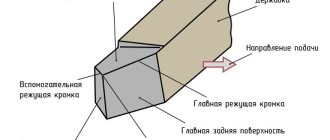
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Виды резцов для токарного станка

Изображение № 2: разновидности токарных резцов по металлу (схема)
Виды резцов для токарного станка прописаны в ГОСТе. По документу изделия относятся к одной из следующих категорий:
- цельнопаяные из легированной/инструментальной стали;
- с напаянной пластиной;
- со съемной пластиной.
По направлению рабочего движения классифицируют токарные инструменты левого и правого типов.
Твердосплавные пластины режущих кромок изготавливаются из стали марок ВК8, Т5К10, Т15К6, Т30К4 и др.
Виды фасонных резцов
Фасонные токарные резцы используют для вытачивания деталей сложных форм, а также вырезания фасок. Часто подобные изделия изготавливают на заказ (под конкретные детали), что оправдано только для серийных производств. Есть несколько типовых разновидностей инструмента.

Фотография № 1: процесс обработки заготовки фасонных резцом
- Стержневые — подходят для обработки коротких поверхностей. Имеют небольшую высоту рабочей части.
- Призматические — предназначены для работы со сложными поверхностями. Крепятся на держателях типа «ласточкин хвост».
- Круглые — адаптированы для обработки наружных и внутренних частей деталей. Для крепления предусмотрены специальные держатели.
Виды проходных резцов
Проходного типа резцы привлекают для обработки торцов заготовок и снятия фасок. Изделия бывают двух основных разновидностей: прямые и отогнутые. Также выделяют проходные упорные изделия отогнутого типа. Их используют для работы с цилиндрическими заготовками. За один цикл инструмент снимает с материала значительный объем лишнего металла.

Фотография № 2: процесс обработки заготовки фасонных резцом

Фотография № 3: отогнутый проходной резец

Фотография № 4: отогнутый упорный проходной резец
Виды отрезных резцов
Отрезные резцы получили наиболее широкое распространение. Изделия используют для нарезания заготовок под углом 90 градусов и выполнения канавок разной глубины. Визуально отличить этот вид инструмента можно по тонкому основанию с напаянной на него твердосплавной пластиной. Основные виды резцов отрезного типа: право- и левосторонние.

Фотография № 5: отрезные резцы
Виды резьбонарезных резцов
Изделия предназначены для нарезания наружной и внутренней резьбы. Первые имеют режущую пластину в форме копья. Вторые внешне похожи на расточной инструмент и комплектуются державками квадратного сечения. Изделия подходят для выполнения резьбы только в крупных отверстиях.

Фотография № 6: резцы для внутренней резьбы

Фотография № 7: резцы для наружной резьбы
Виды расточных резцов
Для обработки глухих и сквозных отверстий необходимо купить резцы для металла, выбрав модели расточного типа.
Изделия для оформления глухих отверстий комплектуются режущей пластиной треугольной формы. Рабочая часть имеет изгиб.

Фотография № 8: расточные резцы для глухих отверстий
Инструмент для сквозных отверстий подходит для расточки ранее просверленных углублений. При этом глубина отверстия определяется длиной державки. Снимаемый слой металл примерно равен отгибу рабочей части резца.

Фотография № 9: расточные резцы для сквозных отверстий
Сборные резцы по металлу
Классификация видов токарных резцов будет неполной без упоминания инструмента сборной конструкции. Подобные изделия считают универсальными, поскольку они могут комплектоваться режущими пластинами различного назначения. Обычно подобные изделия устанавливают на станки с программным управлением и предназначают для контурного точения, выполнения глухих и сквозных отверстий и других специализированных работ по металлу.

Фотография № 10: сборные резцы по металлу
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.

Классификация и разновидности резцов
По конструктивным параметрам:
- Цельные (целиковые). Головка резца изготовлена как единое целое со стержнем (державкой). Как правило, такие резцы изготавливаются из углеродистой инструментальной стали или из быстрорежущих сталей (для небольших резцов).
- С приварными или припаянными пластинами. Головка резца включает приварную или припаянную пластину из быстрорежущей стали или из твердого сплава (Т5К10, Т15К6, ВК8 и пр.). Имеют широкую область применения.
- С механическим креплением пластин. Пластина закрепляется в головке резца механически. Этот способ особенно полезен для пластин из материала на основе минералокерамики.
По направлению подачи:
- Правые. Главная режущая кромка резца, развернутого к поверхности обрабатываемой заготовки, находится с левой стороны.
Левые. Главная режущая кромка резца, развернутого к поверхности обрабатываемой заготовки, находится с правой стороны.
По расположению главной режущей кромки относительно стержня резца:
- Прямые. Ось проекции детали резца в верхнем плане и боковом виде имеет прямую линию.
- Отогнутые. Ось проекции детали резца в верхнем плане имеет изогнутую линию, а в боковом виде — прямую.
- Изогнутые. Ось проекции детали резца в верхнем плане имеет прямую линию, а в боковом виде — изогнутую.
По материалу, из которого изготовлена рабочая часть:
Из твердых сплавов:
- ВК8 – резцы вольфрамовые (предназначены для обработки деталей из чугуна, цветных металлов и их сплавов, а также неметаллических материалов);
- Т15К6, Т5К10, Т14К8, Т30К4 – резцы титановольфрамовые (используются для обработки всех видов сталей);
Из быстрорежущей стали марок:
- Р6М5, Р18, Р12 и Р9 – резцы нормальной производительности;
| Материал | Применение |
| Для обработки материалов резанием | |
| ВК8 | Чернового точения при неравномерном сечении среза и прерывистом резании, строгании, чернового фрезерования, сверления, чернового рассверливания, чернового зенкерования серого чугуна, цветных металлов и их сплавов и неметаллических материалов. Обработки нержавеющих, высокопрочных и жаропрочных труднообрабатываемых сталей и сплавов, в том числе сплавов титана |
| Т15К6 | Получернового точения при непрерывном резании, чистового точения при прерывистом резании, нарезания резьбы товарными резцами и вращающимися головками, получистового и чистового фрезерования сплошных поверхностей, рассверливания и растачивания предварительно обработанных отверстий, чистового зенкерования, развертывания и других аналогичных видов обработки углеродистых и легированных сталей |
| Т5К10 | Чернового точения при неравномерном сечении среза и прерывистом резании, фасонного точения, отрезки токарными резцами; чистового строгания; чернового фрезерования прерывистых поверхностей и других видов обработки углеродистых и легированных сталей, преимущественно в виде поковок, штамповок и отливок по корке и окалине |
| Т30К4 | Чистового точения с малым сечением среза (типа алмазной обработки); нарезания резьбы и развертывания отверстий незакаленных и закаленных углеродистых сталей |
| Т14К8 | Чернового точения при неравномерном сечении среза и непрерывном резании, получистового и чистового точения при прерывистом резании; чернового фрезерования сплошных поверхностей; рассверливания литых и кованых отверстий, чернового зенкерования и других подобных видов обработки углеродистых и легированных сталей |
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:

Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.
- Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
- Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.

Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.

Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.

Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Инвертированные резцы стали популярными пять-шесть лет назад, когда была разработана очень простая в использовании и эффективная в работе режущая пластина.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.

Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Сборные резцы
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.

Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).

Резец отрезной инвертированный

инвертированный отрезной резец
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.
Очень удобен большой вылет режущей пластинки, благодаря которому можно отрезать толстые заготовки, их желательно смазывать во время работы. Инструмент хорош для выборки узких пазов, особенно в местах соприкосновения плоскостей.