Обработка цилиндрических отверстий
Во многих деталях машин важным элементом являются отверстия. Через отверстия соединяют детали винтами или болтами. Отверстия служат для установки подшипников, подвода смазки или охлаждающей жидкости. Рабочими полостями двигателей, компрессоров являются также отверстия и т. д.
Отверстия делятся на сквозные (обрабатываемые на проход) и глухие (обрабатываемые на определенную глубину). По форме они бывают гладкие, ступенчатые, с канавками. Отверстия, длина которых превышает 5 диаметров, называют глубокими.
Для создания определенного характера соединения с валом отверстия выполняются с определенной точностью по размерам, форме, расположению и шероховатости согласно техническим требованиям рабочего чертежа.
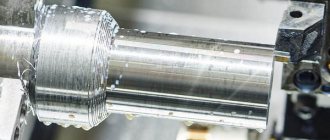
Обработка цилиндрических отверстий производится на токарных станках. Отверстия обрабатывают сверлением, рассверливанием, растачиванием, зенкерованием, развертыванием. Каждый из указанных способов характеризуется определенной точностью обработки и, следовательно, применяется в зависимости от требований, предъявляемых к данному отверстию.
- Сверление отверстий
- Центрование отверстий
- Растачивание отверстий
- Развертывание отверстий
- Зенкерование отверстий
К отверстиям предъявляются различные требования по точности, прямолинейности оси, правильности геометрической формы, шероховатости поверхности.
Цилиндрические отверстия бывают гладкие, ступенчатые, с канавкой (выточкой). Отверстия могут быть также сквозными или глухими (рис. 70, а—д).
Диаметры отверстий контролируют штангенциркулем с точностью отсчета до 0,1 мм или 0,25. При замерах штангенциркулем ШЦ-П с точностью до 0,05 мм учитывают толщину губок. Отверстия диаметром 120 мм и выше измеряют микрометрическим нутромером с точностью до 0,01 мм. Глубокие отверстия большого диаметра (например, полости цилиндров) контролируют индикаторным нутромером, который предварительно настраивают на размер по эталонному кольцу или по микрометру. Индикатор показывает отклонение от установленного размера с точностью до 0,01 мм.
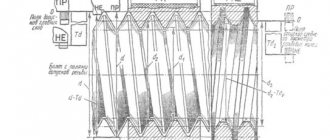
В крупносерийном и массовом производстве отверстия контролируют предельными калибрами-пробками. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ — не проходит, то размер отверстия находится в пределах допуска. Для контроля отверстий диаметром 80 мм и более применяют срезанные и пластинчатые пробки. Такие пробки легче, кроме того, ими можно выявлять овальность отверстия, производя контроль отверстия в двух взаимно перпендикулярных направлениях. Перед контролем калибром-пробкой полость отверстия очищают от стружки и протирают. Протирать отверстие и контролировать размер допускается только после полной остановки вращения шпинделя. Калибры-пробки хранят в вертикальном положении или укладывают на панель из пенопласта.
Определение размера отверстия
Номинальный размер отверстия равен 45 мм, его и устанавливаем на микрометре. Показание прибора при установке по микрометру – 1,36 мм, при промере отверстия в направлении 1-1 показание – 1,27 мм. Показание прибора уменьшилось по сравнению с полученным при установке по микрометру на (1,36 – 1,27) = 0,09 мм. Это значит, что размер отверстия в направлении 1-1 больше на 0,09 мм, чем размер 45 мм, установленный на микрометре, т. е. равен 45,09 мм. Аналогично определяют размеры во всех остальных направлениях.
Назначение и принцип действия
Развертка применяется для развертывания отверстий – процесса их чистовой механической обработки после сверления или зенкерования.
Использование этого инструмента позволяет добиться высокого класса шероховатости стенок отверстия и точности их геометрии. В зависимости от типа и характеристик ее применяют для выполнения специфических технологических задач, включая калибровку отверстий, их очистку от заусенцев на финальном этапе обработки детали.
- Особенностью этого инструмента является большое количество зубьев (обычно от 6 до 16), что позволяет снимать небольшой припуск, тем самым подгоняя реальные размеры отверстия под требуемые с высокой точностью.
- Что касается формы отверстий, работать разверткой можно как по цилиндру, так и подгонять конусы под различные задачи, например, под установку конусных штифтов.
- Зубья инструмента снимают слой материала на доли миллиметра, обработка происходит посредством его вращения, а также одновременной продольной подачи.
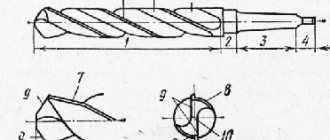
Устройство и характеристики
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.
Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
- Между зубьями находятся канавки, отводящие стружку.
- Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
- В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
- Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Марка стали, используемая в производстве инструмента, подбирается с учетом материала, который предполагается обрабатывать.
Размеры
- Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
- Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
- Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.
- Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
- Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
- Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
- Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
- Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
- Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
- Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
- Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
Чтобы проще контролировать диаметр развертки, количество зубьев всегда устанавливается четным.
- В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
- Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
- Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
ГОСТ
Для разверток разработано достаточно большое количество нормативных документов, среди которых основные:
- ГОСТ 29240-91 – типы, определения и термины.
- ГОСТ 11173-76 – для моделей с припуском под доводку.
- ГОСТ 7722-77 – для ручных вариантов.
- ГОСТ 1672-80 – для цельных машинных моделей.
Чем отличается развертка от сверла?
Сверло – инструмент, которым создаются отверстия посредством сверления материала. Развертки сверлить физически не способны, а вот доведение уже сформированных отверстий до требуемых размеров – это как раз то, для чего они созданы.
Оба инструмента внешне похожи между собой, однако, они не взаимозаменяемы, то есть, каждый из них способен выполнять только ту задачу, для которой он создан.
Следует отметить, что отверстия после сверла почти всегда имеют отклонения по геометрии, которые и устраняются развертками. Точность поверхности после применения последних равна квалитету от 6 до 9, шероховатость же (Ra) составляет 0,32 – 1,25 мкм.
Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом.
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку). Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
- Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
- Диаметр такого инструмента может достигать 30 см.
- Стоимость 300 – 1300 рублей.
Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности. Яркий пример: зенкер-развертка.
Нерегулируемая
С фиксированным диаметром.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм. Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.
По способу регулировки может быть разжимной и раздвижной. Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
- четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
- разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.
По форме рабочей части развертка бывает:
Цилиндрическая
Для работы по стандартным отверстиям. Стоимость – от 50 до 100 рублей.
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента. Формой напоминает конус со срезанной вершиной.
Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом. Используется для работы с отверстиями в листовых металлах.
Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
- Для установки в вороток, с квадратным хвостовиком.
- Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
- Цена – от 20 рублей.