- Прямые проходные токарные резцы и их назначение
Конструктивные особенности токарных резцов
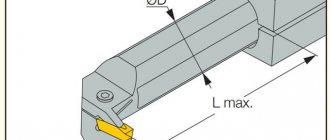
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
Изображение №1: конструкция токарного резца
Модели отрезных и канавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт , и для примера скачиваем две модели резцов под обозначениями: «RAG123H10-32B», «RF123H13-2525BM».
Сайт «Sandvik coromant»
И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».
Скачивание 3д модели инструмента с сайта «Sandvik coromant»
Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
Резец для обработки внутренних канавок RAG123H10-32B
Резец для отрезки и обработки канавок RF123H13-2525BM
Как видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!
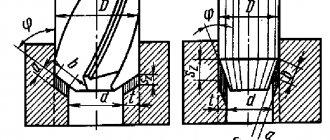
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация и разновидности резцов
По конструктивным параметрам:
- Цельные (целиковые). Головка резца изготовлена как единое целое со стержнем (державкой). Как правило, такие резцы изготавливаются из углеродистой инструментальной стали или из быстрорежущих сталей (для небольших резцов).
- С приварными или припаянными пластинами. Головка резца включает приварную или припаянную пластину из быстрорежущей стали или из твердого сплава (Т5К10, Т15К6, ВК8 и пр.). Имеют широкую область применения.
- С механическим креплением пластин. Пластина закрепляется в головке резца механически. Этот способ особенно полезен для пластин из материала на основе минералокерамики.
По направлению подачи:
- Правые. Главная режущая кромка резца, развернутого к поверхности обрабатываемой заготовки, находится с левой стороны.
Левые. Главная режущая кромка резца, развернутого к поверхности обрабатываемой заготовки, находится с правой стороны.
По расположению главной режущей кромки относительно стержня резца:
- Прямые. Ось проекции детали резца в верхнем плане и боковом виде имеет прямую линию.
- Отогнутые. Ось проекции детали резца в верхнем плане имеет изогнутую линию, а в боковом виде — прямую.
- Изогнутые. Ось проекции детали резца в верхнем плане имеет прямую линию, а в боковом виде — изогнутую.
По материалу, из которого изготовлена рабочая часть:
Из твердых сплавов:
- ВК8 – резцы вольфрамовые (предназначены для обработки деталей из чугуна, цветных металлов и их сплавов, а также неметаллических материалов);
- Т15К6, Т5К10, Т14К8, Т30К4 – резцы титановольфрамовые (используются для обработки всех видов сталей);
Из быстрорежущей стали марок:
- Р6М5, Р18, Р12 и Р9 – резцы нормальной производительности;
| Материал | Применение |
| Для обработки материалов резанием | |
| ВК8 | Чернового точения при неравномерном сечении среза и прерывистом резании, строгании, чернового фрезерования, сверления, чернового рассверливания, чернового зенкерования серого чугуна, цветных металлов и их сплавов и неметаллических материалов. Обработки нержавеющих, высокопрочных и жаропрочных труднообрабатываемых сталей и сплавов, в том числе сплавов титана |
| Т15К6 | Получернового точения при непрерывном резании, чистового точения при прерывистом резании, нарезания резьбы товарными резцами и вращающимися головками, получистового и чистового фрезерования сплошных поверхностей, рассверливания и растачивания предварительно обработанных отверстий, чистового зенкерования, развертывания и других аналогичных видов обработки углеродистых и легированных сталей |
| Т5К10 | Чернового точения при неравномерном сечении среза и прерывистом резании, фасонного точения, отрезки токарными резцами; чистового строгания; чернового фрезерования прерывистых поверхностей и других видов обработки углеродистых и легированных сталей, преимущественно в виде поковок, штамповок и отливок по корке и окалине |
| Т30К4 | Чистового точения с малым сечением среза (типа алмазной обработки); нарезания резьбы и развертывания отверстий незакаленных и закаленных углеродистых сталей |
| Т14К8 | Чернового точения при неравномерном сечении среза и непрерывном резании, получистового и чистового точения при прерывистом резании; чернового фрезерования сплошных поверхностей; рассверливания литых и кованых отверстий, чернового зенкерования и других подобных видов обработки углеродистых и легированных сталей |
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.
Изображение №6: возможные значения параметров 1–5
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Классификации
Существуют классификации по конструкции, способу изготовления, сечению стержня, обработки, установки.
По конструкции выделяют:
- прямые – составляющие расположены на одной оси, на двух параллельных;
- изогнутые – изогнутая форма державки;
- оттянутые – шириной рабочей головки больше ширины державки;
- отогнутые – рабочая головка отогнута от оси.
По способу изготовления:
- несъемные (приваренные) – самые распространенные;
- цельные;
- сборные (универсальные) – съемные пластины закрепляются винтами (прижимами), выполняют разные функции.
По типу обработки заготовки:
- отрезные – торцевание, разрезание заготовок;
- проходные – обработка наружных поверхностей конических, цилиндрических форм;
- расточные – есть проходные и упорные, выполняют растачивание сквозных, глухих отверстий;
- прорезные (канавочные) – наружные, внутренние канавки цилиндрических изделий, разрезка под прямым углом;
- фасонные – обтачивание фасонных поверхностей, формирование фасонных канавок, выступов;
- резьбовые – оснащение внутренней, наружной резьбой;
- фасочные – снятие фасок (обработка кромок);
- галтельные – обработка желобков, выемок.
По сечению: квадратные, прямоугольные, круглые.
По установке: радиальные (перпендикулярно к обрабатываемой площади), тангенциальные (автоматы, полуавтоматы – касательное расположение).
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
- Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании?
- Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.
Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.
Это интересно: Как сварить нержавейку с черным металлом: особенности технологии
О принципах обрабатывания фрезой
При фрезеровании с помощью зубьев фрезы снимается стружка со шлифуемых ими поверхностей, при этом она из зоны резания отводится специальными бороздками вдоль самой фрезы. Поэтому особое значение имеет расположение зубьев относительно друг друга. Правильное геометрическое взаимное расположение влияет на:
- быстроту резания;
- качество обрабатываемых поверхностей;
- износостойкость фрезы;
- экономию энергетических затрат;
- цену готовых изделий.
Внимание. Каждый тип предполагаемых заготовок, будь то дерево, камень, металл, оргстекло, например, требует определенного вида фрезерных приспособлений.
Об основных требованиях для режущих инструментов
Производственные станки с программным управлением, как правило, должны использовать такие режущие приспособления, что удовлетворяют ряду условий, таких как:
- стабильность режущих свойств;
- правильное формирование, выполнение отвода стружек;
- универсальность использования для обработки разного вида деталей на разнотипных станках;
- быструю их сменяемость для переналадки, обработки других деталей или же смены затупившегося инструмента;
- обеспечение необходимой точности обрабатывания деталей.
Внимание. В некоторых случаях, указанные выше требования к режущим инструментам, могут не позволить применять на устройствах с ЧПУ те, которые успешно применяются на обычных станках. Для таких современных станков сейчас выделяются специальные группы режущих, стандартизованных приспособлений.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Специалисты рекомендуют остановиться на легированном, либо углеродистом быстрорежущим варианте.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования. Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.
Об инструментах, применяемых для фрезерных станков
Для фрезерования используются в качестве режущих приспособлений фрезы, которые бывают различных конструкций, и имеют специальные зубья для обрабатывания поверхности деталей.
Все фрезерные инструменты различаются между собой по:
- форме и внешнему виду зубьев;
- их направлению и исполнению;
- их применению и креплению.
Чтобы в патроне фрезерного станка хорошо укрепить фрезу, используют ее хвостовик, который крепят к зубьям методом сварки или разными крепежными элементами, например:
- болтами;
- специальными клиньями;
- винтами.
Иногда фреза может быть представлена единым целым со своей режущей частью. Так ее обычно и называют – цельной фрезой.
Важно. Некоторые современные станки с ЧПУ употребляют только цельные специальные концевые фрезы, имеющие хвостовики цилиндрического, а также конического вида для более прочного, скорого закрепления их в патроне фрезерных станков.
При производстве фрезерных инструментов чаще всего используются следующие материалы:
- металлокерамика;
- быстро-режущие стали;
- твердые сплавы, имеющие специальные алмазные напыления для усиления твердости.
Зависимость производительности режущего инструмента от методов закрепления пластинок
В приспособлениях сборного типа производительность, равно как и надежность, выносливость, долговечность их эксплуатации, зависит от способов закрепления многогранных пластин. Эти крепежи должны обеспечить:
- надежность (без возможных микроскопических смещений во время движения, производимого режущими инструментами);
- плотность контакта поверхностей между опорными пластинами и пазами;
- точное позиционирование и возможность взаимной замены рабочих кромок;
- поддержку геометрической стабильности;
- раздробление и надежное отведение стружек;
- наименьшее время, допущенное на смену лезвий.