передача, 3 — подвижная рукоятка, 4 — нагрудник, б — неподвижная рукоятка
Пневматическая дрель (рис. 4) изготавливается с пневматическими двигателями поршневого и ротационного типа. Пневматическая дрель удобна в работе, так как имеет небольшие габариты и массу. Для механизации процесса сверления используются сверлильные станки.
Рис. 3. Электрическая дрель: 1 — рукоятка, 2 — корпус, 3 — шпиндель
Сверлильные станки подразделяются на настольно- -сверлильные, вертикально-сверлильные и радиально-сверлильные. Настольно-сверлильные станки предназначены для сверления отверстий небольшого диаметра (до 12—15 мм). Радиально-сверлильные
станки применяют для сверления отверстий в крупных деталях. Они дают возможность обработать отверстие в любом месте детали в пределах кольцевой площадки.
Более всего распространены универсальные вертикально-сверлильные станки (рис. 5). Обрабатываемая заготовка или деталь помещается на столе, который можно поднимать и опускать при помощи винта. Рукояткой стол закрепляют на станине на неооходимои высоте. Сверло устанавливают и закрепляют в шпинделе. Шпиндель приводится во вращение электродвигателем через коробку скоростей, автоматическая подача осуществляется коробкой подач. Вертикальное перемещение шпинделя осуществляется вручную маховиком.
Рис. 4. Пневматическая дрель: 1 — шпиндель, 2 — корпус, 3 — ниппель
Техника сверления. Сверление производят по разметке, по кондуктору, с применением универсально-сборных приспособлений (УСП).
При сверлении по разметке размечают отверстие, накернивают его по окружности и по центру, закрепляют обрабатываемую заготовку в тисках или в другом приспособлении. Сверление по разметке обычно осуществляют в два приема. Сначала просзерливают отверстие на глубину четверти диаметра. Если полученное отверстие (несквозное) совпадает с размеченным, то продолжают сверление, в противном случае исправляют установку сверла и только после этого продолжают сверление.
При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала.
При обработке большого количества одинаковых деталей применяются кондукторы. Они состоят из корпуса, куда укладывается и ориентируется в определенном положении деталь, и кондукторной плиты с отверстиями и запрессованными в них кондукторными втулками для направления сверла.
Кроме кондукторов, применяются универсально-сборные приспособления (УСП), состоящие из нормализованных элементов (плит с Т-образными пазами, установочных деталей — пальцев, дисков, шпонок, подкладок, направляющих, прижимных и крепежных деталей). Из них собирают приспособления для определенной операции. По окончании работы приспособления разбирают, а их детали используют вновь. УСП значительно уменьшают стоимость обработки и обеспечивают высокую точность.
Зенкован и ем называется последующая (после сверления) обработка отверстий, заключающаяся в удалении заусенцев, снятии (фасок и получении конусного или цилиндрического углубления у входной части отверстия. Зенкование осуществляется зенковками.
По форме режущей части зенковки делятся на цилиндрические и конические (рис. 6, а, б). Конические зенковки применяют для обработки конических углублений под головки винтов, потайные заклепки, клапаны. Конические зенковки бывают с углом при вершине 60, 75, 90 и 120°.
Цилиндрическими зенковками обрабатывают цилиндрические углубления под крепежные детали, плоскости бобышек. Цилиндрическая зенковка имеет направляющую цапфу, которая входит в обрабатываемое отверстие и обеспечивает правильное направление зенковки. Зенковки изготавливают из быстрорежущей стали и с пластинками из твердого сплава.
Рис. 5. Одношпиндель-ный вертикально-сверлильный станок: 1 — винт, 2 — стол, 3 — шпиндель, 4 — маховик, 5 — коробка подач, 6 — коробка скоростей, 7 — электродвигатель, 8 — рукоятка, 9 — станина
Зенкерован и е — операция по увеличению размеров или изменению формы отверстия, полученного сверлением, штамповкой или отливкой. При зенкеровании получается точность За — 5-го класса.
Зенкерование отверстий выполняют зенкером. По внешнему виду зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3—4) и спиральных канавок. По конструкции зенкеры разделяют на цельные (рис. 7, а), насадные (рис. 7, б) с напаянными пластинками и сборные со вставными ножами (рис. 7, в). Материалы для зенкеров: быстрорежущие стали Р9, Р18, Р9К5, Р9КЮ, пластинки твердого сплава марок ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т15К6. Зенкерование выполняют на сверлильных станках или при помощи электрических и пневматических дрелей.
Развертывание — окончательная обработка отверстий после сверления, зенкерования или расточки для придания им высокой точности и малой шероховатости. Развертыванием достигается 2—3-й классы точности и классы шероховатости.
Развертывание отверстий выполняется разверткой.
По форме обрабатываемого отверстия развертки подразделяются на цилиндрические и конические, по способу применения — на ручные и машинные, по способу закрепления — на хвостовые и насадные.
Ручные развертки (рис. 58) состоят из рабочей части и хвостовика. Хвостовик цилиндрический с квадратом на конце под вороток. Рабочая часть делится на режущую и калибрующую. Режущая часть имеет коническую форму с углом заборного конуса <�р = 1°, на конце для предохранения зубьев от выкрашивания делается фаска под углом 45°.
Чтобы развертка свободно входила в отверстие, диаметр заборной части делают меньше диаметра предварительно обработанного отверстия. Калибрующая часть направляет развертку в отверстие и калибрует его, у заборного конуса она имеет цилиндрическую форму, ближе к хвостовику — обратный конус для уменьшения трения.
Рис. 6. Зенковки: а — цилиндрическая, б — коническая
Рис. 7. Зенкеры: а — цельный, б — насадной, в — со вставными ножами
Число зубьев развертки четное — 6, 8, 10, 12; выполняют их с неравномерным шагом, что обеспечивает лучшую обработку.
Машинные развертки .отличаются от ручных меньшей длиной рабочей части и длинной шейкой (для развертывания глубоких отверстий). Заборный конус у них короткий с углом ср = 5° для обработки хрупких материалов и ср = 15° для вязких материалов. Развертки, оснащенные твердыми сплавами, имеют угол ф = 35—45°.
Конические развертки служат для обработки предварительно просверленного цилиндрического отверстия на конус или калибрования конического отверстия, выполненного другим способом.
Ручные развертки изготовляют из стали У12А, 9ХС, Р9 и Р18, машинные — из стали Р9, Р18, РК8; они оснащаются твердыми сплавами ВК2, ВК4, ВК6, ВК8, Т15К6. Рабочая часть термически обрабатывается.
Рис. 8. Основные элементы ручной цилиндрической развертки
На развертках наносятся номинальный диаметр (на сборных — предельные диаметры), номер по точности или посадка для доведенной развертки, марки стали или твердого сплава. На конических развертках маркируются номинальный диаметр или номер конуса, конусность, марка стали.
Ручное развертывание. При ручном развертывании инструмент вращается воротками. Для обработки глубоких отверстий на развертку надевают удлинители. Мелкие заготовки или детали закрепляют в тисках, а большие обрабатывают без закрепления.
Машинное развертывание выполняется на сверлильных станках, а также при помощи механизированного инструмента.
Лучше развертывание выполнять сразу после сверления, не перезажимая детали. Это обеспечивает соосность отверстий. При работе на станках применяют качающиеся оправки, они дают возможность развертке самоустанавливаться по оси предварительно обработанного отверстия и исключают влияние неточностей станка на точность отверстия.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.
Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Слесарное дело
2.1. Основные слесарные операции: назначение, сущность, приемы и последовательность выполнения
Под слесарными работами подразумевают обработку металлов в холодном состоянии, выполняемую слесарями ручным способом при помощи различных инструментов. Слесарная обработка дополняет станочную механическую или является завершающей операцией при изготовлении металлических изделий соединением деталей, сборке машин и механизмов, а также их регулировке. Слесарные работы состоят из разнообразных технологических операций, в которые входят: разметка, рубка, правка и гибка металлов, резка металлов ножовкой и ножницами, опиливание металла, сверление, зенкование и развертывание, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние, лужение. Некоторые из перечисленных операций могут производиться и при горячем состоянии металлов (рубка, клепка, гибка). Многие слесарные операции выполняются не только ручным, но и механическим способом.
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется слой металла, в результате чего уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку. Чтобы знать оптимальные размеры вести обработки заготовку необходимо разметить. Разметкой
называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащие обработке. Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Так же возможно, что неточно отлитую забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой разметочной поверхности. Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При тщательной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в единичном и мелкосерийном производстве. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений — кондукторов, упоров и т. п.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную. Плоскостная разметка
выполняется на поверхностях плоских деталей, на полосовом и листовом материале и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий, окружностей,
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.
Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.
Текст книги «Слесарное дело: Практическое пособие для слесаря»
2.10. Сверление и развертывание. Сверлильные станки
Сверлением
называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное движение вдоль оси просверливаемого отверстия. Сверление применяется в первую очередь при выполнении отверстий в деталях, соединяемых при сборке.
При работе на сверлильном станке
сверло выполняет вращательное и поступательное движение; при этом обрабатываемая деталь неподвижна. Обработка деталей на токарном станке, автомате или револьверном станке выполняется при вращении детали, а инструмент совершает только поступательное движение.
В зависимости от требуемой степени точности используют следующие виды обработки: сверление, рассверливание, зенкерование, развертывание, расточку, зенкование, зацентровывание.
На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
Для выполнения операции сверления используются сверла с коническим или цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания сверла, сверлильные самоцентрирующие патроны двух– и трехщековые, рукоятки для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты, угольники, ручные тиски, наклонные столы, а также разного вида приспособления, ручные и механические сверлильные станки и дрели.
Различают сверлильные станки с ручным и механическим приводом. К ручным сверлильным станкам с ручным приводом относятся: коловороты, дрели, сверлильные трещотки и ручные сверлильные верстачные станки. К ручным сверлильным станкам с механическим приводом относятся электрические и пневматические дрели, позволяющие при использовании специальных хвостовиков сверлить отверстия в труднодоступных местах.
К сверлильным станкам с механическим приводом относятся вертикально-сверлильные, радиально-сверлильные, горизонтально-расточные и специальные сверлильные станки. Вертикально-сверлильные станки могут иметь устройства для применения многошпиндельных головок. Специальные сверлильные станки могут быть агрегатными, многопозиционными и многошпиндельными.
Вертикально-сверлильный станок отличается от других сверлильных станков тем, что имеет станину с вертикальным расположением направляющих, по которой может перемещаться стол станка. Кроме того, он имеет механизм подачи, насос для подачи охлаждающей жидкости, а также коробки скоростей для получения разных частот вращения сверлильного шпинделя станка.
На вертикально-сверлильных станках (в зависимости от типа) можно сверлить отверстия сверлами диаметром до 75 мм, на верстачных сверлильных станках – сверлами диаметром до 15 мм, на настольных сверлильных станках – сверлами диаметром до 6 мм. Ручными электрическими сверлильными дрелями (в зависимости от типа) можно сверлить отверстия диаметром до 25 мм, ручными пневматическими сверлильными машинами – сверлами диаметром до 6 мм.
Сверлильные трещотки используют для сверления отверстий в труднодоступных местах в стальных конструкциях. Ручной привод, обеспечиваемый колебательным движением рычага трещотки, создает вращение сверла и его подачу вдоль оси отверстия.
Недостатком сверления трещоткой является малая производительность и большая трудоемкость процесса.
Сверло
– это режущий инструмент, которым выполняют цилиндрические отверстия (рис. 21).
Рис. 21. Сверла:
а – спиральные; б – перовые
По конструктивному оформлению режущей части сверла делятся на перовые, с прямыми канавками, спиральные с винтовыми канавками, для глубокого сверления, центровочные и специальные.
Спиральные сверла
в зависимости от их выполнения делятся на скрученные, фрезерованные, литые (для больших диаметров), с пластинками из сплавов карбидов металлов и сварные.
Сверла изготавливают из инструментальной углеродистой стали У10А, У12А, легированной стали 9ХС или из быстрорежущей стали Р18, Р9, РЭМ. Часто используются сверла, облицованные пластинками из сплавов карбидов вольфрама и титана.
Спиральным сверлом выполняют отверстия, к которым предъявляются высокие требования по точности, отверстия, предназначенные для дальнейшей обработки развертыванием, расточкой или протягиванием, отверстия под нарезание резьб (табл. 7).
Таблица 7
Точность обработки отверстий
Спиральное сверло состоит из хвостовика и рабочей части, которая делится на направляющую и режущую части. Между направляющей частью и хвостовиком находится шейка.
Хвостовик
– это часть сверла цилиндрической или конусной формы (сверла по дереву имеют четырехгранный конический хвостовик), которая служит для закрепления сверла при конической форме в конических переходных втулках с конусом Морзе, а при цилиндрической – в двух-или трехкулачковом сверлильном патроне. Концевые втулки и сверлильный патрон закрепляются в отверстии шпинделя. Конусные хвостовики заканчиваются лапкой, которая служит для выбивания сверла из шпинделя или конусной переходной втулки. Цилиндрический хвостовик заканчивается поводком. Для сверления отверстий сверлильными трещотками или ручными коловоротами чаще всего используются сверла с квадратными хвостовиками. Сверла с цилиндрическим хвостовиком обычно имеют малые диаметры (до 20–30 мм).
Рабочая часть сверла состоит из направляющей и режущей частей.
Направляющая часть сверла
– это часть, находящаяся между шейкой и режущей частью. Она служит для направления сверла вдоль оси отверстия. Направляющая часть имеет винтовые канавки для отвода стружки и стержень сверла. На наружной винтовой поверхности направляющей части сверла имеется ленточка.
Режущая часть спирального сверла
состоит из двух режущих граней, соединенных третьей гранью – так называемой поперечной перемычкой.
Ленточкой
называется узкий поясок вдоль винтовой канавки, плавно сбегающий к хвостовику. Цель ленточки – принять на себя часть трения сверла о стенки отверстия, появляющегося во время вхождения инструмента в материал. Диаметр сверла измеряется по расстоянию между ленточками.
Величина угла наклона винтовой канавки сверла зависит от вида обрабатываемого материала (табл. 8).
Таблица 8
Рекомендуемые углы при вершине сверла
Процесс резания металла режущей кромкой осуществляется путем врезания ее в металл под действием вращения сверла и его осевой подачи. Величина угла режущей кромки определяется углом наклона винтовой линии и задним углом заточки сверла. Величина необходимого усилия подачи и сила резания определяются величиной переднего и заднего углов резания и величиной поперечной кромки. Уменьшить необходимое усилие подачи при сверлении можно за счет подточки поперечной кромки (перемычки) и выбора для данного материала оптимального угла резания.
Если сверло плохо сверлит, его следует заточить. Заточку можно выполнять вручную или машинным способом. Правильная заточка сверла дает возможность получать необходимые углы, удлиняет срок службы сверла, уменьшает усилия, а также дает возможность получать правильно выполненные отверстия.
Подбор необходимых для данного материала углов резания и заточка на специальных заточных станках для сверл обеспечивают получение правильных углов заточки и положение поперечной кромки в центре сверла. После заточки можно проверить углы заточки с помощью угломера или шаблона.
Перовые сверла
(рис. 21,
б
) обычно изготавливаются из углеродистой инструментальной стали У10А или У12А. В этих сверлах различают следующие элементы: двусторонняя режущая часть с углом 116°, односторонняя – с углом 90–120°, направляющая часть с углом 100–110°, конусная рабочая часть, шейка и хвостовик.
Двусторонняя режущая часть обеспечивает рабочее движение при вращении сверла в обе стороны. Односторонняя режущая часть обеспечивает работу сверла только в одном направлении.
Недостатком этих сверл является отсутствие направляющей и изменение диаметра при каждой заточке. Применяются для отверстий малого диаметра, которые не требуют высокой точности исполнения.
Перовые сверла с удлиненной направляющей частью обеспечивают лучшее направление и более точный размер отверстия, дают возможность получать одинаковый диаметр до тех пор, пока не сошлифу-ется направляющая часть. Однако эти сверла малопроизводительны.
Перед сверлением необходимо соответствующим образом подготовить материал (разметить и обозначить места сверления), инструмент и сверлильный станок. После закрепления и проверки установки детали на столе сверлильного станка или в другом приспособлении, а также после закрепления сверла в шпинделе станка приступают к сверлению согласно инструкции и требованиям безопасности труда. Нельзя забывать об охлаждении сверла.
В процессе сверления могут иметь место различные дефекты: поломка сверла, выкрашивание режущих кромок, отклонение сверла от оси отверстия и т. д.
В табл. 9 указаны виды дефектов, причины их возникновения, а также способы устранения.
Таблица 9
Дефекты сверления
Сверлильный кондуктор (рис. 22) – это приспособление с кондукторной плитой для обработки большого количества одинаковых деталей с одинаково расположенными отверстиями без предварительной разметки. Сверлильные кондукторы могут быть разной конструкции. Они могут устанавливаться на деталь и крепиться непосредственно к детали, могут представлять собой приспособление с кондукторной плитой, в которое устанавливается и зажимается деталь. В этом случае в кондукторной плите находятся соответствующим образом расположенные отверстия со вставленными в них кондукторными втулками с определенным диаметром отверстий, через которые сверло направляется в зажатую в приспособление для сверления деталь. В ряде случаев кондукторные плиты имеют отверстия без кондукторных втулок.
Рис. 22. Приспособление с кондукторной плитой для сверления: 1 – сверло; 2 – втулка; 3 – кондукторная плита; 4 – нижняя часть кондуктора; 5 – обрабатываемая деталь; 6– винт с гайкой-барашком
При сверлении важную роль играет охлаждение и применяемые охлаждающие жидкости. Смазоч-но-охлаждающая жидкость (СОЖ) выполняет три основных функции: является смазкой для уменьшения трения между режущим инструментом, сверлом, металлом детали и стружки, является охлаждающей средой, интенсивно отводящей тепло, возникающее в зоне резания, и облегчает удаление стружки из этой зоны.
СОЖ применяются при всех видах обработки металла резанием. Хорошая СОЖ не вызывает корродирования инструмента, приспособления и детали, не оказывает вредного влияния на кожу человека, не имеет неприятного запаха и хорошо отводит тепло. При сверлении отверстий в стали используется водный раствор мыла, 5 %-ный раствор эмульсии Э-2 или ЭТ-2; при сверлении в алюминии – 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное» – 50 %, керосин – 50 %. При сверлении мелких отверстий в чугуне СОЖ не используют. При сверлении в чугуне глубоких отверстий используется сжатый воздух или 1,5 %-ный раствор эмульсии Э-2 или ЭТ-2. При сверлении меди и сплавов на ее основе применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное».
Чтобы получить в металле или детали отверстия с диаметром свыше 30 мм, следует применить двукратное сверление. Первая операция выполняется сверлом диаметром 10–12 мм, вторая – сверлом требуемого диаметра (рассверливание). При сверлении с двумя рассверливаниями или сверлении, рассверливании и зенковании значительно снижаются усилия резания и время выполнения операций.
Удалить из просверливаемого отверстия сломанное сверло можно путем вывертывания его в сторону, обратную спирали сломанной части, щипцами (если имеется выступающая часть сверла). Если сломанное сверло находится внутри материала, то просверливаемую деталь нагревают вместе со сверлом до покраснения, а затем постепенно охлаждают. Отпущенное сверло можно выкрутить специальным приспособлением или высверлить другим сверлом.
Центровочным сверлом
называют инструмент, используемый для выполнения центровых отверстий в торцевых поверхностях валов. Различают два вида центровочных сверл: для обычных центровых отверстий без предохранительного конуса и для центровых отверстий с предохранительным конусом (рис. 23). Нормализованным углом обычного центровочного сверла является 60°, а сверла с предохранительным конусом – 60 и 120°.
Рис. 23. Центровочные сверла: а – обычные без предохранительного конуса; б – с предохранительным конусом
На больших и тяжелых валах центровое углубление с торцов выполняется за три операции: сверление, зенкование на 60° и зенкование предохранительного конуса на 120°.
Зенкерование
– это увеличение диаметра ранее просверленного отверстия или создание дополнительных поверхностей. Для этой операции служат
зенкеры
, режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную поверхности (рис. 24).
Цель зенкерования – создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.
Рис. 24. Зенкеры:
а – цилиндрические для зенкерования сквозных или глубоких отверстий; б – конические для снятия фасок и образования конических углублений; в – торцевые для зенкерования торцевых поверхностей приливов (торцовки); г – фасонные для зенкерования фасонных поверхностей
Зенкеры выполняются из углеродистой инструментальной стали У10А, У12А, легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса наборных зенкеров делаются из стали 45 или 40Х.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными, сварными с приваренным хвостовиком, насадными сплошными, насадными сборными. Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров – сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и 120°.
Развертка
– это многолезвийный режущий инструмент, используемый для окончательной обработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2–3 классов (10 –7 квали-тет), а при особо тщательном выполнении – 1-го класса (6–5 квалите-та) при шероховатости поверхности 7–8 классов чистоты (высота микронеровностей 1,25–0,32 мкм).
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание (табл. 10).
Таблица 10
Припуск на диаметр под развертывание после сверла, резца или зенкера, мм
Различают следующие виды разверток: по способу использования – ручные и машинные, по форме – с цилиндрической или конической рабочей частью, по точности обработки – черновые и чистовые, по конструкции – с цилиндрическим хвостовиком, с коническим (конус Морзе) хвостовиком и насадные. Насадные развертки могут быть цельными, со вставными ножами и плавающие. Ручные развертки могут быть цельными и разжимными. Развертки могут иметь простые и винтовые зубья. На рис. 25 представлены ручные развертки.
Рис. 25. Развертки:
а – коническая черновая; б – коническая промежуточная; в – коническая чистовая; г – цилиндрическая с прямыми зубьями; д – цилиндрическая регулируемая; е – цилиндрическая разжимная
Число зубьев развертки зависит от ее диаметра и назначения. Число зубьев у ручных и машинных разверток с прямыми зубьями чаще всего четное (например, 8, 10, 12, 14). Развертки со спиральными зубьями имеют лево– и правосторонние режущие части.
Разжимные и регулируемые развертки используются при ремонтных работах для развертывания отверстий, которые имеют разный допуск, а также для минимального увеличения уже окончательно выполненного отверстия.
В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки.
Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки.
Развертка имеет следующие элементы: рабочую часть, шейку и хвостовик (конусный или цилиндрический).
Хвостовики ручных трехперых разверток закрепляются в постоянных или регулируемых державках.
Развертки имеют неравномерный шаг режущих кромок: с целью улучшения качества отверстия и предупреждения его граненности зубья располагаются по окружности на разном расстоянии один от другого.
Для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента используются СОЖ. В табл. 11 приведены составы СОЖ, используемые при развертывании отверстий в различных материалах.
Таблица 11
СОЖ, используемые при развертывании отверстий в разных материалах
Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приваренными хвостовиками из стали 45. Корпуса сборных, а также регулируемых и насадных разверток делаются из конструкционных сталей.
Пробойник
(рис. 26) – это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
Рис. 26. Пробойник:
а – сплошной для металлического листа;
б – пустотелый для кожи и пластмасс
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковым отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы.
Пробивание отверстия выполняется, когда допускается некоторое повреждение поверхности в зоне отверстия и не требуется чистота и точность выполнения отверстия.
При работе на сверлильных станках необходимо выполнять следующие требования безопасности.
Перед началом работы следует проверить техническое состояние сверлильного станка и инструментов. Включать и останавливать станок нужно сухими руками.
Работать на станке необходимо в соответствии с инструкцией по эксплуатации оборудования, а также в соответствии с инструкцией по охране труда. Следует использовать специальную рабочую одежду, обязательно подбирать волосы под головной убор.
Детали должны быть правильно и надежно закреплены в тисках или приспособлениях, имеющих хорошее техническое состояние. При сверлении малых отверстий левая рука, придерживающая деталь, должна оказывать сопротивление, противоположное направлению вращения шпинделя. Во время рабочего хода шпинделя сверлильного станка нельзя придерживать или тормозить шпиндель, менять скорость и подачу, очищать стол или деталь от стружки.
Сверло следует охлаждать СОЖ с помощью кисточки или поливом. Не допускается охлаждение влажными ветошью или тряпками.
Все поломки, которые можно устранить, должен устранять обученный этому работник.
2.11. Нарезание резьб и резьбонарезной инструмент
Нарезание резьбы –
это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали.
Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки,
а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и много-ниточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании.
Нарезание резьбы в отверстиях выполняют метчиками
вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3 (табл. 12, рис. 27).
Таблица 12
Область применения ручных метчиков
Рис. 27. Метчики ручные слесарные:
а – черновой; б – средний; в – чистовой
Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу.
На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток с постоянным или регулируемым квадратным отверстием.
В ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы.
Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага.
Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они работают без реверсирования и при нарезании гайки нанизываются на хвостовик. Различают гаечные метчики с прямым и изогнутым хвостовиком.
Для нарезания внутренней резьбы большого диаметра применяются резьбонарезные головки с регулируемыми гребенками или сходящимися плашками.
Элементы метчика: рабочая часть, состоящая из режущей и калибрующей частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные канавки для удаления стружки. Режущие кромки получаются на пересечении спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть заканчивается квадратной головкой для установки в патрон. Метчики изготавливают из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и Р18, легированной стали Х06, ХВ, ИХ.
Винтовая поверхность
– это поверхность, описываемая кривой-образующей, равномерно вращающейся вокруг оси и одновременно совершающей равномерное поступательное движение вдоль этой оси. Применительно к резьбовой поверхности образующей является треугольник (для метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов).
Профиль резьбы
– это контур, полученный путем рассечения винтовой поверхности плоскостью, проходящей через ось винта. Профиль резьбы состоит из выступов и впадин витков. Ось вала является осью винтовой поверхности. Параметрами резьбы являются наружный диаметр
d
, внутренний диаметр
d
1, средний диаметр
d
2, шаг
Р
, угол профиля резьбы d. Профиль резьбы делится на две части: выступы и впадины. Резьбы могут быть однозаходные и многозаходные.
Под шагом резьбы
следует понимать поступательное перемещение средней точки образующей профиля, соответствующее одному ее полному обороту относительно оси резьбы.
Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы (табл. 13, 14).
Таблица 13
Размеры обычной метрической резьбы, мм
Таблица 14
Дюймовые резьбы
Винтовую поверхность многозаходной резьбы можно рассматривать как несколько винтовых канавок, имеющих один номинальный диаметр (следовательно, и один номинальный шаг, который в много-заходной резьбе называется ходом t
) и образованных на одной гладкой цилиндрической поверхности с равномерно расположенными по окружности заходами. Таким образом, ход резьбы
t
– это расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы.
Ход резьбы
– это относительное осевое перемещение винта или гайки за один оборот. Если резьба однозаходная, то ход резьбы
t
равен шагу резьбы
Р
. Если резьба многозаходная, то ход резьбы
t
равен произведению шага
Р
на число заходов
n
:
t
=
Pn
.
Резьбы бывают однозаходные и многозаходные, а также правые и левые. Резьба многозаходная, если на один ход нарезки попадает два или более профиля резьбы.
В зависимости от конфигурации резьбы бывают метрические (нормальные и мелкие), дюймовые, трубные, трапецеидальные, симметричные и несимметричные, закругленные, прямоугольные. Они могут быть цилиндрические и конические.
Угол профиля метрических резьб – 60°, дюймовых цилиндрических – 55°, дюймовых конических – 60°, трубной цилиндрической и конической – 55°, трапецеидальной – 30°.
Обозначение резьб дано в табл. 15.
Таблица 15
Обозначение резьбы
В зависимости от профиля резьбы делятся на треугольные, трапецеидальные симметричные и несимметричные, прямоугольные и закругленные.
Резьба М4 имеет шаг 0,7 мм; М6 – 1 мм; М8 – 1,25 мм; М10 – 1,5 мм; М12 – 1,75 мм; М14 – 2 мм; М16 – 2 мм; М18 – 2,5 мм; М20 – 2,5 мм; М22 – 2,5 мм; М24 – 3 мм; М27 – 3 мм; М30 – 3,5 мм.
Раньше чаще применялись дюймовые резьбы, сейчас – метрические, реже – дюймовые.
В метрических резьбах различают 3 класса точности: точный (обозначение полей для наружных резьб 4п, для внутренних – 4Н5Н), средний (обозначение полей допусков для наружных резьб 6h, 6g, 6е и 6d, для внутренних – 5Н6Н, 6Н, 6G), грубый (обозначение полей допусков для наружных резьб 8h, 8g, для внутренних–7Н, 7G).
Для трапецеидальных резьб имеются два класса точности: средний (обозначение поля допуска длинной наружной резьбы 7п, 7е, и 8е, внутренней 7Н и 8Н); грубый (обозначение поля допуска длинной наружной резьбы 8е, 8с, 9с, внутренней 8Н и 9Н).
В резьбе различают номинальный диаметр резьбы, который чаще всего является наружным диаметром винтовой поверхности d,
внутренний диаметр
d1
, средний диаметр
d
2 винта и внутренний диаметр отверстия гайки
D
1, диаметр резьбы гайки
D,
средний диаметр резьбы гайки
D2
чаще всего равный
d2
(рис. 28).
Рис. 28. Разрез и профиль резьбы:
а – винта; б – гайки
Средний диаметр винта определяется по формуле:
d
2 = (
d
+
d
1)/2.
Диаметр отверстия под резьбу можно подсчитать по приближенной формуле:
d
о =
d
– 1,1
P
,
диаметр стержня d
c под треугольную резьбу – по приближенной формуле:
d
c =
d
– 0,1
Р.
Диаметры отверстий и стержней под резьбу даны в табл. 16 и 17.
Таблица 16
Диаметры отверстий под нарезание треугольных резьб
Таблица 17
Диаметры стержней под нарезание треугольных резьб
Перед нарезанием резьбы пруток должен быть очищен от ржавчины; на его торцевой поверхности должна быть снята заходная фаска.При нарезании резьбы в деталях из углеродистых и легированных конструкционных сталей применяют следующие СОЖ: для метчиков – сульфофрезол или 5 %-ный раствор эмульсии Э-2 или ЭТ-2, для плашек, гребенок, резьбонарезных головок – сульфофрезол, масло «Индустриальное 20».
Для нержавеющих и труднообрабатываемых сталей применяется сульсрофрезол, олеиновая кислота или жидкость следующего состава: сульфофрезол – 60 %, керосин – 25 %, олеиновая кислота – 15 %.
Для серого чугуна при нарезании метчиками применяется керосин или масло «Индустриальное 200».
Для алюминия и его сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное 20» – 50 %, керосин – 50 %.
Для меди и ее сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное 20».
Смазка уменьшает трение, охлаждает инструмент, удлиняет срок службы инструмента и облегчает отвод стружки.
Основные причины брака при нарезании резьбы следующие: несоответствие диаметров отверстий или стержней нарезаемой резьбе, повреждение инструмента, нарезание резьбы без применения смазки, тупой инструмент, плохое закрепление или плохая установка инструмента, а также недостаток профессиональных навыков (табл. 18).
Таблица 18
Дефекты при нарезании резьбы
При нарезании резьбы существует опасность ранения рук острой кромкой детали или инструмента. Не следует пальцами очищать ручные инструменты от стружки; категорически запрещается очищать пальцами рук инструменты, находящиеся в движении на станках.
«Сверление, зенкование, зенкерование и развертывание отверстий»
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д.) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т.д.).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
Сверление отверстий
Сверление на токарном станке производится невращающимся сверлом, которое закрепляется в пиноли задней бабки.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие пиноли, если размеры их совпадают, или при помощи переходной втулки 2 (рис. 54), одетой на хвостовик сверла 1.
Сверла с цилиндрическим хвостовиком закрепляются на станке посредством сверлильных патронов, одна из конструкций которых показана на рис. 55, а. В наклонных отверстиях корпуса 3 установлены кулачки 4 в виде цилиндрических стержней со скосами для закрепления сверла и резьбовой частью на наружной поверхности. Внутри муфты 5 закреплена гайка с конической резьбой, которая соединяется с резьбой кулачков. Если ключом 2 вращать муфту, то кулачки, перемещаясь в наклонных отверстиях будут сжиматься, обеспечивая закрепление и центрирование сверла. Корпус 8 с обратной стороны имеет глухое коническое отверстие, которым он неподвижно насаживается на хвостовик 1. Такие патроны выпускаются трех размеров: ПС-6, ПС-9, ПС-16 (цифры обозначают наибольший диаметр закрепляемого сверла).
Если требуется частая смена инструментов, устанавливаемых в задней бабке, удобно пользоваться быстросменными патронами (рис. 55, б). Патрон состоит из корпуса 2 с коническим хвостовиком 6 и двумя отверстиями, в которых свободно завальцованы шарики 3. В корпус устанавливается переходная втулка 1 с коническим отверстием Морзе. На наружной поверхности втулки выполнены две радиусные канавки, в которые при рабочем положении патрона западают шарики. На корпусе свободно надета муфта 4, продольное положение которой ограничивается пружинными кольцами 7 и 9 и подпружиненным шариком 5, фиксирующим муфту в рабочем состоянии. Отверстие 5 предусмотрено для выхода воздуха при установке переходной втулки в патрон.
Действие патрона следующее, Требуемое сверло вставляется в переходную втулку и вместе с ней устанавливается в патрон. Муфта при этом сдвинута вправо. Затем при перемещении влево муфта нажимает на шарики, которые входят в выемки втулки и закрепляют ее. Чтобы сменить инструмент, достаточно сдвинуть муфту вправо, и втулка со сверлом свободно вынимается из патрона.
Для сверления с механической подачей иногда применяют несложное приспособление в виде втулки с прямоугольным выступом, которым она закрепляется в резцедержателе суппорта.
При глубоком сверлении возникает необходимость частого вывода сверла из отверстия для очистки от стружки. В этом случае значительно сократить время отвода сверла и возвращения его в исходное положение можно, применяя довольно простой патрон (рис 55, в). Он состоит из корпуса 2 с коническим хвостовиком, сверлодержателя 1 с ввернутой в него рукояткой 3. В корпусе имеется продолговатый паз с рядом поперечных канавок. Для отвода сверла достаточно вывести рукоятку из канавки и отвести сверло вправо. Возвращение сверла в рабочее положение выполняется в обратном порядке.
Обработка отверстий: методы, и их применение
Вряд ли изготовление и сборка любого механизма возможна без сверления и последующей обработки отверстий в нем, ведь сверление и слесарное дело стали просто неразделимыми понятиями. Точно так же невозможно обойтись без сверления в большинстве других сфер деятельности. А после того, как проделаешь отверстие в чем-угодно (неважно, с помощью сверления или других), нужно произвести его обработку, чтобы подогнать размеры и снизить шероховатость стенок.
Обработку отверстий делают при помощи нескольких способов, это зависит от требований к заготовке. В частности, различают 3 основных способа (сверление, зенкерование и развертывание), а также разновидности этих способов (рассверливание, зенкование, цекование). Рассмотрим все эти процессы более подробно.
Сверление
Как несложно догадаться, перед обработкой отверстия его нужно чем-то сделать. Так вот, самый распространенный и часто встречающийся метод проделывания отверстий — сверление.
Сверление — это разновидность механической обработки с целью образования отверстий, выполняемый сверлом. Данный процесс бывает «ручным» (как несложно догадаться, его делают ручными инструментами), а также «машинным» (выполняется на специальных станках).
Обычно, чтобы проделать менее, чем двенадцати миллиметровое отверстие в не особо твердых материалах (таких, как стали конструкционного типа, цветмет и сплавы из него, а также полимерные сплавы), используют ручные сверлильные приспособления.
А чтобы проделать отверстия крупнее 12 миллиметров или улучшить производительность в случае массового производства, процесс сверления происходит на сверлильном стационарном или настольном оборудовании (станках). Первые бывают вертикальными или радиально-сверлильными.
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Совет: крайне не рекомендовано пытаться рассверливать отверстия, образованные не в ходе сверления, а другими методами, например штампованием. Причиной является то, что подобные отверстия отличаются разной твердостью материала внутренних стенок.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.
Зенкерование
Названием «зенкерование» именовали механическую обработку резанием проделанных ранее отверстий. Его основной целью является придание отверстию нужной формы и избавление от различных дефектов, а также увеличение точности (вплоть до VIII квалитета), уменьшение показателя шероховатости (Ra 1,25 и менее).
Если отверстие не особо большое, то подобную обработку делают на обычном настольном станке, а если нужно обработать отверстие побольше, то это проще сделать на спецоборудовании на фундаменте.
Отдельно отметим, что про ручное оборудование использовать нет смысла. С ним попросту невозможно добиться нужных показателей.
У «зенкерования» есть 2 подвида, такие как зенкование и цекование.
Во время зенкерования отверстий нужно придерживаться ряда правил:
- Сверление зенкерование производятся во время одного подхода. Зенкерование нужно производить после окончания сверлильных работ, не вынимая детали из станочных креплений. По сути, в ходе одного «подхода» производят обработку детали двумя инструментами.
- Во время зенкерования отверстий, не подвергавшихся обработке, в деталях корпусов нужно надежно и прочно фиксировать деталь.
- При выборе размера припуска обязательно нужно делать это согласно специальным таблицам.
- Зенкерование нужно делать в том же режиме работы станка, как и сверление перед ним.
- Правила охраны труда соблюдать нужно аналогичные тем, что используются при сверлильной обработке.
Зенкование
Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
- Зенкуется отверстие исключительно после полного его просверливания.
- Сверление зенкование отверстия производятся во время одного подхода. Зенкование нужно производить после окончания сверления, не вынимая детали из станочных креплений. В ходе одного «подхода» производят обработку двумя инструментами.
- Использовать можно только невысокую частоту оборотов шпинделя (не более 100 оборотов в минуту), причем в это время нужно применять эмульсию. Глубину обработки можно проверить обычным штангенциркулем.
- Если использовать для зенкования цилидрическую зенковку, у которой размер цапфы превышает размер отверстия, которое нужно обработать, нужно сделать следующее. Вначале сверлится отверстие, которое по размеру совпадает с цапфой. Затем оно зенкуется, а после всего этого производится рассверливание до нужного размера.
Развертывание
Развертывание делают с помощью резания. Этот вид обработки гарантирует повышенную точность (вплоть до VI квалитета) и минимальную Ra — 0,63 и меньше.
В ходе процесса инструмент, называющийся развертка, снимает микроскопическую стружку со стенок отверстия. Развертывание делают или вручную или на станках (чаще всего это стационарные станки).
У развертывания также есть свои правила:
1. Нужно точно придерживаться величины припуска, согласно специальных таблиц.
2. Если развертывание делается вручную, его нужно проводить в 2 этапа: сначала черновое, а потом чистовое.
3. Во время развертывания отверстия в заготовке из стали поверхность, которая обрабатывается, нужно подвергать смазке эмульсией (подходит также минеральное масло). Если заготовка из чугуна, смазки не требуется.
4. Если развертывание делается вручную, его нужно делать исключительно по ходу часовой стрелки. Иначе стенки могут быть повреждены стружкой. Кстати, отверстие нужно время от времени очищать от нее.
5. Сверление и развертывание отверстий нужно производить в ходе одного «подхода», не вынимая детали из креплений и производя обработку детали двумя инструментами по очереди.
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.